一种玻璃窑壁上拱组合砖顶壁磨轮的制作方法
本技术涉及耐火材料砖加工制造,具体涉及一种玻璃窑壁上拱组合砖顶壁磨轮。
背景技术:
1、玻璃制品是生活中常见的工业产品,而玻璃窑炉为玻璃制造行业所必须拥有的一种熔化装置,在融化玻璃时窑炉池壁温度可达1600℃,对组成窑炉的耐火材料砖的耐火性能有较高的要求,一块耐火材料砖重约一吨,体积极大,且耐火材料成本较高,致使每一块耐火材料砖成本昂贵,且加工难度较大
2、玻璃窑壁上拱砖长约3米,下端具有向内的拱形结构,体积与重量都远大于常规的玻璃窑壁砖,所以在成型、加工、运输时横向分为9块砖块,运输给使用者后使用者将砖块依次排列进行粘接组合成一整块玻璃窑壁上拱砖,如图1所示。
3、玻璃窑壁上拱砖顶面需加工一条凸隼,如图2所示,需要将砖块置于磨砖机的砖架上,通过磨砖机的磨轮对砖块顶面进行打磨加工,由于现有的砖架较小,一次最多只能同时加工9块中的3-4块,且由于砖块底部高低不同,所以需要在砖架与砖块之间设置支撑,使得砖块上平面平齐。
4、由于9块砖不同时加工,且砖块底部还设置有支撑,在实际操作过程中就很容易出现砖块的凸隼歪斜、无法对齐的情况。
5、另一个问题是,凸隼两个侧面与玻璃窑壁上拱砖顶面形成的两个夹角为钝角,分别为125°和120°,原有的磨轮为圆柱形,且只有侧面有磨削功能,加工的时候只能一次加工一个面,加工斜面的时候需要调整砖块的角度,且由于磨轮较厚,使得冷却水无法很好的冲刷到磨轮与砖块摩擦的部分,磨轮在温度较高的情况下更容易产生变形,不仅使得更换磨轮频繁,带来较高的成本,且磨轮形变后加工出的角为圆角,使得产品不达标。
技术实现思路
1、为现有磨轮只能一次加工一个面、且磨轮较厚,冷却水无法充足冲刷的问题,本实用新型提供一种玻璃窑壁上拱组合砖顶壁磨轮。
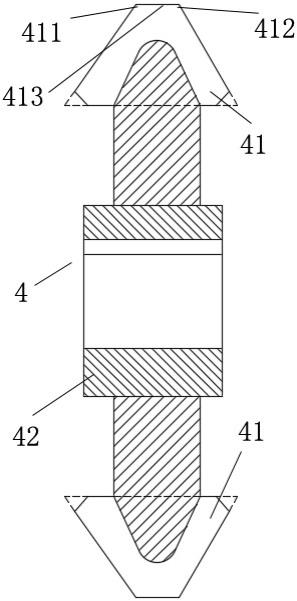
2、本实用新型的目的是以下述方式实现的:一种玻璃窑壁上拱组合砖顶壁磨轮,包括磨轮架,以及磨轮架上设置的磨片,磨轮架为圆柱形,其特征在于:圆柱侧壁上向外设置梯形的磨刀,磨刀外表面设置磨片。
3、磨刀外表面设置磨片为梯形磨刀的两个斜面与顶面设置磨片。
4、梯形磨刀两个斜面与顶面的夹角不相同。
5、两个斜面与顶面的夹角分别为125°和120°。
6、梯形磨刀顶面长度为1cm-2cm。
7、相对于现有技术,本实用新型磨轮的磨刀为梯形,可以同时加工两个面。
技术特征:
1.一种玻璃窑壁上拱组合砖顶壁磨轮,包括磨轮架,以及磨轮架上设置的磨片,磨轮架为圆柱形,其特征在于:圆柱侧壁上向外设置梯形的磨刀,磨刀外表面设置磨片。
2.根据权利要求1所述的一种玻璃窑壁上拱组合砖顶壁磨轮,其特征在于:所述磨刀外表面设置磨片为梯形磨刀的两个斜面与顶面设置磨片。
3.根据权利要求2所述的一种玻璃窑壁上拱组合砖顶壁磨轮,其特征在于:所述梯形磨刀两个斜面与顶面的夹角不相同。
4.根据权利要求3所述的一种玻璃窑壁上拱组合砖顶壁磨轮,其特征在于:所述两个斜面与顶面的夹角分别为125°和120°。
5.根据权利要求3所述的一种玻璃窑壁上拱组合砖顶壁磨轮,其特征在于:所述梯形磨刀顶面长度为1cm-2cm。
技术总结
本技术涉及耐火材料砖加工制造技术领域,具体涉及一种玻璃窑壁上拱组合砖顶壁磨轮。包括磨轮架,以及磨轮架上设置的磨片,磨轮架为圆柱形,其特征在于:圆柱侧壁上向外设置梯形的磨刀,磨刀外表面设置磨片。相对于现有技术,本技术磨轮的磨刀为梯形,可以同时加工两个面。
技术研发人员:李建卫,张国芳,李清博
受保护的技术使用者:郑州方信新材料有限公司
技术研发日:20211231
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!