具有改善的锌粘附性的锌或锌合金涂布的带或钢的制作方法
本发明涉及涂布有锌或锌合金的经冷轧的钢带或板(冷轧钢带或板),以及生产锌或锌合金涂布的钢带或板的方法。所述钢带或板适合用于汽车(机动车,automobile)中的应用。
背景技术:
1、对于各种各样的应用,增加的强度水平是轻质构造体的先决条件,特别是在汽车工业中,因为车身质量降低导致降低的燃料消耗。
2、汽车车身零件经常由钢板(sheet steel)冲压而成,从而形成复杂的薄板结构构件。然而,这种零件不能由常规的高强度钢生产,因为该复杂的结构零件的可成形性过低。由于该原因,多相相变诱导塑性辅助钢(trip钢)在过去几年中获得了相当大的关注,特别是对于用于汽车车身结构零件中和作为座椅框架材料。
3、trip钢具有多相微观结构,其包括能够产生trip效应的亚稳定的残余奥氏体相。当所述钢变形时,所述奥氏体转变成马氏体,这导致显著的加工硬化。这种硬化效应起到抵抗材料中的颈缩的作用并延缓板成形操作中的失效。trip钢的微观结构可极大地改变其机械性质。
4、trip辅助钢长期以来是已知的并且吸引了许多关注。由亚稳定的残余奥氏体岛向马氏体的应变诱导相变确保的trip效应显著改善了其整体延展性。根据钢的基体,它可允许另外优异的拉伸翻边性(stretch flangability)或高的均匀伸长率。
5、对汽车零件进行镀锌、镀锌退火(galvannealed)以改善耐腐蚀性。
6、需要具有优异的表面品质的>950mpa的钢板或带、特别是具有高的扩孔率(holeexpansion ratio)的锌涂布的钢板或带。进一步期望的性质是改善的弯曲性和降低的对液体(液态)金属脆化的敏感性。
技术实现思路
1、本发明涉及生产具有至少950mpa的拉伸强度和优异的可成形性的锌或锌合金涂布的钢带或板冷轧钢,其中将可在连续退火线(cal)中和在热浸镀锌线(hdgl)中以工业规模生产所述钢板/带。
2、本发明旨在提供具有可加工成复杂的高强度结构构件的组成和微观结构的锌或锌合金涂布的钢带或板,以及用于它的生产方法,其中扩孔率(her)是重要的。对合金元素和工艺参数(特别是涉及均热期间的气氛)的仔细选择降低了钢的氢含量。钢中较低的氢含量改善了扩孔率、弯曲性,并降低了液体金属脆化的风险。
3、锌或锌合金涂布的经冷轧的钢带或板,
4、a)具有(以重量%计)包含如下的组成:
5、
6、除杂质以外的余量fe;
7、b)满足如下条件:
8、
9、c)具有(以体积%计)包含如下的多相微观结构
10、回火的马氏体+
11、
12、
13、d)具有在所述钢中小于0.2ppm的氢浓度;并且
14、e)具有锌或锌合金涂层。
15、生产锌或锌合金涂布的钢带或板的方法包括如下步骤:
16、i.提供具有(以重量%计)由如下构成的标称组成的经冷轧的钢板或带:
17、
18、除杂质以外的余量fe;
19、ii.将所述板或带在还原性气氛中加热至在650-900℃范围内的温度,任选地在位于650和900℃之间的温度范围内将气氛改变成氧化性气氛;
20、iii.将所述板或带在含有<2体积%氢气的氮气气氛中在780-1000℃范围内的温度下均热40秒至180秒的持续时间;
21、iv.在涂布之前以10-400℃/秒范围内的速率将所述带或板冷却至200和500℃之间的温度,随后等温保持50-10000秒;
22、v.用锌或锌合金涂层涂布所述带或板;和
23、vi.任选地进行镀锌退火以将所述涂层合金化到所述钢带中。
技术特征:
1.锌或锌合金涂布的经轧制的钢带或板,
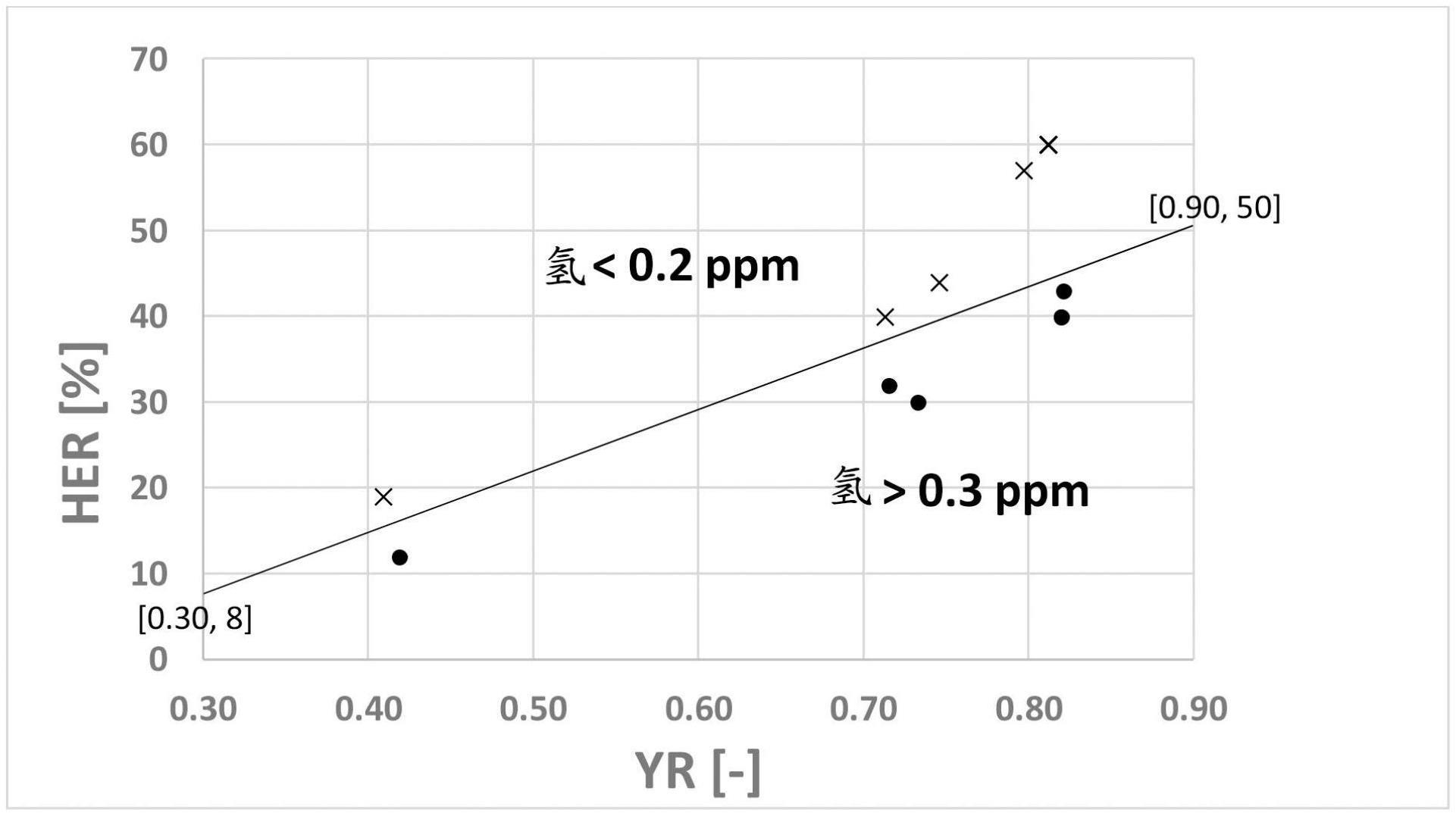
2.根据权利要求1所述的冷轧带或板,其中在将以%计的her(y轴)相对于yr(x轴)作图的情况下,扩孔率her和屈服比yr在通过坐标a和b的线以上,并且其中a为[0.30,8]且b为[0.90,50]。
3.根据权利要求1或2所述的冷轧带或板,
4.根据权利要求3所述的冷轧带或板,其中所述组成满足如下条件中的至少一个(以重量%计):
5.根据权利要求3所述的冷轧带或板,a)具有(以重量%计)包含如下的组成:
6.根据权利要求3所述的冷轧带或板,a)具有(以重量%计)包含如下的组成:
7.根据权利要求3所述的冷轧带或板,a)具有(以重量%计)包含如下的组成:
8.根据权利要求3所述的冷轧带或板,a)具有(以重量%计)包含如下的组成:
9.根据权利要求3-8任一项所述的冷轧带或板,其中al≤0.1。
10.根据权利要求1或2任一项所述的冷轧带或板,a)具有(以重量%计)包含如下的组成:
11.根据权利要求10所述的冷轧带或板,
12.生产锌或锌合金涂布的钢带或板的方法,其包括如下步骤:
13.根据权利要求12所述的方法,其中步骤iii)中的均热温度在830-890℃的范围内。
14.根据权利要求12所述的方法,其中步骤iii)中的均热温度在通过如下定义的ac3以上:ac3=910-203*c1/2-15.2ni-30mn+44.7si+104v+31.5mo+13.1w。
15.根据权利要求14所述的方法,其中步骤iii)中的均热温度在ac3+20℃以上。
技术总结
锌或锌合金涂布的经轧制的钢带或板,其包含(以重量%计):0.08‑0.28C、1.4‑4.5Mn、0.01‑0.5Cr、0.01‑2.5Si、0.01‑2.0Al。所述钢具有950‑1550MPa的拉伸强度、350‑1400MPa的屈服强度、屈服比≥0.35和Ri/t≤4。微观结构包含:≥40回火的马氏体+贝氏体、≤30新鲜马氏体、2‑20残余奥氏体和≤35多边形铁素体。氢浓度为在所述钢中小于0.2ppm。
技术研发人员:M·施瓦岑布伦纳,K·施坦德
受保护的技术使用者:奥钢联钢铁有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!