一种用于精铸制壳线上的平浇口装置的制作方法
1.本实用新型涉及精密铸造技术领域,具体来讲是一种用于精铸制壳线上的平浇口装置。
背景技术:
2.精铸件是一般生产工序为:制蜡模-组树-制壳-脱蜡-焙烧-浇注-清理-热处理。制壳是整个精铸过程比较关键的一道工序,主要工步为:沾浆-控料-撒砂-硬化-平浇口-模组下线。在沾浆和撒砂时浇口上部也会沾上涂料和砂子,硬化后形成型壳。平浇口的主要目的是去除制壳时粘在模组浇口上部的型壳,使留下的浇口杯在浇注时顺利承接金属液。
3.一般制壳工在平浇口时会采用铁条等器具,敲击浇口杯处型壳,使浇口以上的型壳脱落,此过程需保证留下的型壳浇口杯完整无浮砂。但目前的方式往往在平浇口后形成锯齿状边缘,且敲击处型壳松散,在脱蜡和浇注时,浇口处的残砂进入型腔,造成铸件砂眼缺陷。同时平浇口时完全人工操作,操作工劳动强度较大。
技术实现要素:
4.针对现有技术中存在的缺陷,本实用新型的目的在于提供一种用于精铸制壳线上的平浇口装置,能够在制壳线运行时刮掉模组浇口杯处多余浆料,使其沾不上砂粒,实现型壳浇口杯完整少浮砂,从而达到提高产品质量、降低平浇口劳动强度的目的。
5.为达到以上目的,本实用新型采取的技术方案是:一种用于精铸制壳线上的平浇口装置,包括支撑梁和吊具,所述吊具可沿支撑梁移动,还包括连接臂、水平转轴、导轮和若干清洁机构;所述连接臂的近端与吊具铰接;所述水平转轴的近端通过轴承与连接臂的远端转动连接,水平转轴的远端与模组的浇口杯连接;所述导轮套设在水平转轴上,用于支撑水平转轴;所述清洁机构用于刮净模组浇口杯翻边处的涂料,包括相连的连接杆和刮板,所述连接杆通过悬杆与支撑梁连接。
6.进一步改进在于:所述悬杆通过夹头与连接杆连接,用于调节刮板的高度。
7.进一步改进在于:所述刮板由pvc材料制成。
8.进一步改进在于:还包括与导轮相适配的导轨。
9.进一步改进在于:所述支撑梁为工形梁。
10.进一步改进在于:所述吊具包括连接座,所述连接座上相对设置有两吊臂,且两吊臂的相对侧均设置有与支撑梁相适配的行走轮。
11.本实用新型的有益效果在于:
12.1、本实用新型中,当模组运行至刮板处时,刮板与浇口杯翻边的外沿接触,挂掉一部分涂料,在多个刮板的作用下,刮净浇口翻边的涂料,这样在撒砂时就不会沾上砂子,从而保证了脱蜡后浇口完整不松散和减少了平浇口的劳动强度。
13.2、本实用新型中,连接杆可以上下调节,使用时通过调节连接杆,可以使刮板适应不同直径的浇口杯。同时,因为pvc材料具有柔韧、耐磨的优点,可方便清理刮板上的涂料残
余。
附图说明
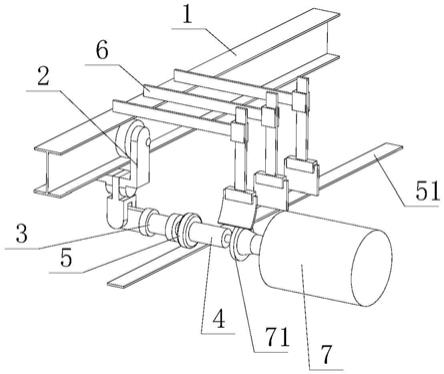
14.图1为本实用新型实施例中用于精铸制壳线上的平浇口装置的立体图;
15.图2为本实用新型实施例中用于精铸制壳线上的平浇口装置另一视角的立体图;
16.图3为本实用新型实施例中清洁机构的结构示意图。
17.附图标记:
18.1-支撑梁;2-吊具;21-连接座;22-吊臂;23-行走轮;3-连接臂;4-水平转轴;5-导轮;51-导轨;6-清洁机构;61-悬杆;62-夹头;63-连接杆;64-刮板;7-模组;71-浇口杯。
具体实施方式
19.下面详细描述本实用新型的实施例,所述的实施例示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。
20.在本实用新型的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向(x)”、“纵向(y)”、“竖向(z)”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本实用新型的具体保护范围。
21.下面结合说明书的附图,通过对本实用新型的具体实施方式作进一步的描述,使本实用新型的技术方案及其有益效果更加清楚、明确。下面通过参考附图描述实施例是示例性的,旨在解释本实用新型,而不能理解为对本实用新型的限制。
22.参见图1~图3所示,本实用新型实施例提供一种用于精铸制壳线上的平浇口装置,包括支撑梁1和吊具2,吊具2可沿支撑梁1移动,具体的,支撑梁1为工形梁。该装置还包括连接臂3、水平转轴4、导轮5和若干清洁机构6;连接臂3的近端与吊具2铰接;水平转轴4的近端通过轴承与连接臂3的远端转动连接,水平转轴4的远端与模组7的浇口杯71连接;导轮5套设在水平转轴4上,用于支撑水平转轴4;具体的,该装置还包括与导轮5相适配的导轨51。
23.参见图3所示,清洁机构6用于刮净模组7浇口杯71翻边处的涂料,包括相连的连接杆63和刮板64,连接杆63通过悬杆61与支撑梁1连接。具体的,悬杆61通过夹头62与连接杆63连接,用于调节刮板64的高度。刮板64由pvc材料制成。
24.参见图2所示,吊具2包括连接座21,连接座21上相对设置有两吊臂22,且两吊臂22的相对侧均设置有与支撑梁1相适配的行走轮23。
25.本实用新型的工作原理为:
26.本装置位于涂料和撒砂之间的控料段上,可安装若干个清洁机构。模组安装在吊具上,导轮与导轨呈滚动摩擦状态,制壳线吊具带动模组运行,在经过控料段时,导轮在导轨的引导下模组与地面呈平行翻转状态。当模组运行至刮板处时,刮板与浇口杯翻边的外沿接触,挂掉一部分涂料,在多个刮板的作用下,刮净浇口翻边的涂料,这样在撒砂时就不会沾上砂子,从而保证了脱蜡后浇口完整不松散和减少了平浇口的劳动强度。
27.连接杆可以上下调节,使用时通过调节连接杆,可以使刮板适应不同直径的浇口杯。同时,因为pvc材料具有柔韧、耐磨的优点,可方便清理刮板上的涂料残余。
28.在说明书的描述中,参考术语“一个实施例”、“优选地”、“示例”、“具体示例”或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点,包含于本实用新型的至少一个实施例或示例中,在本说明书中对于上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或者示例中以合适方式结合。
29.通过上述的结构和原理的描述,所属技术领域的技术人员应当理解,本实用新型不局限于上述的具体实施方式,在本实用新型基础上采用本领域公知技术的改进和替代均落在本实用新型的保护范围,应由各权利要求限定之。
技术特征:
1.一种用于精铸制壳线上的平浇口装置,包括支撑梁(1)和吊具(2),所述吊具(2)可沿支撑梁(1)移动,其特征在于:还包括连接臂(3)、水平转轴(4)、导轮(5)和若干清洁机构(6);所述连接臂(3)的近端与吊具(2)铰接;所述水平转轴(4)的近端通过轴承与连接臂(3)的远端转动连接,水平转轴(4)的远端与模组(7)的浇口杯(71)连接;所述导轮(5)套设在水平转轴(4)上,用于支撑水平转轴(4);所述清洁机构(6)用于刮净模组(7)浇口杯(71)翻边处的涂料,包括相连的连接杆(63)和刮板(64),所述连接杆(63)通过悬杆(61)与支撑梁(1)连接。2.根据权利要求1所述的用于精铸制壳线上的平浇口装置,其特征在于:所述悬杆(61)通过夹头(62)与连接杆(63)连接,用于调节刮板(64)的高度。3.根据权利要求1所述的用于精铸制壳线上的平浇口装置,其特征在于:所述刮板(64)由pvc材料制成。4.根据权利要求1所述的用于精铸制壳线上的平浇口装置,其特征在于:还包括与导轮(5)相适配的导轨(51)。5.根据权利要求1所述的用于精铸制壳线上的平浇口装置,其特征在于:所述支撑梁(1)为工形梁。6.根据权利要求5所述的用于精铸制壳线上的平浇口装置,其特征在于:所述吊具(2)包括连接座(21),所述连接座(21)上相对设置有两吊臂(22),且两吊臂(22)的相对侧均设置有与支撑梁(1)相适配的行走轮(23)。
技术总结
本实用新型公开了一种用于精铸制壳线上的平浇口装置,涉及精密铸造技术领域,其包括支撑梁和吊具,吊具可沿支撑梁移动,还包括连接臂、水平转轴、导轮和若干清洁机构;连接臂的近端与吊具铰接;水平转轴的近端通过轴承与连接臂的远端转动连接,水平转轴的远端与模组的浇口杯连接;导轮套设在水平转轴上,用于支撑水平转轴;清洁机构用于刮净模组浇口杯翻边处的涂料,包括相连的连接杆和刮板,连接杆通过悬杆与支撑梁连接。悬杆与支撑梁连接。悬杆与支撑梁连接。
技术研发人员:张军 陈伦宏 姚世煜 唐荣斌
受保护的技术使用者:湖北华阳汽车变速系统股份有限公司
技术研发日:2021.11.11
技术公布日:2022/4/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1