扳手包胶自动打磨线的制作方法
本发明涉及扳手包胶,具体为扳手包胶自动打磨线。
背景技术:
1、扳手是一种常用的安装与拆卸工具,是利用杠杆原理拧转螺栓、螺钉、螺母和其他螺纹紧持螺栓或螺母的开口或套孔固件的手工工具。
2、现有的注塑扳手在包胶、打磨的时候需要大量的人力配合、协助,包胶的效率低。
3、基于上述问题,提出扳手包胶自动打磨线无需人员就可以实施自动生产,无需他人配合、协助,提高了工作效率,减少了人力。
技术实现思路
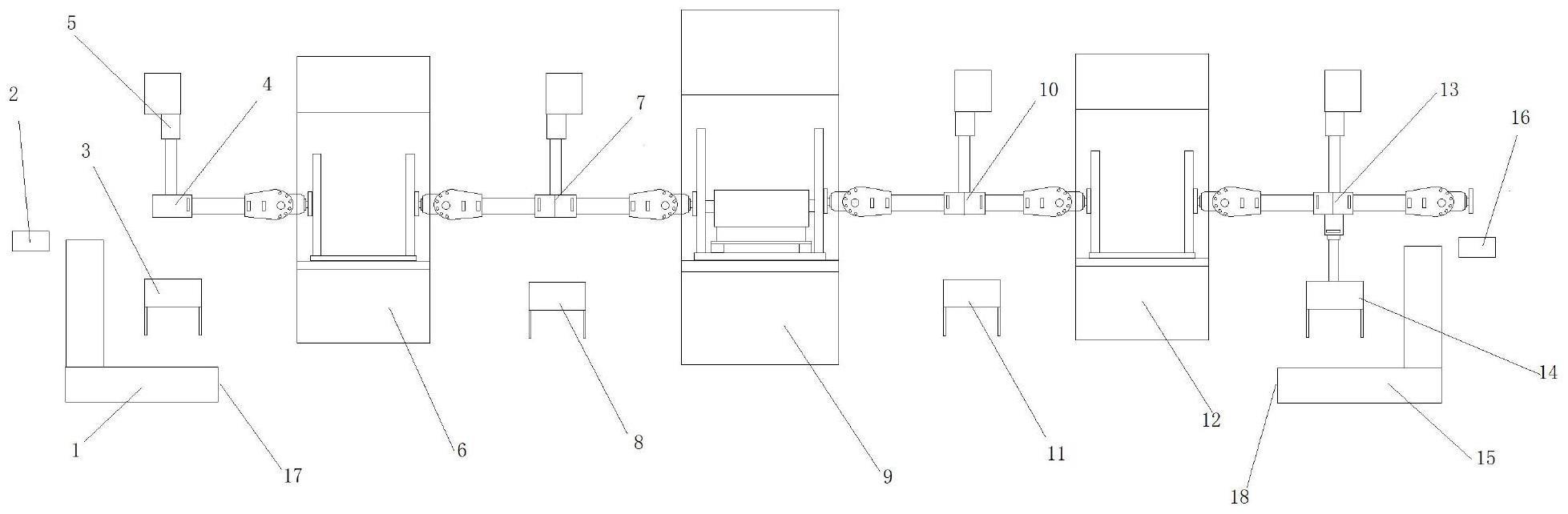
1、本发明的目的在于提供扳手包胶自动打磨线,包括包胶注塑机一、骨架注塑机、包胶注塑机二,所述骨架注塑机的两侧分别设置有包胶注塑机一、包胶注塑机二,所述骨架注塑机与包胶注塑机一之间设置有六轴机械手二,所述六轴机械手二下方设置有减胶口工位二,所述包胶注塑机一左侧设置有六轴机械手一,所述六轴机械手一下方设置有减胶口工位一,所述减胶口工位一下方设置有成品输送工位一,所述成品输送工位一左侧上方设置有打磨工位一,所述骨架注塑机与包胶注塑机二之间设置有六轴机械手三,所述六轴机械手三下方设置有减胶口工位三,所述包胶注塑机二右侧设置有六轴机械手四,所述六轴机械手四下方设置有减胶口工位四,所述减胶口工位四下方设置有成品输送工位二,所述成品输送工位二右侧上方设置有打磨工位二。
2、进一步的,所述骨架注塑机的左侧设置有包胶注塑机一,所述骨架注塑机的右侧设置有包胶注塑机二。
3、进一步的,所述六轴机械手一、六轴机械手二、六轴机械手三、六轴机械手四上方均分别设置有机械手控制柜。
4、进一步的,所述成品输送工位一靠近包胶注塑机一的一端设置有收料端一,输送成品输送工位二靠近包胶注塑机二的一端设置有收料端二。
5、与现有技术相比,本发明的有益效果如下:
6、(1)、本发明能够自动取件、自动剪切塑料件多余残料、自动埋入二次包胶、自动打磨,无需人员就可以实施自动生产,无需他人配合、协助,提高了工作效率,减少了人力。
7、(2)、本发明功能多样性,适用各种塑胶产品的嵌件埋入、二次包胶、自动打磨。
技术特征:
1.扳手包胶自动打磨线,包括包胶注塑机一(6)、骨架注塑机(9)、包胶注塑机二(12),其特征在于:所述骨架注塑机(9)的两侧分别设置有包胶注塑机一(6)、包胶注塑机二(12),所述骨架注塑机(9)与包胶注塑机一(6)之间设置有六轴机械手二(7),所述六轴机械手二(7)下方设置有减胶口工位二(8),所述包胶注塑机一(6)左侧设置有六轴机械手一(4),所述六轴机械手一(4)下方设置有减胶口工位一(3),所述减胶口工位一(3)下方设置有成品输送工位一(1),所述成品输送工位一(1)左侧上方设置有打磨工位一(2),所述骨架注塑机(9)与包胶注塑机二(12)之间设置有六轴机械手三(10),所述六轴机械手三(10)下方设置有减胶口工位三(11),所述包胶注塑机二(12)右侧设置有六轴机械手四(13),所述六轴机械手四(13)下方设置有减胶口工位四(14),所述减胶口工位四(14)下方设置有成品输送工位二(15),所述成品输送工位二(15)右侧上方设置有打磨工位二(16)。
2.根据权利要求1所述的扳手包胶自动打磨线,其特征在于:所述骨架注塑机(9)的左侧设置有包胶注塑机一(6),所述骨架注塑机(9)的右侧设置有包胶注塑机二(12)。
3.根据权利要求1所述的扳手包胶自动打磨线,其特征在于:所述六轴机械手一(4)、六轴机械手二(7)、六轴机械手三(10)、六轴机械手四(13)上方均分别设置有机械手控制柜(5)。
4.根据权利要求1所述的扳手包胶自动打磨线,其特征在于:所述成品输送工位一(1)靠近包胶注塑机一(6)的一端设置有收料端一(17),输送成品输送工位二(15)靠近包胶注塑机二(12)的一端设置有收料端二(18)。
技术总结
本发明公开了扳手包胶自动打磨线,包括包胶注塑机一、骨架注塑机、包胶注塑机二,所述骨架注塑机的两侧分别设置有包胶注塑机一、包胶注塑机二,所述骨架注塑机与包胶注塑机一之间设置有六轴机械手二,所述六轴机械手二下方设置有减胶口工位二,所述包胶注塑机一左侧设置有六轴机械手一,所述六轴机械手一下方设置有减胶口工位一,所述减胶口工位一下方设置有成品输送工位一,所述成品输送工位一左侧上方设置有打磨工位一,所述骨架注塑机与包胶注塑机二之间设置有六轴机械手三,所述六轴机械手三下方设置有减胶口工位三。本发明提高了工作效率,减少了人力。
技术研发人员:代璧辉,付善昌,孟玉西
受保护的技术使用者:天津福赛汽车部件有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!