一种网络状的金属陶瓷硬质合金激光增材制造制备方法
1.本发明涉及激光增材制造领域,具体是一种代替传统电镀硬铬工艺,具有高的硬度,良好韧性的网络状的金属陶瓷硬质合金激光增材制造制备方法。
2.
背景技术:
3.长期以来,镀铬层除了作为装饰涂层外,还广泛作为机械零部件的耐磨和耐蚀涂层。电镀硬铬是一种增加零件表面硬度、耐磨、耐腐蚀等性能的表面处理工艺。在航空领域,大到飞机发动机,小到航空零部件,表面镀铬都成为不可或缺的一道工艺。然而,电镀硬铬工艺也有一定的缺点:电镀硬铬层的硬度一般为700-900hv,远不及一些陶瓷和金属陶瓷材料的硬度高和耐磨性好,而且镀铬层的硬度在温度升高时会因其内应力的释放而迅速降低,其工作温度也只能是低于450℃,因此难以满足现代机械在高温、高速下工作的要求。
4.镀铬层内存在微裂纹,不可避免地会产生穿透性裂纹,导致腐蚀介质从表面渗透至镀层/基体界面而腐蚀基体。
5.电镀硬铬工艺沉积速度慢(约25
µ
m/h),镀0.2-0.3mm厚的镀层往往需要2-3天的时间,也不利于厚镀层的应用。
6.镀铬工艺还会有六价铬的产生,而含有六价铬的电镀废水对环境会产生很大影响。
7.钴铬碳化钨是常见的硬质合金,是一种具有高硬度、高耐磨耐蚀性、强抗氧化性的合金材料。
8.激光增材制造是重要的表面修复与再制造的工艺之一,它使用高功率激光束熔化沉积材料。由于激光沉积层与基体之间的冶金结合,二者界面处的结合强度要明显高于传统电镀涂层的界面强度。此外,利用激光增材制造制备的涂层还具有对基体的稀释率小,热影响区小,表面质量好的特点。
9.传统wc硬质合金涂层多为片状结构,本发明涂层内大多为重熔析出相,界面具有较好的强韧性,并且涂层厚度可由改变激光的能量密度,以及后期使用机械加工进行调控。
10.因此,本发明致力于开发一种能够代替电镀硬铬涂层的金属陶瓷硬质涂层制备工艺。采用co作为粘结剂,制备co基wc熔覆层。涂层冶金质量良好,组织分布均匀,且制备高效、便捷,并能够代替传统电镀硬铬工艺应用到零件表面。
11.
技术实现要素:
12.基于此,本发明提出了一种网络状的金属陶瓷硬质合金激光增材制造制备方法,使用激光增材制造技术在基体上打印金属陶瓷硬质涂层,获得组织致密,具有高硬度和良好耐磨性,且与基体合金结合良好的涂层。
13.本发明提供的一种网络状的金属陶瓷硬质合金激光增材制造制备方法,包括以下步骤:(1)粉末的选用:在购置粉末时要选用粒径在45微米上下,颗粒饱满,球形度高,含氧量低的合金粉末。粉末成分设计为:wc:85-90mass%,co:10-15mass%,cr:1-4mass%,总的百分比为100mass%。
14.(2)基板的预处理:基板选取为合金结构钢。分别用320目和600目砂纸打磨基板表面至光滑,后放在无水乙醇溶液中,使用超声波清洗干净,取出擦干水分放在烘箱内烘干。
15.(3)涂层的制备:经送粉器将wc-co-cr粉末送入熔池,得到致密的硬质合金涂层。工艺参数如下:粉盘转速0.03r/min-0.6r/min,气流量3l/min-10l/min,光斑直径2mm-5mm,激光功率600w-1500w,扫描速度500-1500mm/min,搭接量为0.3-1.4mm。
16.(4)使用线切割机将试样沿垂直于涂层表面切开,用金相砂纸打磨至2000目并抛光,观察涂层截面,涂层没有明显孔洞、夹杂及裂纹,并与基体结合良好。
17.(5)涂层硬度和耐磨性测试:使用维氏硬度计测量涂层硬度,摩擦磨损试验机测试涂层耐磨性。
18.进一步的,步骤(1)中粉末具有很好的流动性,能在钢板上形成稳定的熔池。
19.进一步的,步骤(1)中加入cr是为了更好的消除涂层的气孔。
20.进一步的,步骤(1)使用325目筛网对购置粉末进行筛选。
21.进一步的,步骤(2)使用的是合金结构钢,基体形状为半径为15mm的圆形,切成10mm的高度。
22.进一步的,步骤(3)采用单道打印的方法在开箱条件下进行打印,搭接量为0.3-1.4mm。
23.进一步的,所述wc-co-cr复合陶瓷涂层硬度为900-1200hv,涂层厚度为100-250
µ
m。
24.进一步的,粉末成分和打印参数的调控,制备出没有明显缺陷的涂层。
25.进一步的,激光功率为500w-1600w,扫面速度为500mm/min-1500mm/min,光斑直径为2mm-5mm。
26.进一步的,在开箱条件下进行打印,送粉参数为粉盘转速0.03r/min-0.6r/min,气流量3l/min-10l/min。
27.进一步的,耐磨性良好,在载荷2kg,24℃条件下,摩擦副为si3n4的条件下,摩擦系数为0.45-0.65。
28.进一步的,测量涂层显微硬度和耐磨性,并与电镀硬铬涂层进行比较。
29.进一步的,增材制造涂层的硬度明显高于电镀硬铬涂层。网络状结构涂层能有效抑制铁基相的碎裂,相同载荷、转速等实验条件下,涂层的磨损质量也明显低于电镀硬铬涂层的磨损质量。
30.本发明的网络状的金属陶瓷硬质合金激光增材制造制备方法,使用送粉式增材制造设备在氩气保护下将金属粉末送入熔池,在基体表面形成致密的硬质涂层,激光增材制造技术制备的涂层具有对基体的稀释小,热影响区小,与基体冶金结合良好的特点,本发明还具有打印超薄涂层的优势,涂层厚度可控。金属陶瓷不仅具有陶瓷的高强度、高硬度、耐磨损等特点,还具有金属较好的韧性和可塑性。金属陶瓷硬质涂层可以代替传统硬铬层应
用于零件表面,解决硬铬层普遍存在微裂纹,镀铬工艺繁琐耗时,六价铬影响环境等问题。本发明制备的wc-co-cr硬质涂层组织分布均匀,与基体冶金结合良好,力学性能优异。
31.本发明的网络状的金属陶瓷硬质合金激光增材制造制备方法,采用激光增材制造工艺,快速冷却得到组织致密、均匀的涂层,解决电镀硬铬涂层存在微裂纹的问题。涂层硬度高,能够代替传统电镀硬铬涂层应用到零件表面。
32.与现有技术相比,本发明的优势在于:1.本发明涂层与基体结合力强,基体与涂层之间是连接状态,结合方式为冶金结合。
33.2.本发明涂层为网络状结构,耐磨性能高于片状wc结构涂层。
34.3.本发明沉积效率高,工艺步骤简单,现场修复能力强,而且相比于电镀硬铬涂层,不会产生六价铬,不存在环境影响问题。
35.4.工艺简单、成本低,激光增材制造只需要流动性高的微米级粉末,不需要实验前繁琐的准备工作,也不需要其他过多的投资费用。
36.附图说明
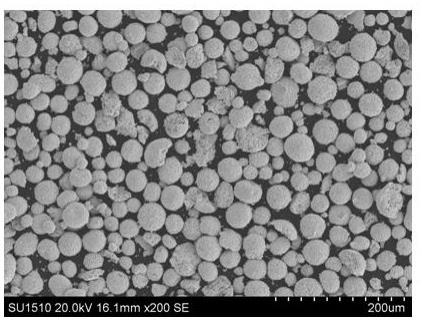
37.图1是本发明的一个实施例的金属陶瓷硬质合金的粉体形貌图;图2是本发明的一个实施例的金属陶瓷硬质涂层横截面的低倍形貌图;图3是本发明的一个实施例的金属陶瓷硬质涂层横截面的高倍组织形貌图;图4是本发明的一个实施例的压痕图片;图5是电镀硬铬层的压痕图片;图6是本发明的多组实施例和硬铬层的摩擦磨损系数曲线。
38.具体实施方式
39.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
40.请参阅图1-图6,本发明提供一种网络状的金属陶瓷硬质合金激光增材制造制备方法,包括以下步骤:(1)粉末的选用:在购置粉末时要选用粒径在45微米上下,颗粒饱满,球形度高,含氧量低的合金粉末。粉末成分设计为:wc:85-90mass%,co:10-15mass%,cr:1-4mass%,总的百分比为100mass%。
41.(2)基板的预处理:基板选取为合金结构钢。分别用320目和600目砂纸打磨基板表面至光滑,后放在无水乙醇溶液中,使用超声波清洗干净,取出擦干水分放在烘箱内烘干。
42.(3)涂层的制备:经送粉器将wc-co-cr粉末送入熔池,得到致密的硬质合金涂层。工艺参数如下:粉盘转速0.03r/min-0.6r/min,气流量3l/min-10l/min,光斑直径2mm-5mm,激光功率600w-1500w,扫描速度500-1500mm/min,搭接量为0.3-1.4mm。
43.(4)使用线切割机将试样沿垂直于涂层表面切开,用金相砂纸打磨至2000目并抛光,观察涂层截面,涂层没有明显孔洞、夹杂及裂纹,并与基体结合良好。
44.(5)涂层硬度和耐磨性测试:使用维氏硬度计测量涂层硬度,摩擦磨损试验机测试涂层耐磨性。
45.进一步的,步骤(1)中粉末具有很好的流动性,能在钢板上形成稳定的熔池。
46.进一步的,步骤(1)中加入cr是为了更好的消除涂层的气孔。
47.进一步的,步骤(1)使用325目筛网对购置粉末进行筛选。
48.进一步的,步骤(2)使用的是合金结构钢,基体形状为半径为15mm的圆形,切成10mm的高度。
49.进一步的,步骤(3)采用单道打印的方法在开箱条件下进行打印,搭接量为0.3-1.4mm。
50.进一步的,所述wc-co-cr复合陶瓷涂层硬度为900-1200hv,涂层厚度为100-250
µ
m。
51.进一步的,粉末成分和打印参数的调控,制备出没有明显缺陷的涂层。
52.进一步的,激光功率为500w-1600w,扫面速度为500mm/min-1500mm/min,光斑直径为2mm-5mm。
53.进一步的,在开箱条件下进行打印,送粉参数为粉盘转速0.03r/min-0.6r/min,气流量3l/min-10l/min。
54.进一步的,耐磨性良好,在载荷2kg,24℃条件下,摩擦副为si3n4的条件下,摩擦系数为0.45-0.65。
55.进一步的,测量涂层显微硬度和耐磨性,并与电镀硬铬涂层进行比较。
56.进一步的,增材制造涂层的硬度明显高于电镀硬铬涂层。网络状结构涂层能有效抑制铁基相的碎裂,相同载荷、转速等实验条件下,涂层的磨损质量也明显低于电镀硬铬涂层的磨损质量。
57.实施例一本发明一种替代电镀硬铬涂层的激光增材制造涂层制备工艺流程图,包括以下步骤:(1)粉末选用(2)粉末和基板的预处理(3)激光增材制造制备金属陶瓷硬质涂层。
58.本实施例中,具体操作如下:金属陶瓷硬质合金粉末选用添加cr的co基wc合金粉末,合金粉末成分可以根据需求制备生产。图1为一商用高wc含量的(wc:87mass%,co:10mass%,cr:3mass%)的金属陶瓷硬质合金粉末的形貌,粉体呈球状,表面不光滑,这是由于粉末雾化生产会出现一些孔洞所致。
59.将粉末过筛,得到粒径为45
µ
m-53
µ
m的粉末,在烘箱内于100℃干燥24小时。使用合金结构钢作为基体,基体尺寸为半径15mm的圆形,厚度为10mm,基体在打印前分别使用320目和600目砂纸进行打磨,祛除表面污垢和氧化层。用丙酮和无水乙醇的混合溶液超声清洗基板,烘干备用。
60.使用ldm8060激光3d打印设备,采用环形送粉的方式,将粉末送入熔池。激光3d打印的参数设定:粉盘转速0.15r/min,气流量6l/min,光斑大小3.5mm,激光功率600w,扫描速度1000mm/min,搭接量1.1mm。
61.使用线切割机将涂层连同基体切下,对激光3d打印制备涂层的横截面进行观察,测试其显微硬度,硬度达到890
±
20hv。
62.令取相同参数的实施例表面测试其耐磨性,磨擦系数稳定在0.55
±
0.02。
63.实施例二使用合金结构钢作为基体,基体尺寸为半径15mm的圆形,厚度为10mm,基体在打印前分别使用320目和600目砂纸进行打磨,祛除表面污垢和氧化层。用丙酮和无水乙醇的混合溶液超声清洗基板,烘干备用。
64.使用ldm8060激光3d打印设备,采用环形送粉的方式,将粉末送入熔池。激光3d打印的参数设定:分盘转速0.1r/min,气流量7l/min,光斑大小3.5mm,激光功率1200w,扫描速度1000mm/min,搭接量1.1mm。
65.使用线切割机将涂层连同基体切下,对激光3d打印制备涂层的横截面进行观察,测试其显微硬度,硬度达到980
±
20hv。
66.令取相同参数的实施例表面测试其耐磨性,磨擦系数稳定在0.59
±
0.02。
67.实施例三使用合金结构钢作为基体,基体尺寸为半径15mm的圆形,厚度为10mm,基体在打印前分别使用320目和600目砂纸进行打磨,祛除表面污垢和氧化层。用丙酮和无水乙醇的混合溶液超声清洗基板,烘干备用。
68.使用ldm8060激光3d打印设备,采用环形送粉的方式,将粉末送入熔池。激光3d打印的参数设定:分盘转速0.11r/min,气流量7l/min,光斑大小2mm,激光功率800w,扫描速度1000mm/min,搭接量1mm。
69.使用线切割机将涂层连同基体切下,对激光3d打印涂层的横截面进行观察,测试其显微硬度,硬度达到1000
±
20hv。
70.令取相同参数的实施例表面测试其耐磨性,磨擦系数稳定在0.53
±
0.01。
71.实施例四使用合金结构钢作为基体,基体尺寸为半径15mm的圆形,厚度为10mm,基体在打印前分别使用320目和600目砂纸进行打磨,祛除表面污垢和氧化层。用丙酮和无水乙醇的混合溶液超声清洗基板,烘干备用。
72.使用ldm8060激光3d打印设备,采用环形送粉的方式,将粉末送入熔池。激光3d打印的参数设定:分盘转速0.1r/min,气流量7l/min,光斑大小3mm,激光功率1000w,扫描速度1000mm/min,搭接量1.1mm。
73.使用线切割机将涂层连同基体切下,对激光3d打印涂层的横截面进行观察,测试其显微硬度。
74.图2为激光增材制造制备涂层的截面sem形貌,观察到涂层与合金钢基体界面结合紧密、无明显缺陷产生,涂层在200-300
µ
m厚度内无裂纹、气孔等缺陷。
75.图3为图2的局部放大图,可以看到浅色的析出相呈网络状弥散分布在涂层基体中。此相貌特征与原始粉末相比发生了显著变化,说明wc颗粒重熔后与基板中的元素反应生成了新的物象。
76.显微硬度测试的压痕如图4所示,涂层硬度在1100hv左右,硬度分布均匀。
77.另取电镀硬铬样品,表面抛光后的显微硬度测试压痕如图5所示,硬度为832hv。
78.令取相同参数的实施例表面测试其耐磨性,磨擦系数稳定在0.53
±
0.03。
79.实施例五使用合金结构钢作为基体,基体尺寸为半径15mm的圆形,厚度为10mm,基体在打印前分别使用320目和600目砂纸进行打磨,祛除表面污垢和氧化层。用丙酮和无水乙醇的混合溶液超声清洗基板,烘干备用。
80.使用ldm8060激光3d打印设备,采用环形送粉的方式,将粉末送入熔池。激光3d打印的参数设定:分盘转速0.2r/min,气流量7l/min,光斑大小2mm,激光功率550w,扫描速度800mm/min,搭接量0.3mm。
81.使用线切割机将涂层连同基体切下,对激光3d打印涂层的横截面进行观察,测试其显微硬度,硬度达到1200
±
40hv。
82.令取相同参数的实施例表面测试其耐磨性,磨擦系数稳定在0.58
±
0.01。
83.本发明的网络状的金属陶瓷硬质合金激光增材制造制备方法,使用送粉式增材制造设备在氩气保护下将金属粉末送入熔池,在基体表面形成致密的硬质涂层,激光增材制造技术制备的涂层具有对基体的稀释小,热影响区小,与基体冶金结合良好的特点,本发明还具有打印超薄涂层的优势,涂层厚度可控。金属陶瓷不仅具有陶瓷的高强度、高硬度、耐磨损等特点,还具有金属较好的韧性和可塑性。金属陶瓷硬质涂层可以代替传统硬铬层应用于零件表面,解决硬铬层普遍存在微裂纹,镀铬工艺繁琐耗时,六价铬影响环境等问题。本发明制备的wc-co-cr硬质涂层组织分布均匀,与基体冶金结合良好,力学性能优异。
84.本发明的网络状的金属陶瓷硬质合金激光增材制造制备方法,采用激光增材制造工艺,快速冷却得到组织致密、均匀的涂层,解决电镀硬铬涂层存在微裂纹的问题。涂层硬度高,能够代替传统电镀硬铬涂层应用到零件表面。
85.与现有技术相比,本发明的优势在于:1.本发明涂层与基体结合力强,基体与涂层之间是连接状态,结合方式为冶金结合。
86.2.本发明涂层为网络状结构,耐磨性能高于片状wc结构涂层。
87.3.本发明沉积效率高,工艺步骤简单,现场修复能力强,而且相比于电镀硬铬涂层,不会产生六价铬,不存在环境影响问题。
88.4.工艺简单、成本低,激光增材制造只需要流动性高的微米级粉末,不需要实验前繁琐的准备工作,也不需要其他过多的投资费用。
89.上述实施例仅表达了本发明的实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1