射蜡机模具组件、设备的制作方法
1.本发明涉及射蜡机模具组件、设备。
背景技术:
2.在长期的工作实践中,而以往增压发动机排气歧管后端直接连接直管式三元催化设备件,耐高温性能差,且不利于发动机整车布局,同时给底盘系统布局带来较多麻烦,不方便工作人员操作使用和缩短使用寿命。例如,cn201620476627.9一种新型汽车增压排气端的空气净化设备。芯轴是直接反应铸件内部结构形状的,它的质量好坏直接影响到铸件内部结构及铸件缺陷的产生。现有芯轴虽采用壳芯机制芯,由于此排气端锥内腔机构比较肥大,用壳型机制芯要么由于结壳厚度薄影响芯轴的强度,要么结壳厚度厚实且不一致导致芯轴发气量大引起铸件气孔类缺陷而且用砂量增大增加了芯轴成本。由于此类排气端锥内腔芯轴肥大,传统壳芯机制芯工艺,芯轴结壳厚薄不均,导致因结壳厚度薄芯轴强度低,结壳厚度厚芯轴发气量大引起铸造缺陷及用砂量增大,因此要解决芯轴制作过程中产生芯轴结壳不均匀导致铸件缺陷的产生问题,需解决芯轴结壳厚度的均匀性及强度的问题。
3.目前,市场上的公告号为cn205033459u的中国专利公开了一种射蜡机,它包括机架,所述机架右侧安装有补蜡油缸;机架顶部设有工作台面,工作台面右侧后端安装有射蜡油缸,射蜡油缸左侧安装有储蜡桶;工作台面右侧前端安装有射蜡机构,射蜡油缸驱动连接射蜡机构;射蜡机构上方安装有电控箱;工作台面左侧前端设有模具和固定模板,固定模板位于模具上方;固定模板上端面上固定安装有模板工作油缸,固定模板下方设有工作模板,所述工作模板为x形,工作油缸驱动连接工作模板;工作模板位于模具上方。
4.这种射蜡机虽然扩大了工作视野,操作方便,更加安全,但是,这种射蜡机在每次进行射出作业前,需要工作人员弯腰将模具置入固定模板的下方,当射蜡机射出作业完成后,又需要工作人员弯腰将模具从固定模板的下方取出,反复操作,容易引发安全事故。熔模铸造又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。失蜡铸造是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。泥模晾干后,再焙烧成陶模。一经焙烧,蜡模全部熔化流失,只剩陶模。一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后,所需的零件就制成了。因此,蜡模的制作是一个重要的工序,是采用射蜡机来完成,蜡模的成型受射蜡机的影响极大,目前,大多数的射蜡机稳定性都不够,因此,其制成的蜡模经常出现瑕疵。
技术实现要素:
5.本发明所要解决的技术问题总的来说是提供一种射蜡机模具设备及方法。母案射蜡机模具设备及方法,cn202011315114.7申请日20201120。
6.为解决上述问题,本发明所采取的技术方案是:
7.一种排气端锥,包括排气端锥件;排气端锥件为空腔结构,具有弯曲主体,在弯曲主体两端具有连接端口部;
8.排气端锥件采用铸造工艺支撑,其包括成形模具组件。
9.一种排气端锥的模具,其包括用于铸造排气端锥的成形模具组件;
10.成形模具组件包括成形下模具、成形芯轴组件及成形上模具;
11.成形芯轴组件包括端部可拆卸连接的成形公芯轴及成形母芯轴;
12.成形公芯轴与成形母芯轴分别从排气端锥件弯曲内腔两端插入并连接为一体的芯轴模具;
13.在成形公芯轴外端设置有成形公定位轴肩,成形公芯轴具有中空的成形公适配芯轴套,成形公适配芯轴套端部与成形公定位轴肩连接;
14.在成形公适配芯轴套端部中心垂直露出有成形径向中心通道的成形公定位插头,在成形公定位插头上设置有成形公定向键,在成形径向中心通道及成形公适配芯轴套上连通有横截面为长槽状的成形径向通道,在成形径向通道中轴向活动有成形公前卡挡板,在成形公前卡挡板后端连接有成形公牵拉软轴,成形公牵拉软轴穿过成形公适配芯轴套内腔后露出,在成形公牵拉软轴露出端部设置有成形公后卡板;在成形径向中心通道后端设置有防止成形公前卡挡板被拉出的限位挡板;在成形公牵拉软轴上设置有紧固件;
15.在成形母芯轴外端设置有成形母定位轴肩,成形母芯轴具有中空的成形母适配芯轴套,成形母适配芯轴套端部与成形母定位轴肩连接;
16.在成形母适配芯轴套内腔中设置有两个成形母隔板,在成形母适配芯轴套内腔中的两个成形母隔板之间具有成形母通蜡液腔体;在成形母适配芯轴套侧壁上分布有成形母输出通道,在一成形母隔板上安装有成形母蜡液通道;
17.成形母蜡液通道连接射蜡机的射蜡管道,蜡液通过成形母蜡液通道与成形母通蜡液腔体后从成形母输出通道输送到成蜡型腔中;
18.在成形母适配芯轴套内腔中的另一成形母隔板与成形母适配芯轴套端部口之间具有成形母前端腔体;在成形母适配芯轴套端部口交错设置有成形端部通道及成形端部定向键槽;
19.当成形母芯轴与成形公芯轴对合,成形公定向键与成形端部定向键槽适配定型并连接为一体;内推成形公牵拉软轴,使得成形径向通道与成形端部通道对正连通;成形公前卡挡板经过成形径向通道与成形端部通道后露出于成形母前端腔体中,内推成形公牵拉软轴旋转90度后向外拉动内推成形公牵拉软轴,并通过成形公后卡板卡在成形公定位轴肩外端面上,使得成形公前卡挡板与成形母前端腔体内端部压力接触;
20.在成形下模具上设置有与侧放置时排气端锥件下部适配的成形适配下腔道;在成形下模具上分别设置有成形公下内腔及成形母下内腔;成形公下内腔与成形母下内腔分别与成形适配下腔道对应端部连接;成形公下内腔用于容纳成形公定位轴肩下部;成形母下内腔用于容纳成形母定位轴肩下部;在成形下模具上分布设置有成形定位止口,在成形定位止口上同轴设置有成形螺纹孔;
21.在成形上模具下端面有成形适配上腔道,在成形适配上腔道两端分别设置有成形上对应内腔,在成形上模具上同轴设置有成形配对定位头及成形连接螺栓;
22.成形适配上腔道与成形适配下腔道对合包络排气端锥件外侧壁的蜡型腔,成形公下内腔及成形母下内腔分别与对应成形上对应内腔对合包络对应的成形公定位轴肩及成形母定位轴肩;
23.成形配对定位头下插到成形定位止口中,成形连接螺栓与成形螺纹孔连接;
24.成形上模具具有排气阀。
25.一种射蜡机设备,包括成形模具组件;射蜡机通过成形模具组件制备排气端锥件的蜡模件;
26.一种射蜡机设备,包括两条呈90度设置的芯轴变向送入带;两条芯轴变向送入带分别放置成形公芯轴与成形母芯轴;
27.在两条芯轴变向送入带在汇集输出端设置有芯轴组对工位,成形公芯轴与成形母芯轴在芯轴组对工位处汇集组对为一体的芯轴模具;在芯轴组对工位输出端设置有芯轴输出传送带的输入端,以输送芯轴模具;
28.在芯轴组对工位设置有机械手操控的芯轴牵拉u型叉头;芯轴牵拉u型叉头插在成形公牵拉软轴上并外拉成形公后卡板并辅助固定。
29.一种射蜡机设备,包括工艺制备流水线;
30.工艺制备流水线包括工艺传送带;在工艺传送带上依次分布有下模具上料工位、芯轴上料工位、上盖上料工位、固定工位、连接工位、紧固攻丝机、射蜡工位、取出工位和/或组树工位;
31.在下模具上料工位设置有机械手,以将成形下模具放置到工艺传送带上;
32.在芯轴上料工位,设置有机械手,以将芯轴模具组对在成形下模具上;
33.在上盖上料工位,设置有送上盖传送设备,以将组装后的芯轴模具扣罩到工艺传送带上的成形下模具上,成形配对定位头下插到成形定位止口中;送上盖传送设备包括横向设置的送上盖传送带,在送上盖传送带输出端设置有送上盖下落工位,在送上盖下落工位上方设置有送上盖下压头,在送上盖下落工位承载面对合设置有送上盖下摆开合板,在送上盖下落工位下方设置有下落导向的送上盖侧导向限位板;送上盖下压头带有吸嘴或电磁铁;在固定工位,在工艺传送带上方设置有下压头,以将成形上模具与成形下模具压合为一体;在工艺传送带下方设置有上顶头,以将工艺传送带向上托举;
34.在连接工位,设置有机械手和/或紧固攻丝机,机械手将成形连接螺栓放入到成形上模具上,紧固攻丝机将成形连接螺栓与成形螺纹孔连接;
35.在射蜡工位,设置有射蜡机,以将成形模具组件的蜡型腔中注入液蜡形成蜡模件;
36.在取出工位,设置有机械手,用于将冷却后的成形模具组件打开并取出蜡模件;
37.在组树工位,将蜡模件进行组树,每层相邻的蜡模件之间通过中间过渡连接套连接以形成环状件,在中间过渡连接套上分布有中间通透孔,以便进行沾浆工序。
38.一种射蜡机设备,包括设置在组树工位的中间过渡连接套及中间连接中心架;
39.中间连接中心架通过横杆连接有中间过渡连接套;
40.在组树工位,将蜡模件进行组树,每层相邻的蜡模件之间通过中间过渡连接套连接以形成环状件,在中间过渡连接套上分布有中间通透孔,以便进行沾浆工序;
41.在中间连接中心架上顶设置有具有内锥孔的中间架尾部锥体,在中间架尾部锥体侧壁上轴向设置有与内锥孔连通的中间架侧向槽;
42.在中间架尾部锥体上方设置有机械手操控的机械手手臂,机械手手臂下方设置有机械手外锥度,以与内锥孔适配;
43.在机械手外锥度上设置有机械手通孔;
44.在机械手外锥度下端设置有机械手l挂钩,在中间架尾部锥体内设置有中间架内腔挡板,机械手l挂钩旋转以与中间架内腔挡板钩挂,同时,机械手通孔与中间架侧向槽对应;在机械手手臂上设置有机械手固定牵拉径向杆,在机械手固定牵拉径向杆上设置有机械手插入斜楔,以插入到机械手通孔与中间架侧向槽中。
45.一种方法,用于通过成形模具组件制造排气端锥件;该方法包括;
46.首先,成形公芯轴与成形母芯轴分别从排气端锥件弯曲内腔两端插入并连接为一体的芯轴模具;然后,将芯轴模具放置到成形下模具上;其次,将成形上模具定位扣合后,通过成形连接螺栓固定;再次,依次执行射蜡、定型、取模、组树并沾浆。
47.作为上述技术方案的进一步改进:
48.借助于工艺传送带;首先,在下模具上料工位,机械手将成形下模具放置到工艺传送带上;然后,在芯轴上料工位,机械手将芯轴模具组对在成形下模具上;其次,在送上盖下落工位,送上盖下压头下压成形上模具打开送上盖下摆开合板,将成形上模具安装在上盖上料工位上的成形下模具上;再次,在固定工位,下压头将成形上模具与成形下模具压合为一体,同时,上顶头将工艺传送带向上托举;随后,在连接工位,机械手将成形连接螺栓放入到成形上模具上,紧固攻丝机将成形连接螺栓与成形螺纹孔连接;再后,在射蜡工位,射蜡机通过射蜡管道将蜡液通过成形母蜡液通道与成形母通蜡液腔体后,蜡液从成形母输出通道输送到成蜡型腔中;下一步,在取出工位,将冷却后的成形模具组件打开并取出蜡模件;再往后,在组树工位,将蜡模件进行组树,每层相邻的蜡模件之间通过中间过渡连接套连接以形成环状件。
49.在成形公芯轴与成形母芯轴分别从排气端锥件弯曲内腔两端插入并连接为一体的芯轴模具中,首先,成形母芯轴与成形公芯轴对合;然后,成形公定向键与成形端部定向键槽适配定型并连接为一体;其次,内推成形公牵拉软轴,使得成形径向通道与成形端部通道对正连通;再次,成形公前卡挡板经过成形径向通道与成形端部通道后露出于成形母前端腔体中,内推成形公牵拉软轴旋转90度后向外拉动内推成形公牵拉软轴,并通过成形公后卡板卡在成形公定位轴肩外端面上,使得成形公前卡挡板与成形母前端腔体内端部压力接触。
50.在芯轴组装工艺中,首先,成形公芯轴与成形母芯轴通过各自的芯轴变向送入带送到芯轴组对工位;然后,在芯轴组对工位;再次,在芯轴组对工位,芯轴输出传送带的输送芯轴模具到芯轴上料工位上的机械手将成形下模具上;
51.在组树工艺中,首先,在组树工位,通过中间过渡连接套将蜡模件拼成环状,并安装在中间连接中心架上;其次,机械手l挂钩旋转以与中间架内腔挡板钩挂,同时,机械手通孔与中间架侧向槽对应;再次,机械手插入斜楔,以插入到机械手通孔与中间架侧向槽中。
52.本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便。
附图说明
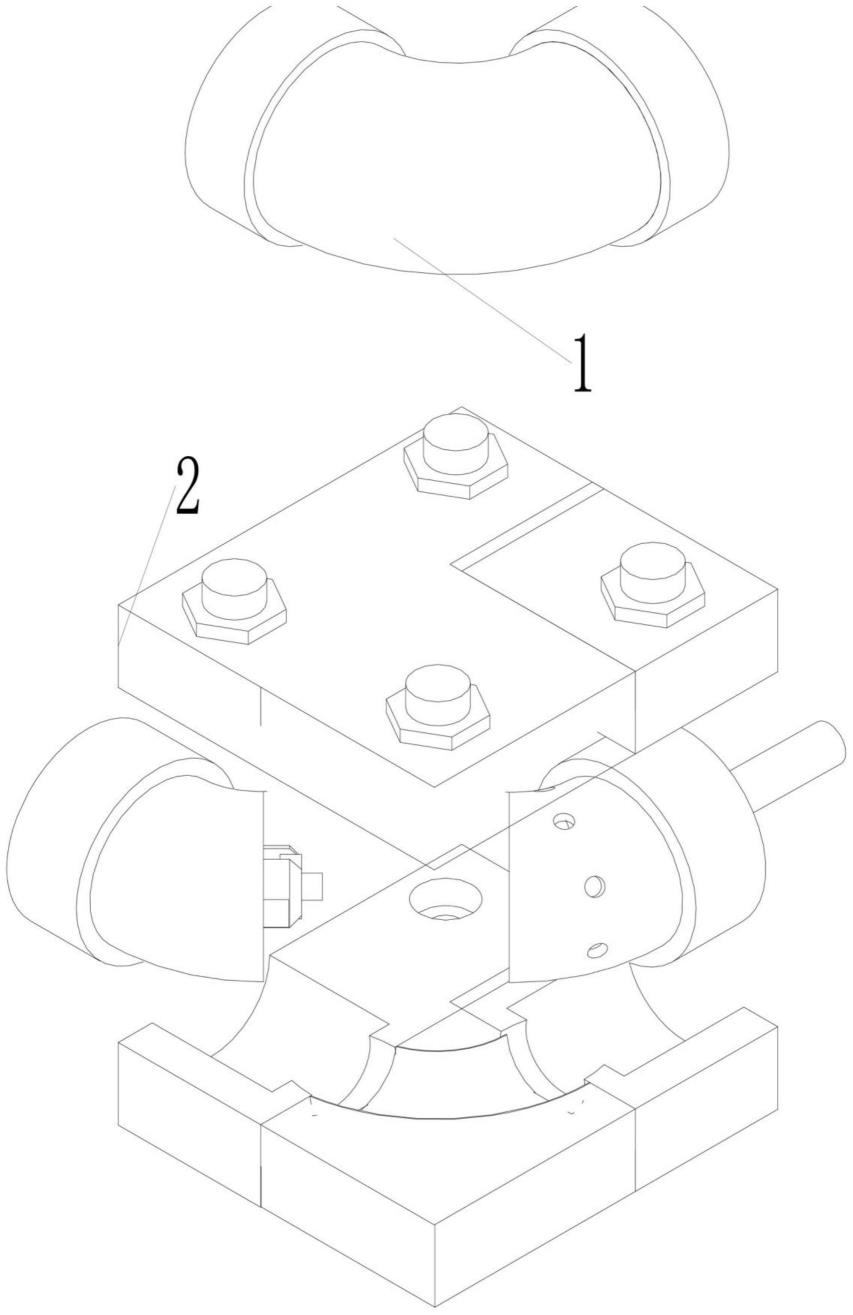
53.图1是本发明的排气锥端及模具使用结构示意图。
54.图2是本发明的模具爆炸结构示意图。
55.图3是本发明的模具内部结构示意图。
56.图4是本发明的模具部分结构示意图。
57.图5是本发明的芯轴组装上料使用结构示意图。
58.图6是本发明的射蜡结构示意图。
59.图7是本发明的工艺流水结构示意图。
60.图8是本发明的局部结构示意图。
61.图9是本发明的组树使用结构示意图。
62.其中:1、排气端锥件;2、成形模具组件;3、成形下模具;4、成形适配下腔道;5、成形公下内腔;6、成形母下内腔;7、成形螺纹孔;8、成形定位止口;9、成形上模具;10、成形适配上腔道;11、成形上对应内腔;12、成形配对定位头;13、成形连接螺栓;14、成形公芯轴;15、成形公定位轴肩;16、成形母芯轴;17、成形母定位轴肩;18、成形公适配芯轴套;19、成形母适配芯轴套;20、成形公定位插头;21、成形公定向键;22、成形公牵拉软轴;23、成形公后卡板;24、成形公前卡挡板;25、成形径向通道;26、成形径向中心通道;27、成形母隔板;28、成形母前端腔体;29、成形母通蜡液腔体;30、成形母蜡液通道;31、成形母输出通道;32、成形端部通道;33、成形端部定向键槽;34、芯轴变向送入带;35、芯轴组对工位;36、芯轴输出传送带;37、芯轴牵拉u型叉头;38、工艺制备流水线;39、送上盖传送设备;40、工艺传送带;41、下模具上料工位;42、芯轴上料工位;43、上盖上料工位;44、固定工位;45、连接工位;46、送上盖传送带;47、送上盖下落工位;48、送上盖下摆开合板;49、送上盖侧导向限位板;50、送上盖下压头;51、紧固攻丝机;52、射蜡工位;53、取出工位;54、组树工位;55、蜡模件;56、中间过渡连接套;57、中间通透孔;58、中间连接中心架;59、中间架尾部锥体;60、中间架侧向槽;61、中间架内腔挡板;62、机械手手臂;63、机械手外锥度;64、机械手l挂钩;65、机械手通孔;66、机械手固定牵拉径向杆;67、机械手插入斜楔。
具体实施方式
63.如图1-4所示,本实施例的排气端锥,包括排气端锥件1;排气端锥件1为空腔结构,具有弯曲主体,在弯曲主体两端具有连接端口部;
64.排气端锥件1采用铸造工艺支撑,其包括成形模具组件2。
65.本实施例的排气端锥的模具,其包括用于铸造排气端锥的成形模具组件2;
66.成形模具组件2包括成形下模具3、成形芯轴组件及成形上模具9;
67.成形芯轴组件包括端部可拆卸连接的成形公芯轴14及成形母芯轴16;
68.成形公芯轴14与成形母芯轴16分别从排气端锥件1弯曲内腔两端插入并连接为一体的芯轴模具;
69.在成形公芯轴14外端设置有成形公定位轴肩15,成形公芯轴14具有中空的成形公适配芯轴套18,成形公适配芯轴套18端部与成形公定位轴肩15连接;
70.在成形公适配芯轴套18端部中心垂直露出有成形径向中心通道26的成形公定位插头20,在成形公定位插头20上设置有成形公定向键21,在成形径向中心通道26及成形公适配芯轴套18上连通有横截面为长槽状的成形径向通道25,在成形径向通道25中轴向活动有成形公前卡挡板24,在成形公前卡挡板24后端连接有成形公牵拉软轴22,成形公牵拉软轴22穿过成形公适配芯轴套18内腔后露出,在成形公牵拉软轴22露出端部设置有成形公后卡板23;在成形径向中心通道26后端设置有防止成形公前卡挡板24被拉出的限位挡板;在
成形公牵拉软轴22上设置有紧固件;
71.在成形母芯轴16外端设置有成形母定位轴肩17,成形母芯轴16具有中空的成形母适配芯轴套19,成形母适配芯轴套19端部与成形母定位轴肩17连接;
72.在成形母适配芯轴套19内腔中设置有两个成形母隔板27,在成形母适配芯轴套19内腔中的两个成形母隔板27之间具有成形母通蜡液腔体29;在成形母适配芯轴套19侧壁上分布有成形母输出通道31,在一成形母隔板27上安装有成形母蜡液通道30;
73.成形母蜡液通道30连接射蜡机的射蜡管道,蜡液通过成形母蜡液通道30与成形母通蜡液腔体29后从成形母输出通道31输送到成蜡型腔中;
74.在成形母适配芯轴套19内腔中的另一成形母隔板27与成形母适配芯轴套19端部口之间具有成形母前端腔体28;在成形母适配芯轴套19端部口交错设置有成形端部通道32及成形端部定向键槽33;
75.当成形母芯轴16与成形公芯轴14对合,成形公定向键21与成形端部定向键槽33适配定型并连接为一体;内推成形公牵拉软轴22,使得成形径向通道25与成形端部通道32对正连通;成形公前卡挡板24经过成形径向通道25与成形端部通道32后露出于成形母前端腔体28中,内推成形公牵拉软轴22旋转90度后向外拉动内推成形公牵拉软轴22,并通过成形公后卡板23卡在成形公定位轴肩15外端面上,使得成形公前卡挡板24与成形母前端腔体28内端部压力接触;
76.在成形下模具3上设置有与侧放置时排气端锥件1下部适配的成形适配下腔道4;在成形下模具3上分别设置有成形公下内腔5及成形母下内腔6;成形公下内腔5与成形母下内腔6分别与成形适配下腔道4对应端部连接;成形公下内腔5用于容纳成形公定位轴肩15下部;成形母下内腔6用于容纳成形母定位轴肩17下部;在成形下模具3上分布设置有成形定位止口8,在成形定位止口8上同轴设置有成形螺纹孔7;
77.在成形上模具9下端面有成形适配上腔道10,在成形适配上腔道10两端分别设置有成形上对应内腔11,在成形上模具9上同轴设置有成形配对定位头12及成形连接螺栓13;
78.成形适配上腔道10与成形适配下腔道4对合包络排气端锥件1外侧壁的蜡型腔,成形公下内腔5及成形母下内腔6分别与对应成形上对应内腔11对合包络对应的成形公定位轴肩15及成形母定位轴肩17;
79.成形配对定位头12下插到成形定位止口8中,成形连接螺栓13与成形螺纹孔7连接;
80.成形上模具9具有排气阀。
81.本实施例的方法,用于通过成形模具组件2制造排气端锥件1;该方法包括;
82.首先,成形公芯轴14与成形母芯轴16分别从排气端锥件1弯曲内腔两端插入并连接为一体的芯轴模具;然后,将芯轴模具放置到成形下模具3上;其次,将成形上模具9定位扣合后,通过成形连接螺栓13固定;再次,依次执行射蜡、定型、取模、组树并沾浆。
83.如图1-9,本实施例的射蜡机设备,包括成形模具组件2;射蜡机通过成形模具组件2制备排气端锥件1的蜡模件55;设备还包括两条呈90度设置的芯轴变向送入带34;两条芯轴变向送入带34分别放置成形公芯轴14与成形母芯轴16;
84.在两条芯轴变向送入带34在汇集输出端设置有芯轴组对工位35,成形公芯轴14与成形母芯轴16在芯轴组对工位35处汇集组对为一体的芯轴模具;在芯轴组对工位35输出端
设置有芯轴输出传送带36的输入端,以输送芯轴模具;
85.在芯轴组对工位35设置有机械手操控的芯轴牵拉u型叉头37;芯轴牵拉u型叉头37插在成形公牵拉软轴22上并外拉成形公后卡板23并辅助固定。
86.本实施例的射蜡机设备,包括工艺制备流水线38;
87.工艺制备流水线38包括工艺传送带40;在工艺传送带40上依次分布有下模具上料工位41、芯轴上料工位42、上盖上料工位43、固定工位44、连接工位45、紧固攻丝机51、射蜡工位52、取出工位53和/或组树工位54;
88.在下模具上料工位41设置有机械手,以将成形下模具3放置到工艺传送带40上;
89.在芯轴上料工位42,设置有机械手,以将芯轴模具组对在成形下模具3上;
90.在上盖上料工位43,设置有送上盖传送设备39,以将组装后的芯轴模具扣罩到工艺传送带40上的成形下模具3上,成形配对定位头12下插到成形定位止口8中;送上盖传送设备39包括横向设置的送上盖传送带46,在送上盖传送带46输出端设置有送上盖下落工位47,在送上盖下落工位47上方设置有送上盖下压头50,在送上盖下落工位47承载面对合设置有送上盖下摆开合板48,在送上盖下落工位47下方设置有下落导向的送上盖侧导向限位板49;送上盖下压头50带有吸嘴或电磁铁;在固定工位44,在工艺传送带40上方设置有下压头,以将成形上模具9与成形下模具3压合为一体;在工艺传送带40下方设置有上顶头,以将工艺传送带40向上托举;
91.在连接工位45,设置有机械手和/或紧固攻丝机51,机械手将成形连接螺栓13放入到成形上模具9上,紧固攻丝机51将成形连接螺栓13与成形螺纹孔7连接;
92.在射蜡工位52,设置有射蜡机,以将成形模具组件2的蜡型腔中注入液蜡形成蜡模件55;
93.在取出工位53,设置有机械手,用于将冷却后的成形模具组件2打开并取出蜡模件55;
94.在组树工位54,将蜡模件55进行组树,每层相邻的蜡模件55之间通过中间过渡连接套56连接以形成环状件,在中间过渡连接套56上分布有中间通透孔57,以便进行沾浆工序。
95.本实施例的射蜡机设备,包括设置在组树工位54的中间过渡连接套56及中间连接中心架58;
96.中间连接中心架58通过横杆连接有中间过渡连接套56;
97.在组树工位54,将蜡模件55进行组树,每层相邻的蜡模件55之间通过中间过渡连接套56连接以形成环状件,在中间过渡连接套56上分布有中间通透孔57,以便进行沾浆工序;
98.在中间连接中心架58上顶设置有具有内锥孔的中间架尾部锥体59,在中间架尾部锥体59侧壁上轴向设置有与内锥孔连通的中间架侧向槽60;
99.在中间架尾部锥体59上方设置有机械手操控的机械手手臂62,机械手手臂62下方设置有机械手外锥度63,以与内锥孔适配;
100.在机械手外锥度63上设置有机械手通孔65;
101.在机械手外锥度63下端设置有机械手l挂钩64,在中间架尾部锥体59内设置有中间架内腔挡板61,机械手l挂钩64旋转以与中间架内腔挡板61钩挂,同时,机械手通孔65与
中间架侧向槽60对应;在机械手手臂62上设置有机械手固定牵拉径向杆66,在机械手固定牵拉径向杆66上设置有机械手插入斜楔67,以插入到机械手通孔65与中间架侧向槽60中。
102.借助于工艺传送带40;首先,在下模具上料工位41,机械手将成形下模具3放置到工艺传送带40上;然后,在芯轴上料工位42,机械手将芯轴模具组对在成形下模具3上;其次,在送上盖下落工位47,送上盖下压头50下压成形上模具9打开送上盖下摆开合板48,将成形上模具9安装在上盖上料工位43上的成形下模具3上;再次,在固定工位44,下压头将成形上模具9与成形下模具3压合为一体,同时,上顶头将工艺传送带40向上托举;随后,在连接工位45,机械手将成形连接螺栓13放入到成形上模具9上,紧固攻丝机51将成形连接螺栓13与成形螺纹孔7连接;再后,在射蜡工位52,射蜡机通过射蜡管道将蜡液通过成形母蜡液通道30与成形母通蜡液腔体29后,蜡液从成形母输出通道31输送到成蜡型腔中;下一步,在取出工位53,将冷却后的成形模具组件2打开并取出蜡模件55;再往后,在组树工位54,将蜡模件55进行组树,每层相邻的蜡模件55之间通过中间过渡连接套56连接以形成环状件。
103.在成形公芯轴14与成形母芯轴16分别从排气端锥件1弯曲内腔两端插入并连接为一体的芯轴模具中,首先,成形母芯轴16与成形公芯轴14对合;然后,成形公定向键21与成形端部定向键槽33适配定型并连接为一体;其次,内推成形公牵拉软轴22,使得成形径向通道25与成形端部通道32对正连通;再次,成形公前卡挡板24经过成形径向通道25与成形端部通道32后露出于成形母前端腔体28中,内推成形公牵拉软轴22旋转90度后向外拉动内推成形公牵拉软轴22,并通过成形公后卡板23卡在成形公定位轴肩15外端面上,使得成形公前卡挡板24与成形母前端腔体28内端部压力接触。
104.在芯轴组装工艺中,首先,成形公芯轴14与成形母芯轴16通过各自的芯轴变向送入带34送到芯轴组对工位35;然后,在芯轴组对工位35;再次,在芯轴组对工位35,芯轴输出传送带36的输送芯轴模具到芯轴上料工位42上的机械手将成形下模具3上;
105.在组树工艺中,首先,在组树工位54,通过中间过渡连接套56将蜡模件55拼成环状,并安装在中间连接中心架58上;其次,机械手l挂钩64旋转以与中间架内腔挡板61钩挂,同时,机械手通孔65与中间架侧向槽60对应;再次,机械手插入斜楔67,以插入到机械手通孔65与中间架侧向槽60中。
106.本发明设计全新的排气端锥件1配套成形模具组件2,成形下模具3,具有配合良好,成形方便,成形适配下腔道4,成形公下内腔5,成形母下内腔6,便于定位成形。成形螺纹孔7,成形定位止口8实现定位与固定,成形上模具9实现安装,成形适配上腔道10,成形上对应内腔11实现配套,成形配对定位头12,成形连接螺栓13实现了定位连接,成形公芯轴14,成形公定位轴肩15,成形母芯轴16,成形母定位轴肩17实现定位,通过分离结构,实现快速拆装,成形公适配芯轴套18,成形母适配芯轴套19实现成形,成形公定位插头20,成形公定向键21实现定位与定角度,成形公牵拉软轴22可以是软轴、钢丝或弹簧杆,实现了连接与固定,当然,可以增加调整长度设备,增加通用性,安装方便。成形公后卡板23,成形公前卡挡板24实现固定与拆装。成形母隔板27,成形母前端腔体28,成形母通蜡液腔体29,成形母蜡液通道30,成形母输出通道31,成形端部通道32,成形端部定向键槽33,实现送入液蜡,送入,同时实现平稳排气,排气均匀。本发明实现了定位轴肩,可以是固定安装芯轴,方便形成密闭空间。
107.本发明芯轴变向送入带34方便上料,芯轴组对工位35实现组对,芯轴输出传送带
36实现安装,芯轴牵拉u型叉头37方便牵拉,工艺制备流水线38实现了工位连接,送上盖传送设备39实现上料,工艺传送带40实现传送,下模具上料工位41,芯轴上料工位42,上盖上料工位43,固定工位44,连接工位45,送上盖传送带46,送上盖下落工位47实现工位连接,送上盖下摆开合板48,送上盖侧导向限位板49,送上盖下压头50方便下料工件,紧固攻丝机51,射蜡工位52,取出工位53,组树工位54完成蜡模件55之后各工序,中间过渡连接套56实现同时多个同时作业,中间通透孔57方便透气与沾浆,中间连接中心架58为主体,本发明方便高效沾浆。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1