一种用于大厚度铸片成型的甩带装置的制作方法
1.本实用新型涉及一种铸片甩带装置,特别是一种用于大厚度铸片成型的甩带装置。
背景技术:
2.钕铁硼稀土永磁材料在制造成合金片时,甩带辊与中间包接触的地方在铸造的过程中会形成熔池。甩带辊的冷却能力决定冷却速率,当冷却速率一定时,熔池的高度和甩带辊的辊速决定了甩带片厚度。对于甩带成型而言,甩带辊的传热能力、形核点和凝固体积是影响微观结构和性能的主要因素,对于钕铁硼合金甩带,当片厚超过一定数值时,甩带辊的冷却能力往往不足以使整片甩带片均匀冷却,会造成远离甩带辊的一面有高温相区的第二相生成,影响材料性能和一致性。因此,亟需研发一种针对厚度较厚铸片的、冷却效果更好的甩带装置,从而解决目前遇到的问题。
技术实现要素:
3.本实用新型的目的在于,提供一种用于大厚度铸片成型的甩带装置。本实用新型可以使大厚度铸片在甩带成型时均匀受冷,冷却效果好。
4.本实用新型的技术方案:一种用于大厚度铸片成型的甩带装置,包括接料箱,所述接料箱内设置有坩埚、中间包和冷却辊,中间包设置在坩埚和冷却辊之间,将坩埚内的钢水导入到冷却辊表面;所述中间包的输出端与冷却辊的外侧面相接,两者相接部位的上方设有辅助导辊,所述辅助导辊压住中间包输出端的钢水。
5.与现有技术相比,本实用新型的有益效果体现在:通过在中间包的输出端与冷却辊的外侧面相接的部位,也即熔池输出口处设置一根可压住钢水的辅助导辊,用辅助导辊对即将甩带出的钢水进行预冷却,配合冷却辊的冷却能使大厚度的甩带片均匀更冷却,最终得到材料性能和一致性更好的铸片;本实用新型的辅助导辊不仅可以起到预冷却的作用,同时也能起到一定的限流作用,能有效控制熔池输出口处钢水的高度,当坩埚的瞬时浇铸量过高时,辅助导辊的设置能使中间包更好地缓冲钢水,控制钢水的瞬时甩出量,使钢水不会过量甩出。
6.前述的一种用于大厚度铸片成型的甩带装置中,所述辅助导辊经伸缩架连接有设置在接料箱内壁的升降电机。
7.前述的一种用于大厚度铸片成型的甩带装置中,所述冷却辊和辅助导辊内部均通有冷却介质。
8.前述的一种用于大厚度铸片成型的甩带装置中,所述接料箱的内壁上设有风冷设备,所述风冷设备连接有冷气导管,所述冷气导管的输出端朝向冷却辊的顶部。
9.前述的一种用于大厚度铸片成型的甩带装置中,所述辅助导辊上最底端的高度低于冷却辊上最顶端的高度。
10.前述的一种用于大厚度铸片成型的甩带装置中,在同一截面中,辅助导辊与冷却
辊两者的圆心连线与水平面成30
°‑
60
°
夹角。
11.前述的一种用于大厚度铸片成型的甩带装置中,所述接料箱的底部设有振动电机,所述振动电机的上方铺有接料板,所述接料板相对于水平面倾斜设置。
12.前述的一种用于大厚度铸片成型的甩带装置中,所述接料板上设有竖直设置的挡料板。
附图说明
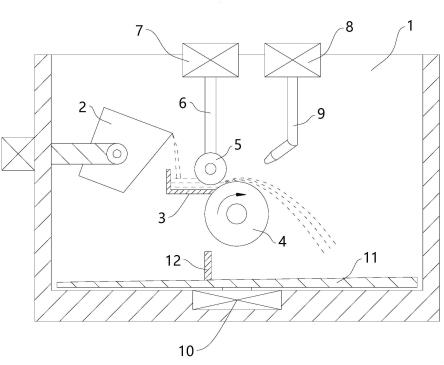
13.图1是本实用新型的结构示意图;
14.图2是辅助导辊与冷却辊反向转动时的状态图;
15.图3是辅助导辊与冷却辊同向转动时的状态图。
16.附图标记:1-接料箱,2-坩埚,3-中间包,4-冷却辊,5-辅助导辊,6-伸缩架,7-升降电机,8-风冷设备,9-冷气导管,10-振动电机,11-接料板,12-挡料板。
具体实施方式
17.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
18.实施例:一种用于大厚度铸片成型的甩带装置,结构如图1所示,包括接料箱1,接料箱1内设置有坩埚2、中间包3和冷却辊4,中间包3设置在坩埚2和冷却辊4之间,将坩埚2内的钢水导入到冷却辊4表面;中间包3的输出端与冷却辊4的外侧面相接,两者相接部位的上方设有辅助导辊5,辅助导辊5压住中间包3输出端的钢水。
19.作为优选,辅助导辊5经伸缩架6连接有设置在接料箱1内壁的升降电机7,升降电机7和伸缩架6的设置可驱动辅助导辊5上下运动,从而调节辅助导辊5与中间包3底部之间的距离,该距离的调节不仅能控制辅助导辊5预冷却的冷却速率,还能通过该距离与冷却辊4辊速的配合调节控制甩带片的厚度。
20.作为优选,冷却辊4和辅助导辊5内部均通有冷却介质,进一步提升冷却效果。
21.作为优选,接料箱1的内壁上设有风冷设备8,风冷设备8连接有冷气导管9,冷气导管9的输出端朝向冷却辊4的顶部,进一步提升冷却效果,当本实用新型用来成型厚度较厚的铸片时,风冷设备8开启;当本实用新型用来成型厚度较薄的铸片时,风冷设备8关闭。
22.作为优选,辅助导辊5上最底端的高度低于冷却辊4上最顶端的高度,而中间包3内钢水的高度是高于冷却辊4上最顶端的高度,此状态下辅助导辊5不仅能有效地对中间包3输出端的钢水进行冷却,还能起到输出端流速调节的作用。
23.作为优选,在同一截面中,辅助导辊5与冷却辊4两者的圆心连线与水平面成45
°
夹角,该角度下辅助导辊5的冷却作用以及流速调节作用能实现较好的兼顾。
24.作为优选,接料箱1的底部设有振动电机10,振动电机10的上方铺有接料板11,接料板11相对于水平面倾斜设置,能将甩带成型先落料的铸片进行转移,给后落料的铸片腾出位置。
25.作为优选,接料板11上设有竖直设置的挡料板12,对甩带成型的铸片进行聚集,便于收料。
26.另外,辅助导辊5有两种工作模式,分别为与冷却辊4反向转动和与冷却辊4同向转
动,分别见图2和图3,当辅助导辊5与冷却辊4反向转动时,中间包3输出端的流速增大,能促进铸片的甩出,工作效率高,但会牺牲一定的冷却效果;当辅助导辊5与冷却辊4同向转动时,中间包3输出端的流速减缓,会抑制铸片的甩出,但铸片的冷却效果更好。
27.本实用新型的工作原理:由坩埚2向中间包3倾注钢水,钢水经过中间包3的输出端时首先经过辅助导辊5的预冷却,再由冷却辊4进一步冷却后甩出成型,制造大厚度铸片时还需开启风冷设备8,通过风冷设备8的冷气导管9对冷却辊4顶部吹冷气。
28.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种用于大厚度铸片成型的甩带装置,其特征在于:包括接料箱(1),所述接料箱(1)内设置有坩埚(2)、中间包(3)和冷却辊(4),中间包(3)设置在坩埚(2)和冷却辊(4)之间,将坩埚(2)内的钢水导入到冷却辊(4)表面;所述中间包(3)的输出端与冷却辊(4)的外侧面相接,两者相接部位的上方设有辅助导辊(5),所述辅助导辊(5)压住中间包(3)输出端的钢水。2.根据权利要求1所述的一种用于大厚度铸片成型的甩带装置,其特征在于:所述辅助导辊(5)经伸缩架(6)连接有设置在接料箱(1)内壁的升降电机(7)。3.根据权利要求1或2所述的一种用于大厚度铸片成型的甩带装置,其特征在于:所述冷却辊(4)和辅助导辊(5)内部均通有冷却介质。4.根据权利要求1所述的一种用于大厚度铸片成型的甩带装置,其特征在于:所述接料箱(1)的内壁上设有风冷设备(8),所述风冷设备(8)连接有冷气导管(9),所述冷气导管(9)的输出端朝向冷却辊(4)的顶部。5.根据权利要求1所述的一种用于大厚度铸片成型的甩带装置,其特征在于:所述辅助导辊(5)上最底端的高度低于冷却辊(4)上最顶端的高度。6.根据权利要求5所述的一种用于大厚度铸片成型的甩带装置,其特征在于:在同一截面中,辅助导辊(5)与冷却辊(4)两者的圆心连线与水平面成30
°‑
60
°
夹角。7.根据权利要求1所述的一种用于大厚度铸片成型的甩带装置,其特征在于:所述接料箱(1)的底部设有振动电机(10),所述振动电机(10)的上方铺有接料板(11),所述接料板(11)相对于水平面倾斜设置。8.根据权利要求7所述的一种用于大厚度铸片成型的甩带装置,其特征在于:所述接料板(11)上设有竖直设置的挡料板(12)。
技术总结
本实用新型公开了一种用于大厚度铸片成型的甩带装置,包括接料箱(1),所述接料箱(1)内设置有坩埚(2)、中间包(3)和冷却辊(4),中间包(3)设置在坩埚(2)和冷却辊(4)之间,将坩埚(2)内的钢水导入到冷却辊(4)表面;所述中间包(3)的输出端与冷却辊(4)的外侧面相接,两者相接部位的上方设有辅助导辊(5),所述辅助导辊(5)压住中间包(3)输出端的钢水。本实用新型可以使大厚度铸片在甩带成型时均匀受冷,冷却效果好。果好。果好。
技术研发人员:曹振宝 凤维纪
受保护的技术使用者:宁波雄海稀土速凝技术有限公司
技术研发日:2021.12.21
技术公布日:2022/8/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1