一种圆柱立铣刀刀尖圆周方向快速定位的方法与流程
1.本发明属于机械加工技术领域,具体地说是涉及一种圆柱立铣刀刀尖圆周方向快速定位的方法。
背景技术:
2.立铣刀是数控机床上用得最多的一种铣刀,立铣刀的圆柱表面和端面上都有切削刃,它们可同时进行切削,也可单独进行切削,主要用于平面铣削、凹槽铣削、台阶面铣削和仿形铣削。
3.立铣刀加工时,首先在圆柱棒料上加工螺旋槽,然后需要将立铣刀安装并夹紧在工件主轴的夹头上,在后续的修磨的过程中需要对刀尖在圆周方向定位。
4.目前,加工中常采用探针接触法对立铣刀刀尖在圆周方向定位,不仅测量的时间较长,而且探针接触切削刃容易碰缺刃口,从而影响立铣刀的品质。
技术实现要素:
5.为了克服上述缺陷,本发明提供了一种圆柱立铣刀刀尖圆周方向快速定位的方法,不仅测量简单快捷,而且不会接触铣刀刃口,可以避免接触式测量时碰缺铣刀切削刃的问题。
6.本发明为了解决其技术问题所采用的技术方案是:
7.一种圆柱立铣刀刀尖圆周方向快速定位的方法,包括以下步骤:
8.首先,对批量生产的圆柱立铣刀中的第一支铣刀的标定,即进行以下步骤1-步骤4:
9.步骤1,将圆柱立铣刀水平安装并夹紧在数控机床的刀柄上,在数控机床的下方分别安装两个相互垂直的工业相机:第一工业相机和第二工业相机;其中,第一工业相机对应采集磨削工位的铣刀图像,第二工业相机对应采集标定工位的铣刀图像;
10.步骤2,数控机床的水平滑台带动工件主轴及圆柱立铣刀平移到标定工位,所述第二工业相机采集圆柱立铣刀的端面图像,根据该端面图像调整圆柱立铣刀的刀尖到基准位置;其中,所述基准位置为圆柱立铣刀刀尖与圆柱立铣刀刀尖对称的点同在一条轴线上;
11.步骤3,数控机床的水平滑台带动工件主轴及圆柱立铣刀平移到磨削工位,通过第一工业相机采集所述圆柱立铣刀在初始位置的一张静态图像,利用边缘提取算法对获得的静态图像进行处理,得到所述圆柱立铣刀的边缘轮廓二值图;其中,所述初始位置是指步骤2中调整铣刀刀尖到基准位置后,工件主轴不旋转,圆柱立铣刀处在的位置;
12.步骤4,根据所述圆柱立铣刀的边缘轮廓二值图,得到图像矩阵的像素值,根据像素值提取轮廓投影形成的内凹点,并得到第一个内凹点到圆柱立铣刀端面的距离;
13.其次,对于批量生产的圆柱立铣刀中的后续每一支铣刀的测量,即第二支铣刀开始的每一支铣刀依次进行步骤5-步骤7:
14.步骤5,将圆柱立铣刀水平安装并夹紧在机床的刀柄上;
15.步骤6,重复步骤3和步骤4,测量圆柱立铣刀的第一个内凹点到铣刀端面的距离,根据该距离和标定的第一支铣刀的第一个内凹点到其铣刀端面的距离,计算该圆柱立铣刀刀尖相对标定的第一支铣刀的位置的偏差角;
16.步骤7,根据步骤6计算的偏差角,对应调整工件主轴带动测量的圆柱立铣刀旋转与偏差角一样的角度,使测量的圆柱立铣刀刀尖调整到基准位置。
17.作为本发明的进一步改进,所述步骤1中,数控机床的下方分别安装两个相互垂直的工业相机:第一工业相机和第二工业相机,所述第一工业相机和第二工业相机分别固定于机床工作台上,所述第一工业相机的光轴垂直于圆柱立铣刀的轴线,视场水平方向平行于圆柱立铣刀的轴线,圆柱立铣刀的另一侧安装背光光源。
18.作为本发明的进一步改进,所述步骤2中,利用opencv软件获得图像矩阵仅包括0和255的像素值,黑色像素值是0,白色像素值是255,并通过canny边缘提取算法对圆柱立铣刀图像边缘提取,得到圆柱立铣刀边缘轮廓的二值图。
19.本发明的有益效果是:本发明采用计算机视觉图像测量的方法,通过对批量生产的第一支铣刀标定和对后续每一支铣刀定位,当铣刀刀尖位于基准位置时,捕获螺旋槽外轮廓投影的内凹点,测量出螺距,比较螺距与铣刀端面的距离,计算出刀尖的偏差角,不仅测量简单快捷,而且不会接触铣刀刃口,可以避免接触式测量时碰缺铣刀切削刃的问题。
附图说明
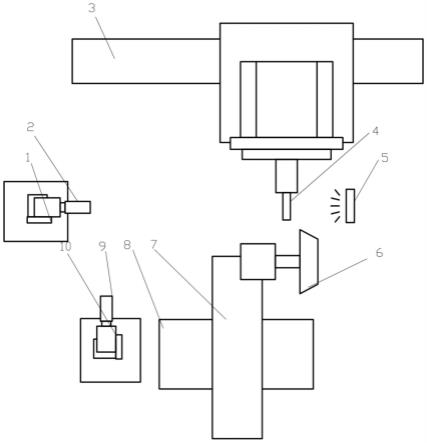
20.图1为本发明实施例步骤1所述在右侧磨削工位,四刃立铣刀和工业相机及光源安装结构示意图;
21.图2为本发明实施例步骤2所述在左侧标定工位,四刃立铣刀和工业相机及光源安装结构示意图;
22.图3为本发明实施例步骤2所述第一支四刃立铣刀端面视图;
23.图4为本发明实施例步骤3所述第一支四刃立铣刀侧面视图;
24.图5为本发明实施例步骤3所述的静态图像示意图;
25.图6为本发明实施例步骤3所述的边缘轮廓二值图;
26.图7为本发明实施例步骤6所述从第二支铣刀开始的每一支四刃立铣刀端面视图;
27.图8为本发明实施例步骤6所述从第二支铣刀开始的每一支四刃立铣刀侧面视图;
28.图9为本发明实施例步骤3所述内凹点坐标和像素对应表。
具体实施方式
29.以下结合附图,对本发明的一个较佳实施例,即以四刃圆柱立铣刀为例,对本发明作进一步详细说明。
30.一种圆柱立铣刀刀尖圆周方向快速定位的方法,包括对同一批铣刀中的第一支铣刀的标定和对后续每一支铣刀的定位。以下以四刃圆柱立铣刀为例进行说明。
31.批量生产的圆柱立铣刀在加工外圆柱面和螺旋槽之后,对于同一批铣刀中的第一支铣刀标定,具体包括以下步骤:
32.步骤1,将四刃圆柱立铣刀4水平安装并夹紧在机床的刀柄上,在数控机床的下方分别安装两个相互垂直的工业相机:第一工业相机2和第二工业相机9。
33.具体如图1所示,四刃圆柱立铣刀4安装于数控机床的刀柄上,其与数控机床工件主轴直接连接。工件主轴安装在水平滑台3上,水平滑台3带动工件主轴平移到右侧磨削工位。
34.第一工业相机2通过相机支架1固定于数控机床工作台上,在安装过程中需要调整相机位置,使第一工业相机2的光轴垂直于四刃圆柱立铣刀4的轴线。在四刃圆柱立铣刀4相对于第一工业相机2相反的一侧设置背光光源5。
35.第二工业相机9通过相机支架10固定于数控机床工作台上,在安装过程中需要调整相机位置,使第二工业相机9的光轴平行于四刃圆柱立铣刀4的轴线。
36.步骤2,水平滑台3带动四刃圆柱立铣刀4向左平移到左侧标定工位,四刃圆柱立铣刀4的轴线与第二工业相机9的轴线重合,参阅图2。第二工业相机9获得铣刀端面图像,参阅图3。在四刃圆柱立铣刀4的端面图像中,有z轴水平方向和y轴竖直方向的十字光标,观察铣刀刀尖11和它对称的点12的位置。旋转工件主轴带动铣刀旋转,调整铣刀刀尖到基准位置,该基准位置为铣刀刀尖11与铣刀刀尖对称的点12同在y轴轴线上。
37.步骤3,水平滑台3带动工件主轴平移到右侧磨削工位。用第一工业相机2测量出铣刀端面到第一个内凹点a之间的水平距离h0。
38.具体如下:
39.首先,通过第一工业相机2采集所述四刃圆柱立铣刀4在磨削工位的初始位置的一张静态图像,参阅图5。所述初始位置是指步骤2中调整铣刀刀尖到基准位置后,工件主轴不旋转,四刃圆柱立铣刀4处在的位置。该静态图像中前景铣刀是黑色,背景是白色;
40.然后,利用canny边缘提取算法对获得的静态图像进行处理,得到所述圆柱立铣刀的边缘轮廓二值图,参阅图6;
41.步骤4,利用opencv软件获得上述四刃圆柱立铣刀的边缘轮廓二值图的图像矩阵仅包括0和255的像素值,黑色像素值是0,白色像素值是255;
42.然后,在铣刀边缘轮廓二值图中提取铣刀外轮廓投影的内凹点a,b,和端面最高点e,由内凹点坐标值计算所述圆柱立铣刀刀尖的偏差角。
43.计算过程如下:
44.在铣刀边缘轮廓的二值图中建立xoy坐标系,以水平方向为x方向,以竖直方向为y方向,铣刀左侧端面的轴心为原点o;从左至右,内凹点a是铣刀轴线上方外轮廓投影出现的第一个y方向极小值点,得到内凹a点在x方向坐标值xa;内凹点b是铣刀轴线上方外轮廓投影出现的第二个y方向极小值,得到内凹点b在x方向坐标值xb;在铣刀边缘轮廓二值图中提取铣刀外轮廓投影的端面最高点e点在x方向的坐标值xe。
45.计算出两个相邻边缘轮廓的内凹点a点与b点之间的水平距离l=|x
b-xa|,则螺旋槽的导程为4l。计算内凹点a点与端面最高点e的水平距离h0=|x
a-xe|。
46.根据所述四刃圆柱立铣刀的边缘轮廓二值图,得到图像矩阵的像素值,根据像素值提取轮廓投影形成的内凹点。记录铣刀刀尖11在基准位置时,第一个内凹点a到铣刀端面的距离,参阅图4。此时标定结束。
47.对于同一批铣刀中的后续每一支铣刀,将铣刀水平安装并夹紧在机床的刀柄上后,铣刀刀尖11和基准位置偏离。铣刀刀尖11和铣刀轴心o的连线,与y轴轴线正向之间形成的夹角叫偏差角α。计算所述圆柱立铣刀刀尖的偏差角,具体包括以下步骤:
48.步骤5,对于批量生产的后续每一支铣刀,将四刃圆柱立铣刀水平安装并夹紧在机床的刀柄上。
49.步骤6,重复步骤3和步骤4,在铣刀边缘轮廓的二值图中,从左至右,内凹点c是铣刀轴线上方外轮廓投影出现的第一个y方向极小值点,得到内凹点c在x方向坐标值xc;在铣刀边缘轮廓二值图中提取铣刀外轮廓投影的端面最高点f点在x方向的坐标值xf。测量第一个内凹点c到铣刀端面之间的水平距离hi=|x
c-xf|,参阅图8。由α=0.5π
×
|h
i-h0|/l,计算出四刃圆柱立铣刀4刀尖的偏差角α值,单位是弧度。工件主轴带动铣刀旋转偏差角α值,使刀尖11达到基准位置。当hi《h0时,表示顺着x轴正向看,铣刀逆时针方向旋转α弧度,刀尖11达到基准位置;当hi》h0时,表示顺着x轴正向看,铣刀顺时针方向旋转α弧度,刀尖11达到基准位置。
50.铣刀在机床上加工,不能从端面拍摄照片,因为这时镜头阻挡砂轮磨削路径。本发明在左侧标定工位设置工业相机,同一批铣刀中的第一支铣刀在标定时获取铣刀端面图像;对于同一批铣刀中的后续每一支铣刀,从侧面拍摄铣刀的图像,而且测量时由于不接触铣刀刃口,避免接触式测量发生碰缺铣刀切削刃的问题。
51.由此可见,本发明采用计算机视觉图像测量的方法,通过捕获螺旋槽外轮廓投影的内凹点,测量出螺距,比较螺距与铣刀端面的距离,计算出刀尖的偏差角,不仅测量简单快捷,而且不会接触铣刀刃口,可以避免接触式测量时碰缺铣刀切削刃的问题。
52.在以上的描述中阐述了很多具体细节以便于充分理解本发明。但是以上描述仅是本发明的较佳实施例而已,本发明能够以很多不同于在此描述的其它方式来实施,因此本发明不受上面公开的具体实施的限制。同时任何熟悉本领域技术人员在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1