泵壳体铸造设备的制作方法
1.本实用新型涉及泵体铸造技术领域,具体涉及一种泵壳体铸造设备。
背景技术:
2.离心泵壳体在生产中常采用浇铸成型的方式进行制作。传统的铸造装置冷却速度较慢,生产效率低。
技术实现要素:
3.为克服现有技术所存在的缺陷,现提供一种泵壳体铸造设备,以解决离心泵壳体采用传统的铸造装置铸造,存在冷却速度较慢,生产效率低的问题。
4.为实现上述目的,提供一种泵壳体铸造设备,包括:
5.承台,所述承台安装有支承架,所述支承架翻转地安装有用于铸造泵壳体的模具;
6.锤击结构,包括竖杆、钟摆杆、敲击锤和电动液压推杆,所述竖杆固设于所述承台,所述钟摆杆的中部铰接于所述竖杆,所述敲击锤连接于所述钟摆杆的上端,且所述敲击锤与所述模具的下端相对设置,所述电动液压推杆铰接于所述钟摆杆的下端,在所述电动液压推杆推拉所述钟摆杆的下端以令所述钟摆杆的上端的敲击锤捶击所述模具的外部;
7.冷却金属管,安装于所述模具的外部;以及
8.冷气机,所述冷气机通过输气软管可拆卸地连接于所述冷却金属管。
9.进一步的,所述敲击锤为橡胶锤。
10.进一步的,还包括导轨,所述导轨连接于所述承台,所述导轨中安装有升降台车,所述升降台车上安装有存料罐,所述存料罐的顶部连接有进料斗,所述存料罐的底部连接有导料管,所述导料管安装有控制阀,在所述升降台车移动至所述承台后,所述导料管的远离所述存料罐的一端对准于所述模具的进料口。
11.进一步的,所述导料管的管壁内设有电热丝。
12.进一步的,所述存料罐的内壁铺设有保温层,所述保温层的外侧铺设有耐热层。
13.本实用新型的有益效果在于,本实用新型的泵壳体铸造设备,通过敲击锤锤击模具赶走模具内灌注的浇筑液中的气泡,提高铸造的铸件质量,再利用冷气机产生冷气输送至冷却金属管中,使得模具及铸件快速冷却,提高铸造效率。
附图说明
14.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本申请的其它特征、目的和优点将会变得更明显:
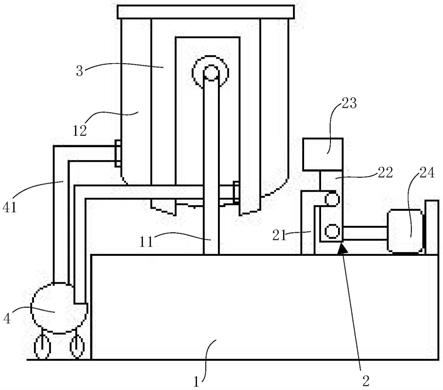
15.图1为本实用新型实施例的泵壳体铸造设备的结构示意图。
16.图2为本实用新型实施例的锤击结构的结构示意图。
具体实施方式
17.下面结合附图和实施例对本申请作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与实用新型相关的部分。
18.需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本申请。
19.参照图1和图2所示,本实用新型提供了一种泵壳体铸造设备,包括:承台1、锤击结构2、冷却金属管3和冷气机4。
20.具体的,承台1安装有支承架11。支承架11翻转地安装有用于铸造泵壳体的模具12。其中,支承架包括相对设置的两立柱。立柱竖设于承台上。两立柱的相对侧对向延伸形成有固定轴。模具的相对两侧可拆卸地连接有轴套,固定轴可转动地插设于轴套中。
21.锤击结构2包括竖杆21、钟摆杆22、敲击锤23和电动液压推杆24。竖杆21固设于承台1,且竖杆沿竖直方向设置。钟摆杆22的中部铰接于竖杆21。在本实施例中,竖杆的上端连接有转轴,钟摆杆的中部开设有轴孔,转轴可转动地插设于钟摆杆的轴孔中。敲击锤23连接于钟摆杆22的上端,且敲击锤23与模具12的下端相对设置。电动液压推杆24铰接于钟摆杆22的下端。在浇筑时,电动液压推杆24推拉钟摆杆22的下端以令钟摆杆22的上端的敲击锤23捶击模具12的外部,使得模具产生震动以令模具内的浇筑液的气泡排出。
22.冷却金属管3安装于模具12的外部。冷气机4通过输气软管41可拆卸地连接于冷却金属管3。在敲击锤锤击模具赶走浇筑液中的气泡后,冷气机产生冷气并通过输气软管导入冷却金属管中,进而快速冷却模具,提高铸造效率。
23.本实用新型的泵壳体铸造设备,通过敲击锤锤击模具赶走模具内灌注的浇筑液中的气泡,提高铸造的铸件质量,再利用冷气机产生冷气输送至冷却金属管中,使得模具及铸件快速冷却,提高铸造效率。
24.在本实施例中,敲击锤23为橡胶锤。
25.作为一种较佳的实施方式,本实用新型的泵壳体铸造设备还包括导轨5。导轨5连接于承台1。导轨的数量为两根,两根导轨同向设置,导轨中形成有滑槽,滑槽沿导轨的长度方向设置。导轨5中安装有升降台车6。升降台车的两排滚轮分别行走于滑槽中。升降台车6上安装有存料罐7。存料罐7的顶部连接有进料斗71。存料罐7的底部连接有导料管72。导料管72安装有控制阀。
26.在浇筑时,升降台车6沿滑槽的长度方向移动至承台1后,通过升降台车的升降调节导料管的管口的高度,通过升降台车的进退使得导料管的管口正对于模具12的进料口。通过导料管的控制阀,使得浇筑液快速灌注于模具中。
27.作为一种较佳的实施方式,导料管72的管壁内设有电热丝。
28.在本实施例中,存料罐7的内壁铺设有保温层。保温层的外侧铺设有耐热层。
29.以上描述仅为本申请的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本申请中所涉及的实用新型范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述实用新型构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本申请中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
技术特征:
1.一种泵壳体铸造设备,其特征在于,包括:承台,所述承台安装有支承架,所述支承架翻转地安装有用于铸造泵壳体的模具;锤击结构,包括竖杆、钟摆杆、敲击锤和电动液压推杆,所述竖杆固设于所述承台,所述钟摆杆的中部铰接于所述竖杆,所述敲击锤连接于所述钟摆杆的上端,且所述敲击锤与所述模具的下端相对设置,所述电动液压推杆铰接于所述钟摆杆的下端,所述电动液压推杆推拉所述钟摆杆的下端以令所述钟摆杆的上端的敲击锤捶击所述模具的外部;冷却金属管,安装于所述模具的外部;以及冷气机,所述冷气机通过输气软管可拆卸地连接于所述冷却金属管。2.根据权利要求1所述的泵壳体铸造设备,其特征在于,所述敲击锤为橡胶锤。3.根据权利要求1所述的泵壳体铸造设备,其特征在于,还包括导轨,所述导轨连接于所述承台,所述导轨中安装有升降台车,所述升降台车上安装有存料罐,所述存料罐的顶部连接有进料斗,所述存料罐的底部连接有导料管,所述导料管安装有控制阀,在所述升降台车移动至所述承台后,所述导料管的远离所述存料罐的一端对准于所述模具的进料口。4.根据权利要求3所述的泵壳体铸造设备,其特征在于,所述导料管的管壁内设有电热丝。5.根据权利要求3所述的泵壳体铸造设备,其特征在于,所述存料罐的内壁铺设有保温层,所述保温层的外侧铺设有耐热层。
技术总结
本申请公开了一种泵壳体铸造设备,包括:承台,所述承台安装有支承架,所述支承架翻转地安装有用于铸造泵壳体的模具;锤击结构,包括竖杆、钟摆杆、敲击锤和电动液压推杆,所述竖杆固设于所述承台,所述钟摆杆的中部铰接于所述竖杆,所述敲击锤连接于所述钟摆杆的上端,且所述敲击锤与所述模具的下端相对设置,所述电动液压推杆铰接于所述钟摆杆的下端,在所述电动液压推杆推拉所述钟摆杆的下端以令所述钟摆杆的上端的敲击锤捶击所述模具的外部;冷却金属管,安装于所述模具的外部;以及冷气机,所述冷气机通过输气软管可拆卸地连接于所述冷却金属管。本实用新型解决了离心泵壳体采用传统的铸造装置铸造,存在冷却速度较慢,生产效率低的问题。效率低的问题。效率低的问题。
技术研发人员:陈开乐
受保护的技术使用者:江苏省丰乐铸造有限公司
技术研发日:2021.12.06
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1