车辆用支承构造体以及车辆用支承构造体的制造方法与流程
本发明涉及向车辆侧安装而对车身进行悬架的车辆用支承构造体以及车辆用支承构造体的制造方法。
背景技术:
1、以往,已知将螺栓穿过分别在臂安装部上的两个部位的凸起部形成的螺纹孔来将对纵臂进行安装固定的构造的车辆用支承构造体(专利文献1:日本特开2010-242821号公报)。并且,提出了取决于车辆而将纵臂安装固定在三个部位的凸起部的车辆用支承构造体。
2、现有技术文献
3、专利文献
4、专利文献1:(日本)特开2010-242821号公报
技术实现思路
1、发明所要解决的技术问题
2、对于车辆用支承构造体,正在研究为了实现轻量化而利用铝或铝合金来铸造。但是,将纵臂等车辆用部件安装固定在三个部位的凸起部的构造存在将各凸起部利用笔直形状的连结部连结时会产生孔洞这一问题。
3、用于解决技术问题的技术方案
4、本发明是鉴于上述情况而做出的,目的在于提供利用铝或铝合金来铸造而能够使刚性提高且进一步实现轻量化的车辆用支承构造体提及车辆用支承构造体的制造方法。
5、作为一个实施方式,通过以下公开的解决方案来解决上述问题。
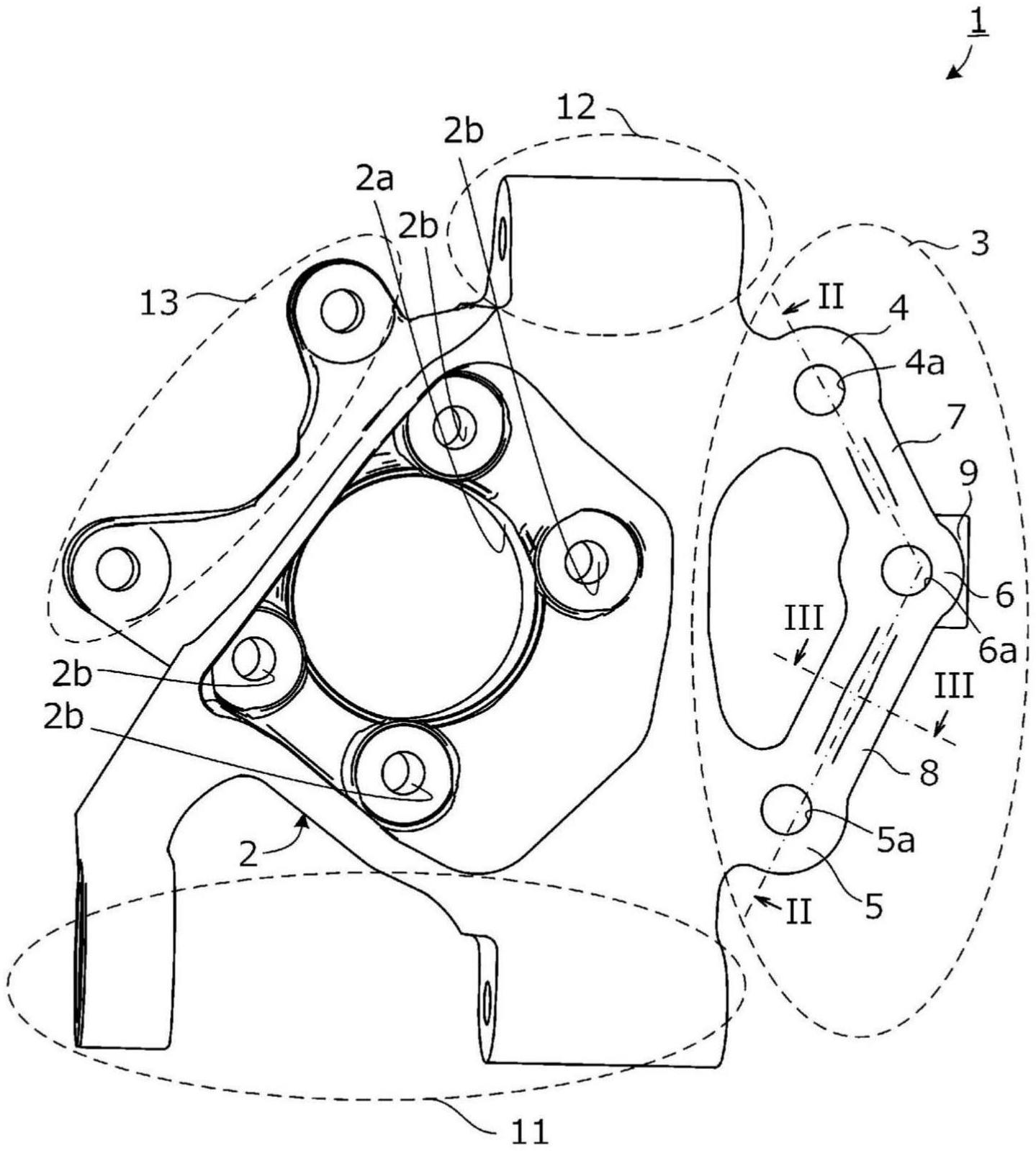
6、本发明的车辆用支承构造体具备将车轴以能够旋转的方式轴支承的主体部和从所述主体部延设形成的车辆用部件安装部,所述车辆用部件安装部具有在所述车轴的方向上观察时为三角配置的第一凸起部、第二凸起部和第三凸起部,将所述第一凸起部与所述第三凸起部连结的第一连结部以及将所述第二凸起部与所述第三凸起部连结的第二连结部,其特征在于,所述车辆用支承构造体是铝或铝合金的铸造品,所述第一连结部和所述第二连结部分别以使长度方向的中央部变薄的方式逐渐倾斜地形成,在所述第三凸起部中的与主体部处于相反侧的侧部存在浇口痕迹。
7、根据该结构,由于从第三凸起部中的与主体部处于相反侧的侧部浇注,使连结部的中间部最薄,因而能够防止孔洞的产生而使刚性提高且进一步实现轻量化。
8、优选的是,所述第一连结部和所述第二连结部分别以在相对于向各所述凸起部安装的车辆用部件所输入的负荷为最大的载荷输入方向垂直的方向上变薄的方式逐渐倾斜地形成。根据该结构,由于以在相对于车辆用部件的载荷输入方向垂直的方向上变薄的方式形成连结部,实现轻量化且使载荷输入方向的连结部厚,因而能够使刚性提高。优选的是,所述第一连结部和所述第二连结部各自的相对于长度方向垂直的截面形状为h形。根据该结构,由于使相对于长度方向垂直的截面形状为h形,因而能够进一步使刚性提高。
9、在本发明的车辆用支承构造体的制造方法中,所述车辆用支承构造体具备将车轴以能够旋转的方式轴支承的主体部和从所述主体部延设形成的车辆用部件安装部,所述车辆用部件安装部具有在所述车轴的方向上观察时为三角配置的第一凸起部、第二凸起部和第三凸起部,将所述第一凸起部与所述第三凸起部连结的第一连结部以及将所述第二凸起部与所述第三凸起部连结的第二连结部,其特征在于,向具有使所述第一连结部和所述第二连结部分别以使长度方向的中央部变薄的方式逐渐倾斜地形成的型腔和在与所述第三凸起部中的与主体部处于相反侧的侧部对应的位置设置的浇口的成型模具,在使所述主体部处于水平状态而所述浇口处于侧方位置时开始浇注铝或铝合金的熔液,之后,一边使所述成型模具倾斜以使得所述浇口处于上方位置一边完成浇注而进行铸造。
10、根据该方案,由于以使连结部的中间部最薄的方式设置型腔,使主体部处于水平状态而从在第三凸起部中的与主体部处于相反侧的侧部配置的浇口开始浇注,之后,一边以使该浇口处于上方位置的方式使成型模具倾斜一边完成浇注而进行铸造,因而成为能够防止孔洞的产生的合理的铸造,能够保持所需的刚性并实现轻量化。
11、发明的效果
12、根据公开的车辆用支承构造体,能够防止孔洞的产生,能够利用铝或铝合金的铸造品来使刚性提高并进一步谋求轻量化。
技术特征:
1.一种车辆用支承构造体,具备将车轴以能够旋转的方式轴支承的主体部和从所述主体部延设形成的车辆用部件安装部,所述车辆用部件安装部具有在所述车轴的方向上观察时为三角配置的第一凸起部、第二凸起部和第三凸起部,将所述第一凸起部与所述第三凸起部连结的第一连结部以及将所述第二凸起部与所述第三凸起部连结的第二连结部,其特征在于,
2.根据权利要求1所述的车辆用支承构造体,其特征在于,
3.根据权利要求1或2所述的车辆用支承构造体,其特征在于,
4.一种车辆用支承构造体的制造方法,所述车辆用支承构造体具备将车轴以能够旋转的方式轴支承的主体部和从所述主体部延设形成的车辆用部件安装部,所述车辆用部件安装部具有在所述车轴的方向上观察时为三角配置的第一凸起部、第二凸起部和第三凸起部,将所述第一凸起部与所述第三凸起部连结的第一连结部以及将所述第二凸起部与所述第三凸起部连结的第二连结部,其特征在于,
技术总结
本发明的目的在于提供一种在铝合金的铸造品中能够使刚性提高且进一步实现轻量化的车辆用支承构造体。作为解决方案,车辆用支承构造体(1)具备将车轴以能够旋转的方式轴支承的主体部(2)和从主体部(2)延设形成的车辆用部件安装部(3),车辆用部件安装部(3)具有在所述车轴的方向上观察时为三角配置的第一凸起部(4)、第二凸起部(5)和第三凸起部(6),将第一凸起部(4)与第三凸起部(6)连结的第一连结部(7)以及将第二凸起部(5)与第三凸起部(6)连结的第二连结部(8),其中,车辆用支承构造体(1)是铝或铝合金的铸造品,第一连结部(7)和第二连结部(8)分别以使长度方向的中央部变薄的方式逐渐倾斜地形成,在第三凸起部(6)中的与主体部处于相反侧的侧部存在浇口痕迹(9)。
技术研发人员:丸山泰宏,寺田和弘
受保护的技术使用者:日立安斯泰莫株式会社
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!