压铸铝合金及其制备方法、转子端盖前驱体与流程
1.本发明涉及铝合金技术领域,特别是涉及一种压铸铝合金及其制备方法、转子端盖前驱体。
背景技术:
2.现在汽车产业处于全面变革的新时代:全球汽车产业进入电动化、低碳化、轻量化、智能化、网联化、共享化发展的大变革时代,各国日趋严苛法规要求,新的形势对全球汽车产业产生重大冲击和挑战,也孕育着巨大的发展机遇。各种代步的燃油车被轻量化的电动车等新能源车代替也是必然趋势,轻量化的核心基础就是材料,目前汽车轻量化的材料基本是使用铝合金代替钢材,更重要的是满足大批量的转子端盖前驱体生产工艺,非压铸铝合金莫属,压铸铝合金是大量科技人员研究的主要对象,出于对材料的成本和获取的容易性看,如果能从现有标准规格的材料中通过工艺的改进可以满足产品机械性能的需求,会比开发一种全新材料规格来的更加实用,并易被接受,在这种情况下,美国汽车巨头希望a380压铸铝合金的屈服强度和抗拉强度比标准值提高50%左右。
3.但是,现有的压铸铝合金的屈服强度和抗拉强度较差,对于要求高安全性同时又要轻量化的汽车产品零件,无法满足要求。
技术实现要素:
4.本发明的目的是克服现有技术中的不足之处,提供一种能够提升屈服强度及抗拉强度的压铸铝合金及其制备方法、转子端盖前驱体。
5.本发明的目的是通过以下技术方案来实现的:
6.一种压铸铝合金的制备方法,包括以下步骤:
7.将铝合金原料进行混合熔化操作,得到合金铝液;
8.对所述合金铝液进行净化操作,得到预压铸铝液;
9.对压铸模进行第一次预热保温操作;
10.将所述预压铸铝液输送至压铸机进行压铸操作,得到铝合金压铸件;
11.对所述铝合金压铸件进行压铸水淬操作,得到压铸铝合金;
12.对所述压铸铝合金进行热处理操作。
13.在其中一个实施例中,在将铝合金原料进行混合熔化操作,得到合金铝液的步骤之后,以及在对所述合金铝液进行净化操作,得到预压铸铝液的步骤之前,所述的压铸铝合金的制备方法还包括以下步骤:
14.对所述合金铝液进行扒渣处理操作。
15.在其中一个实施例中,所述第一次预热保温操作中的温度为200℃~220℃。
16.在其中一个实施例中,在对压铸模进行预热保温操作的步骤之后,以及在将预压铸铝液输送至压铸机进行压铸操作,得到铝合金压铸件的步骤之前,所述的压铸铝合金的制备方法还包括以下步骤:
17.将压铸机料槽进行第二次预热保温操作。
18.在其中一个实施例中,所述第二次预热保温操作中的温度为180℃~200℃。
19.在其中一个实施例中,所述压铸铝合金包括以下质量份数的组分:
[0020][0021]
余量为al,且杂质控制在0.5份以下。
[0022]
在其中一个实施例中,在将铝合金原料进行混合熔化操作,得到合金铝液的步骤之后,以及在对所述合金铝液进行净化操作,得到预压铸铝液的步骤之前,所述的压铸铝合金的制备方法还包括以下步骤:
[0023]
对所述合金铝液进行mg、ti元素补充操作。
[0024]
在其中一个实施例中,所述mg元素的补充量为0.4份~0.5份,ti元素的补充量为0.1份~0.2份。
[0025]
一种压铸铝合金,所述压铸铝合金由上述任一实施例所述的压铸铝合金的制备方法制备得到。
[0026]
一种转子端盖前驱体,所述转子端盖前驱体包括上述实施例所述的压铸铝合金。
[0027]
与现有技术相比,本发明至少具有以下优点:
[0028]
1、在本发明的压铸铝合金的制备方法中,通过对熔化后的合金铝液进行净化操作,能够有效地提高合金铝液的密度,从而使合金铝液在形成压铸铝合金后具有较高的屈服强度和抗拉强度。
[0029]
2、在本发明的压铸铝合金的制备方法中,合金铝液在经过净化处理后,具有较高的密度,进一步地,在压铸模进行第一次预热保温操作,使压铸模具加热至预设温度,并在压铸过程中保持温度稳定性,同时使压铸机料槽达到预热保温的效果,从而有效地控制铝液的预结晶,增强细化结晶颗粒,同时提高晶粒均匀性,降低或消除铝合金材料中存在的应力集中问题,进而提高压铸铝合金的屈服强度和抗拉强度,能够满足新能源电动汽车用于制作高强度零件的要求。
[0030]
3、在本发明的压铸铝合金的制备方法中,通过对铝合金压铸件进行压铸水淬操作,能够在短期内消除铝合金压铸件的应力,从而在提高压铸铝合金的屈服强度和抗拉强
度的同时,进一步保证高屈服强度和高抗拉强度的稳定性。
附图说明
[0031]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0032]
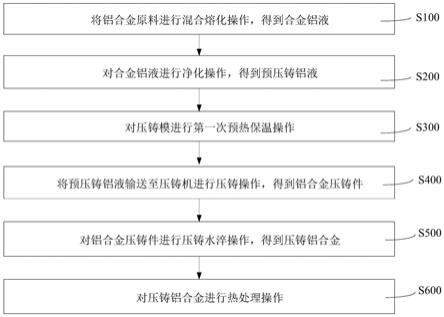
图1为本发明一实施方式的压铸铝合金的制备方法的流程图;
[0033]
图2为图1所示压铸铝合金加工得到的转子端盖前驱体的结构示意图;
[0034]
图3为图2所示转子端盖前驱体另一视角的结构示意图;
[0035]
图4为图2所示转子端盖前驱体又一视角的结构示意图。
具体实施方式
[0036]
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
[0037]
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
[0038]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0039]
本技术提供一种压铸铝合金的制备方法,包括以下步骤:将铝合金原料进行混合熔化操作,得到合金铝液;对所述合金铝液进行净化操作,得到预压铸铝液;对压铸模进行第一次预热保温操作;将预压铸铝液输送至压铸机进行压铸操作,得到铝合金压铸件;对所述铝合金压铸件进行压铸水淬操作,得到压铸铝合金;对所述压铸铝合金进行热处理操作。
[0040]
上述的压铸铝合金的制备方法中,通过对熔化后的合金铝液进行净化操作,能够有效地提高合金铝液的密度,从而使合金铝液在形成压铸铝合金后具有较高的屈服强度和抗拉强度。合金铝液在经过净化处理后,具有较高的密度,进一步地,在压铸模进行第一次预热保温操作,使压铸模具加热至预设温度,并在压铸过程中保持温度稳定性,同时使压铸机料槽达到预热保温的效果,从而有效地控制铝液的预结晶,增强细化结晶颗粒,同时提高晶粒均匀性,降低或消除铝合金材料中存在的应力集中问题,进而提高压铸铝合金的屈服强度和抗拉强度,能够满足新能源电动汽车用于制作高强度零件的要求。更进一步地,通过对铝合金压铸件进行压铸水淬操作,能够在短期内消除铝合金压铸件的应力,从而在提高压铸铝合金的屈服强度和抗拉强度的同时,进一步保证高屈服强度和高抗拉强度的稳定性。
[0041]
请参阅图1,为了更好地理解本技术的压铸铝合金的制备方法,以下对本技术的压铸铝合金的制备方法作进一步的解释说明,一实施方式的压铸铝合金的制备方法包括如下步骤:
[0042]
s100、将铝合金原料进行混合熔化操作,得到合金铝液。
[0043]
在本实施例中,准备符合化学成分要求的铝锭,即铝合金原料进行配料,采用专门熔解炉或工频炉熔化铝液,以得到均匀性较好的合金铝液。
[0044]
s200、对合金铝液进行净化操作,得到预压铸铝液。
[0045]
在本实施例中,通过对熔化后的合金铝液进行净化操作,能够有效地提高合金铝液的密度,确保铝液的密度达到2.68g/cm3以上,从而使合金铝液在形成压铸铝合金后具有较高的屈服强度和抗拉强度。
[0046]
s300、对压铸模进行第一次预热保温操作。
[0047]
可以理解的是,合金铝液在经过净化处理后,具有较高的密度,但是,高密度的合金铝液散热较快,保温效果较差,而合金铝液阶段到压铸工序需要一定的时间,如此不利于铝合金的压铸。为了使高密度合金铝液能够达到较好的压铸效果,在本实施例中,在开始进行压铸生产前,将压铸模进行第一次预热保温操作,并使用模温机稳定模具温度,同时将压铸机料槽通过模温机预热保温,使压铸模具加热至预设温度,并在压铸过程中保持温度稳定性,同时使压铸机料槽达到预热保温的效果,从而有效地控制铝液的预结晶,增强细化结晶颗粒,提高晶粒均匀性,进而提高压铸铝合金的屈服强度和抗拉强度,能够满足新能源电动汽车用于制作高强度零件的要求。
[0048]
s400、将预压铸铝液输送至压铸机进行压铸操作,得到铝合金压铸件。
[0049]
在本实施例中,将预压铸铝液输送至压铸机进行压铸操作,即将预压铸铝液注入到压铸机的模具内,然后经过压铸塑形,从而得到得到铝合金压铸件。
[0050]
s500、对铝合金压铸件进行压铸水淬操作,得到压铸铝合金。
[0051]
可以理解的是,淬火是把工件加热到临界温度以上,保温一定时间,然后以大于临界冷却速度进行冷却,从而获得以马氏体为主的不平衡组织(也有根据需要获得贝氏体或保持单相奥氏体)的一种热处理工艺方法。但是,现有的压铸工件铸件容易出现晶粒较粗大不均匀的情况,导致铸件出现制造缺陷。为了增强细化结晶颗粒,提高铸件结构组织的致密性,在本实施例中,压铸完成后将压铸件从模具中迅速取出,在6s内放入水中淬火10s取出空冷,水温通过冷冻机控制在40℃~50℃,如此,能够细化铸件中的晶粒组织,防止压铸后的铸件中出现晶粒生长变粗大的问题,从而提高铸件结构组织的致密性,进而有助于提升压铸铝合金的屈服强度和抗拉伸强度。
[0052]
s600、对压铸铝合金进行热处理操作。
[0053]
可以理解的是,压铸完成后将压铸件从模具中迅速取出,在6s内放入水中淬火10s取出空冷,水温通过冷冻机控制在40℃~50℃,使铸件急冷,使强化组元在合金中得到最大限度的溶解并固定保存到室温,从而得到压铸铝合金。但是,淬火后的压铸铝合金容易存在部分应力未被完全消除的情况,从而影响压铸铝合金的屈服强度和抗拉伸强度。为了进一步消除压铸铝合金中存在的应力,在本实施例中,通过对压铸铝合金进行热处理操作,把经过淬火的铝合金铸件加热到某个温度,保温一定时间出炉空冷直至室温,使过饱和的固溶体分解,让合金基体组织稳定,从而进一步消除压铸铝合金中存在的应力,提高压铸铝合金
的稳定性。
[0054]
在其中一个实施例中,在将铝合金原料进行混合熔化操作,得到合金铝液的步骤之后,以及在对合金铝液进行净化操作,得到预压铸铝液的步骤之前,的压铸铝合金的制备方法还包括以下步骤:对合金铝液进行扒渣处理操作。可以理解的是,铝合金熔炼过程中,随着渣量增加,铝的熔损也增多,精炼后浮到熔体表面的渣,与熔体的浸润性较好,湿润角小于90
°
,渣中混有相当数量的熔体,这一部分熔体呈颗粒状分散在渣中,与渣粘附在一起。为了减少铝的熔损,在本实施例中,通过加入精炼剂,改变浮渣与铝液的浸润性、增加渣和铝界面上的表面张力,使渣和铝分离,然后利用大耙将铝渣扒出炉门口,从而有效地去除铝渣,减少铝的熔损,同时防止铝液被带出。
[0055]
在其中一个实施例中,第一次预热保温操作中的温度为200℃~220℃。可以理解的是,通过对压铸模进行第一次预热保温操作,能够有效地控制铝液的预结晶,增强细化结晶颗粒,提高晶粒均匀性,进而提高压铸铝合金的屈服强度和抗拉强度,能够满足新能源电动汽车用于制作高强度零件的要求。但是,若第一次预热保温操作中的温度过高,容易造成过度耗能,且不易控制铝热的预结晶;若第一次预热保温操作中的温度过低,则无法达到预热的效果。为了提高第一次预热保温操作的稳定性,在本实施例中,按该成分调配所制得合金铝液进行除气净化铝水后,压铸时,将压铸模预热至200-220℃,并使用模温机稳定模具温度,从而提高第一次预热保温操作的稳定性,以更好地控制铝液的预结晶。
[0056]
在其中一个实施例中,在对压铸模进行预热保温操作的步骤之后,以及在将预压铸铝液输送至压铸机进行压铸操作,得到铝合金压铸件的步骤之前,的压铸铝合金的制备方法还包括以下步骤:将压铸机料槽进行第二次预热保温操作。在本实施例中,将压铸机料槽通过模温机进行第二次预热保温,使压铸机料槽加热至预设温度,并在压铸过程中保持温度稳定性,同时使压铸机料槽达到预热保温的效果,从而有效地控制铝液的预结晶,增强细化结晶颗粒,提高晶粒均匀性,进而提高压铸铝合金的屈服强度和抗拉强度,能够满足新能源电动汽车用于制作高强度零件的要求。
[0057]
进一步地,第二次预热保温操作中的温度为180℃~200℃。可以理解的是,若第二次预热保温操作中的温度过高,容易造成过度耗能,且不易控制铝液的预结晶;若第二次预热保温操作中的温度过低,则铝液在压铸机料槽中无法达到预热的效果。为了提高第二次预热保温操作的稳定性,在本实施例中,按该成分调配所制得合金铝液进行除气净化铝水后,压铸时,将压铸模预热至180℃~200℃,并使用模温机稳定模具温度,同时将压铸机料槽通过模温机预热保温在180℃~200℃,从而提高第二次预热保温操作的稳定性,使铝液在压铸机料槽中具有较好的稳定性,有利于增强细化结晶颗粒,提高压铸铝合金的屈服强度和抗拉强度。
[0058]
在其中一个实施例中,所述压铸铝合金包括以下质量份数的组分:si 7.8份~9.2份、fe 0.7份~0.9份、cu 3.2份~3.6份、mn 0份~0.5份、mg 0.4份~0.5份、ni 0份~0.5份、zn 0.6份~1.2份、ti 0.1份~0.2份、pb 0份~0.1份、sn 0份~0.35份;余量为al,且杂质控制在0.5份以下。可以理解的是,现有a380压铸铝合金材料中的各元素含量如下:si 7.5%~9.5%、fe 0~1.3%、cu 3.0%~4.0%、mn0~0.5%、mg 0~0.3%、ni 0~0.5%、zn 0~3%、pb 0~0.1%及sn 0~0.35%,杂质控制在0.5%以下,其余为al。但是,由于上述各种组分的公差范围太大,不同的范围相互影响,从而无法满足新能源转子端盖前驱体
的高安全性和轻量化。在本实施例中,fe、cu、mg及ti是影响压铸铝合金材料强度的主要元素,首先,通过加入0.4份~0.5份的mg元素和0.1份~0.2份的ti元素,提高压铸铝合金中的mg和ti含量,能够降低铝合金中zn元素的含量,使zn元素的含量最低达到0.6份,由于铝合金中zn元素的含量过高容易降低铝合金的强度,通过提高压铸铝合金中的mg和ti含量,以降低铝合金中zn元素的含量,能够有效地提高压铸铝合金的屈服强度和抗拉伸强度;进一步地,通过提高mg元素的添加量虽然能够增强铝合金的强度,却容易出现降低合金铝液流动性的问题,而流动性慢容易带来热量流失多而造成合金铝液局部凝固的问题,从而增大压铸时的应力,降低铝合金的屈服强度和抗拉伸强度。而本技术中,不仅提高了mg元素的添加量,也提高了ti元素的添加量,ti元素在合金铝液中能够起到变质细化的作用,从而能够细化铝液中的结晶颗粒,使结晶颗粒变得细小均匀,从而提高合金铝液的流动性,而且能够有效降低由于晶粒粗大不均而产生的应力,有利于铝合金的压铸,提高铝合金的屈服强度和抗拉伸强度。需要说明的是。当镁的相对质量过低时,如质量份小于0.4份时,不能充分确保导热层的屈服强度满足要求,然而,当镁的相对质量过高时,例如质量份大于0.5份时,又会使得铝合金的延展性能和导热性能急速下降。更进一步地,si元素能够与mg元素形成mg2si相,尤其是经热处理后形成大量的mg2si强化相,从而有效地提高铝合金的力学性能,如屈服强度和抗拉强度。当铝合金含有0份~0.1份的pb能够进一步改善压铸铝合金的抗拉强度,如此,能够防止铝合金被铸造冲压成铝合金鳍片,即片状结构时,由于受到过大的冲压拉扯应力而断裂。
[0059]
在其中一个实施例中,在将铝合金原料进行混合熔化操作,得到合金铝液的步骤之后,以及在对合金铝液进行净化操作,得到预压铸铝液的步骤之前,的压铸铝合金的制备方法还包括以下步骤:对合金铝液进行mg、ti元素补充操作。需要说明的是,在合金铝液中,由于mg、ti元素属于易损元素,需对上述两种元素进行添加补充。在本实施例中,对合金铝液进行mg、ti元素补充操作,补充的量按控制标准的上限进行添加,即mg按质量百分比0.5%含量处理,ti按质量百分比0.2%处理计算添加量,将转运包中预先加入计算好重量的变质剂铝钛硼预热20分钟,确保铝钛硼处于熔融状态,此时再将大炉铝水转至转运包,并添加计算好的镁块量,对铝液进行氩气旋转精炼除气,确保铝水的密度达到2.68g/cm3以上。
[0060]
进一步地,mg元素的补充量为0.4份~0.5份,ti元素的补充量为0.1份~0.2份。在本实施例中,铝水的密度达到2.68g/cm3以上,同时使镁化学成分控制在0.4份~0.5份,ti成分控制在0.1份~0.2份,从而进一步地提高铝合金的屈服强度和抗拉伸强度,同时保证铝合金的压铸稳定性。更进一步地,将干净的空机边炉预先预热空气温度至850℃,然后将处理好的合格铝液转至压铸机边炉,以确保铝液温度稳定在670℃~685℃,从而提高铝液在压铸之前的稳定性,降低铝液由于局部冷却凝固产生的应力。
[0061]
其中一个实施例中,热处理操作中的保温温度为191℃~193℃,保温时间为4小时~6小时。可以理解的是,通过对压铸铝合金进行热处理操作,把经过淬火的铝合金铸件加热到某个温度,保温一定时间出炉空冷直至室温,使过饱和的固溶体分解,让合金基体组织稳定,从而进一步消除压铸铝合金中存在的应力,提高压铸铝合金的稳定性。但是,若热处理操作中的保温温度过高,保温时间过长,容易造成过度耗能,降低压铸铝合金的制备效率,且温度过高,时间过长也会降低压铸铝合金的力学性能;若热处理操作中的保温温度过
低,保温时间过低,则无法有效消除压铸铝合金中存在的应力,使压铸铝合金的力学性能较差。为了进一步消除压铸铝合金中存在的应力,保持压铸件的性能稳定性,在本实施例中,热处理操作中的保温温度为191℃~193℃,保温时间为4小时~6小时,完成热处理后将压铸铝合金取出空冷,从而进一步消除压铸铝合金中存在的应力,保持压铸件的性能稳定性。
[0062]
以下列举一些具体实施例,若提到%,均表示按重量百分比计。需注意的是,下列实施例并没有穷举所有可能的情况,并且下述实施例中所用的材料如无特殊说明,均可从商业途径得到。
[0063]
实施例1
[0064]
一种高强度压铸铝合金,包括以下组份且各组份的重量分别为:
[0065]
化学成分:si 8.52%、fe 0.99%、cu 3.54%、mn 0.152%、mg 0.41%、ni0.075%、zn 0.804%、ti 0.122%、pb 0.05%、sn 0.20%、杂质0-0.5%、其余为al。
[0066]
上述高强度压铸铝合金的制备方法,包括以下步骤:
[0067]
s1、熔炼:将各种原料投入至普通集中溶解炉或工频炉中熔化成铝液,将铝液加热温度达到730℃-750℃,使用普通打渣剂(用量比例:2kg/t)进行造渣与扒渣处理,并取样进行化学成分检测,化学成分结果:si 8.41%、fe 0.95%、cu 3.53%、mn 0.159%、mg 0.148%、ni0.068%、zn 0.82%、ti 0.047%、pb 0.045%、sn 0.203%、杂质0-0.5%、其余为al。
[0068]
s2、取420kg铝液处理:首先在铝液转运包中加入变质剂铝钛硼(altib)(根据上面已测铝液中ti含量0.047%,按0.24%ti含量比例计算altib(选变质剂铝钛硼中ti含量5%的变质剂)加入量16.21kg铝钛硼变质剂,计算过程:420*(0.24%-0.047%)/5%=16.21kg)并预热20分钟,确保铝钛硼处于熔融状态;将步骤s1中得到的铝液加入至转运包中,处理铝液按0.55%含mg量计算添加纯mg块1.69kg,计算过程:420*(0.55%-0.148%)=1.69kg,(由于mg,ti元素属于易损元素,需要对该两种元素进行添加补充,因此这两种元素重量百分比含量补充的量:mg按照超上限至0.50-0.6%进行添加,ti按照超上限至0.2-0.3%进行添加,本次实验取mg按0.55%添加,ti按0.24%添加),对铝液进行氩气旋转精炼除气,确保铝液的密度达到2.6g/cm3以上,mg成分控制在0.4-0.5%,ti成分控制在0.1-0.2%;
[0069]
s3,提前清空压铸机边炉,并将炉内加热至850℃-900℃,将步骤s2处理好的铝液转运至该压铸机边炉,并调整该机边炉中铝液温度稳定在670-685℃;
[0070]
s4,将压铸模预热至200-220℃,并使用模温机稳定模具温度,压铸完成后将压铸件取出,在6s内放入火中淬火,水温控制在40-50℃;
[0071]
s5,热处理:将压铸件装入热处理炉进行热处理,保温温度188-192℃(其中升温时间30分钟,然后188-192℃恒温保温),保温时间5h;
[0072]
s6,取出压铸件在空气中常温冷却。
[0073]
实验数据:
[0074][0075]
实施例2
[0076]
化学成分:si 7.99%、fe 0.81%、cu 3.6%、mn 0.159%、mg 0.43%、ni0.05%、zn 0.734%、ti 0.145%、pb0.046%、sn 0.21%、杂质0-0.5%、其余为al。
[0077]
实验过程同实例1;
[0078]
实验数据:
[0079][0080][0081]
实施例3
[0082]
化学成分:化学成分:si 8.21%、fe 0.787%、cu 3.64%、mn 0.155%、mg0.382%、ni0.051%、zn 0.723%、ti 0.129%、pb 0.041%、sn 0.22%、杂质0-0.5%、其余为al。
[0083]
实验过程同实例1;
[0084]
实验数据:
[0085][0086]
综上,本技术通过上述技术方案制成的高强度压铸铝合金的屈服强度达到240mpa,抗拉强度达到300mpa以上,能够满足产品机械性能的要求,满足新能源电动汽车用于制作高强度零件的要求。
[0087]
本技术还提供一种压铸铝合金,所述压铸铝合金由上述任一实施例所述的压铸铝合金的制备方法制备得到。
[0088]
请参阅图1,本技术还提供一种转子端盖前驱体10,所述转子端盖前驱体10包括上述实施例所述的压铸铝合金,所述转子端盖前驱体10用于新能源汽车电机的转子端盖。
[0089]
同时参阅图2,其中一个实施例中,所述转子端盖前驱体10包括基座100和轮架200,所述轮架200连接于所述基座100的其中一面,所述轮架200包括外连接环210、辐条220和内连接盘230,所述外连接环210与所述内连接盘230通过所述辐条220相连,所述辐条220的数量为多个,各所述辐条220分别与所述外连接环210及所述内连接盘230连接,若干个所述辐条220关于内连接盘230呈中心轴对称,每两个所述辐条220之间开设有散热槽102,所述基座100的另一面开设有减重腔104,所述基座100及所述轮架200由所述压铸铝合金压铸成型。在本实施例中,外连接环210用于与外部壳体连接,外连接环210与内连接盘230通过辐条220相连,通过辐条220能够对转子端盖前驱体10起到加固作用,从而提高转子端盖前驱体10的结构强度。进一步地,辐条220包括若干个辐条220,各辐条220分别与外连接环210及内连接盘230连接,若干个辐条220关于内连接盘230呈中心轴对称,使得辐条220在增强转子端盖前驱体10结构强度的同时,还能提高转子端盖前驱体10的结构稳定性;每两个辐条220之间开设有散热槽102,能够对电机起到较好的散热效果,从而保证电机运行的稳定性。更进一步地,基座100和轮架200是由上述实施例的压铸铝合金压铸成型,该压铸铝合金具有轻量化和高强度的优点,且屈服强度和抗拉伸强度较好。在转子端盖前驱体10的压铸成型过程中,需要将基座100与轮架200整体挤压铸造并一体成型,特别是轮架200的一体成型难度较高,如此便需要转子端盖前驱体10具有较强的屈服强度,以防止转子端盖前驱体10在加工过程中受到过大冲压应力产生不可逆形变,如辐条220弯曲或断裂的情况,进而确保转子端盖前驱体10的结构强度及散热性能。更进一步地,每两个辐条220之间开设有散热槽102,散热槽102主要用于对电机起到散热效果,而由于转子端盖前驱体10采用上述压铸铝合金压铸而成,首先,上述压铸铝合金采用0.7份~0.9份的fe、3.2份~3.6份的cu、0.4份~0.5份的mg及0.1份~0.2份的ti,在提高铝合金强度及轻量化效果的同时,还能提高铝合金,即转子端盖前驱体10的热传导系数,使转子端盖前驱体10能够起到较好的吸热和散热效果,防止电机转子产生的热量在转子端盖前驱体10累积,造成局部过热问题的产生。此外,si 7.8份~9.2份、mn 0份~0.5份、ni 0份~0.5份、zn 0.6份~1.2份、pb 0份~0.1份、sn 0份~0.35份及余量为al,能够进一步改善转子端盖前驱体10的机械性能、散热性能及轻量化,例如,转子端盖前驱体10含有质量份为7.8份~9.2份的硅和3.2份~3.6份的cu,能够确保转子端盖前驱体10具有良好的机械性能和轻量化的优点,同时还能够进一步改善转子端盖前驱体10的热传导性能,进一步确保转子端盖前驱体10能够将经由吸热层以及导热层传递后的剩余热量均匀持续地散走,进而防止热量在散热层上堆积,造成局部过热现象。其中散热层为转子端盖前驱体10中含轮架200的一侧,吸热层为转子端盖前驱体10背离轮架200的一侧。
[0090]
如图1及图2所示,其中一个实施例中,转子端盖前驱体10还包括定位凸台300,定位凸台300连接于内连接盘230上。可以理解的是,转子端盖前驱体10需要进行进一步地冲压操作,以形成转子端盖前驱体10成品。但是,在冲压过程中,容易出现冲压偏差的问题,从而影响转子端盖前驱体10成品的精确度。为了进一步提高转子端盖前驱体10成品的冲压精确度,在本实施例中,转子端盖前驱体10还包括定位凸台300,定位凸台300连接于内连接盘230的中心部,通过定位凸台300能够达到较好的加工定位效果,从而便于对转子端盖前驱
体10进行冲压加工操作,进一步提高转子端盖成品的冲压精确度。
[0091]
如图2所示,其中一个实施例中,散热槽102的边缘设有避位曲面240。在本实施例中,每两个辐条220分别与外连接环210及内连接盘230围成散热槽102,所述散热槽102的边缘设有避位曲面240,避位曲面240包括第一阶梯曲面2410和第二阶梯曲面2420,第二阶梯曲面2420的其中一侧与第一阶梯曲面2410连接,第二阶梯曲面2420的另一侧与基座100连接,且第二阶梯曲面2420的正投影面积大于第一阶梯曲面2410的正投影面积,如此,当对转子端盘进行冲压时,能够在散热槽102的边缘形成避位效果,从而能够提高散热槽102的冲压精确度,进而提高转子端盖的散热效果。
[0092]
在其中一个实施例中,转子端盖前驱体的制备方法包括以下步骤:
[0093]
s600、对压铸铝合金进行熔化操作,得到熔融合金。
[0094]
可以理解的是,经过上述步骤制备得到的压铸铝合金具有较高的屈服强度及抗拉伸强度,为了进一步制成能够满足新能源电动汽车用于制作高强度零件,在本实施例中,对压铸铝合金进行熔化操作,以便于将熔化后的熔融合金浇注于模具型腔中,通过挤压铸造得到所需结构的转子端盖前驱体。
[0095]
s700、对熔融合金进行挤压铸造操作,得到转子端盖前驱体。
[0096]
在本实施例中,通过对熔融合金进行挤压铸造操作,一方面利用较慢的型腔充填避免了传统压铸容易卷起的问题,另一方面在铸件收缩凝固时能得到来自浇注系统的及时而强有力的加压补缩,从而获得外观光整内在致密的转子端盖前驱体。
[0097]
与现有技术相比,本发明至少具有以下优点:
[0098]
1、在本发明的压铸铝合金的制备方法中,通过对熔化后的合金铝液进行净化操作,能够有效地提高合金铝液的密度,从而使合金铝液在形成压铸铝合金后具有较高的屈服强度和抗拉强度。
[0099]
2、在本发明的压铸铝合金的制备方法中,合金铝液在经过净化处理后,具有较高的密度,进一步地,在压铸模进行第一次预热保温操作,使压铸模具加热至预设温度,并在压铸过程中保持温度稳定性,同时使压铸机料槽达到预热保温的效果,从而有效地控制铝液的预结晶,增强细化结晶颗粒,同时提高晶粒均匀性,降低或消除铝合金材料中存在的应力集中问题,进而提高压铸铝合金的屈服强度和抗拉强度,能够满足新能源电动汽车用于制作高强度零件的要求。
[0100]
3、在本发明的压铸铝合金的制备方法中,通过对铝合金压铸件进行压铸水淬操作,能够在短期内消除铝合金压铸件的应力,从而在提高压铸铝合金的屈服强度和抗拉强度的同时,进一步保证高屈服强度和高抗拉强度的稳定性。
[0101]
以上实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1