一种应用于振实台振实造型的紧实度控制系统及方法与流程
1.本发明涉及铸造技术领域,具体涉及一种应用于振实台振实造型的紧实度控制系统及方法。
背景技术:
2.铸造技术是获得机械产品毛坯的主要方法,是铸造机械工业重要的基础工艺,在国民经济中占有重要的位置。在铸造工艺中,振实台的作用至关重要,振实台是主要用于振实物料(比如砂子、自硬树脂砂)的设备,主要由支架、平台、振动电机和减震装置四部分组成,进行振动工作可以很好地减少物料中存留的空气,降低物料间的缝隙,相较于人工劳动,其工作效率更高,质量更好,操作起来也比较容易,同时结构简单、占地面积小。传统自硬树脂砂振实造型,采用固定频率与固定振幅的模式,无论砂型有多大、有多重,均采用相同的频率和振幅进行振实,这会导致紧实度差异过大,紧实度太高会使得浇注时退让性和透气性差,紧实度过低会使得强度不足、铸件尺寸精度差。
技术实现要素:
3.本发明提供一种应用于振实台振实造型的紧实度控制系统及方法,解决了现有技术振实后紧实度差异大的技术问题。
4.本发明提供的基础方案为:一种应用于振实台振实造型的紧实度控制方法,包括:
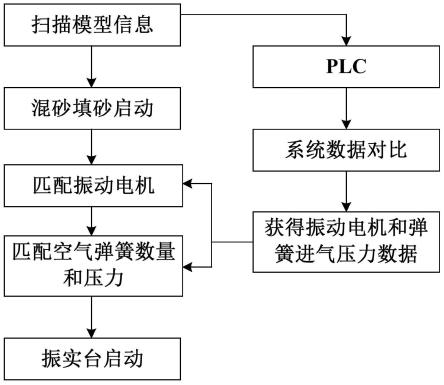
5.s1、控制模块扫描模具信息,根据模具信息匹配相应的振实参数;
6.s2、启动混砂装置对模具进行填砂,填砂完毕之后获取砂子重量;
7.s3、根据砂子重量匹配最佳振动电机数据及空气弹簧的最佳弹簧进气压力;
8.s4、启动振实台,完成振实造型。
9.本发明的工作原理及优点在于:在本方案中,砂子会装入模具之中,将装有砂子的模具放置到振实台上由振动电机与空气弹簧进行振实,装有砂子的模具与振实台相当于“谐振子”,装有砂子的模具的质量会影响“谐振子”的整体集中质量,从而影响“谐振子”的运动。一方面,根据模具信息匹配相应的振实参数,比如说,根据模具尺寸与模具重量确定振实频率与振实振幅,使振实频率、振实振幅均与模具尺寸、模具重量相匹配、相适应,相较于采用固定频率、固定振幅的模式来说,振实参数可以根据模具信息进行调整与匹配,从而降低振实过程中紧实度的差异性;另一方面,根据砂子重量匹配最佳振动电机数据,并根据砂子重量匹配空气弹簧的最佳弹簧进气压力,比如说,根据砂子重量确定振动电机工作数量以及空气弹簧的最佳弹簧进气压力,使振动电机工作数量、空气弹簧的最佳弹簧进气压力均与砂子重量相匹配、相适应,确保振实时可以很好地减少砂子中存留的空气,降低砂子间的缝隙。通过这样的方式,能够降低紧实度的差异,防止浇注时紧实度过高导致退让性和透气性变差,从而避免紧实度过低导致强度不足。
10.本发明根据模具信息匹配相应的振实参数,同时根据砂子重量匹配最佳振动电机数据及空气弹簧的最佳弹簧进气压力,可以很好地减少砂子中存留的空气,降低砂子间的
缝隙,解决了现有技术振实后紧实度差异大的技术问题。
11.进一步,s1中,所述模具信息包括模具尺寸与模具重量,所述振实参数包括振实频率与振实振幅。
12.有益效果在于:对于较大的模具尺寸、模具重量可以采用较大的振实频率与振实振幅,对于较小的模具尺寸、模具重量可以采用较小的振实频率与振实振幅,以降低振实过程中紧实度的差异性。
13.进一步,s3中,所述根据砂子重量匹配最佳振动电机数据包括:根据砂子重量与第一振动电机工作数量、第二振动电机工作数量的对应关系,确定第一振动电机工作数量与第二振动电机工作数量。
14.有益效果在于:对于较大的砂子重量可以采用较多的第一振动电机工作数量与第二振动电机工作数量,对于较小的砂子重量可以采用较少的第一振动电机工作数量与第二振动电机工作数量,以减少砂子中存留的空气,降低砂子间的缝隙。
15.进一步,s3中,所述砂子重量与第一振动电机工作数量、第二振动电机工作数量的对应关系如表1所示,
16.表1砂子重量与第一振动电机工作数量、第二振动电机工作数量的对应关系
17.第一振动电机工作数量(台)第二振动电机工作数量(台)砂子重量(吨)020~2032~3043~4204~5215~6226~7237~8408~104410~14
18.所述第一振动电机的功率大于第二振动电机的功率。
19.有益效果在于:针对不同的砂子重量可以选取不同数量的第一振动电机与第二振动电机的组合,确保第一振动电机与第二振动电机能够为砂子提供良好的振实效果。
20.进一步,所述第一振动电机的功率为1.5kw,所述第二振动电机的功率为1.1kw。
21.有益效果在于:选取这样的功率能够适应大多数振实场景,以满足实际需要。
22.进一步,所述第一振动电机总数量与第二振动电机总数量均为四台。
23.有益效果在于:这样的数量便于布置与安装。
24.进一步,s3中,所述根据砂子重量匹配空气弹簧的最佳弹簧进气压力,包括:根据砂子重量与最佳弹簧进气压力的对应关系,确定空气弹簧的最佳弹簧进气压力,所述砂子重量与最佳弹簧进气压力的对应关系如表2所示,
25.表2砂子重量与最佳弹簧进气压力的对应关系
[0026][0027][0028]
所述空气弹簧的进气压力范围为0.4~0.8mpa。
[0029]
有益效果在于:选取这样的进气压力范围能够提供大范围的振实效果。
[0030]
进一步,所述控制模块采用plc控制系统。
[0031]
有益效果在于:便于实现,操作简单,成本低廉。
[0032]
基于上述公开的一种应用于振实台振实造型的紧实度控制方法,本发明还公开一种应用于振实台振实造型的紧实度控制系统,包括:振实台,用于根据振实参数与最佳振动电机数据、最佳弹簧进气压力进行振实;混砂装置,用于填砂到模具;
[0033]
还包括控制模块,所述控制模块用于扫描模具信息并根据模具信息匹配相应的振实参数,所述控制模块用于获取砂子重量并根据砂子重量匹配最佳振动电机数据及空气弹簧的最佳弹簧进气压力。
[0034]
本发明的工作原理及优点在于:在本方案中,改进有二:一方面,根据模具信息匹配相应的振实参数,比如说,根据模具尺寸与模具重量确定振实频率与振实振幅,使振实频率、振实振幅均与模具尺寸、模具重量相匹配、相适应,从而降低振实过程中紧实度的差异性;另一方面,根据砂子重量匹配最佳振动电机数据及空气弹簧的最佳弹簧进气压力,比如说,根据砂子重量确定振动电机工作数量以及最佳弹簧进气压力,使振动电机工作数量、空气弹簧的最佳弹簧进气压力均与砂子重量相匹配、相适应,确保振实时可以减少砂子中存留的空气,降低砂子间的缝隙。通过这样的方式,能够降低紧实度差异,防止浇注时紧实度过高导致退让性和透气性变差,紧实度过低导致强度不足。
附图说明
[0035]
图1为本发明一种应用于振实台振实造型的紧实度控制方法实施例的流程图。
具体实施方式
[0036]
下面通过具体实施方式进一步详细的说明:
[0037]
实施例1
[0038]
实施例基本如附图1所示,一种应用于振实台振实造型的紧实度控制方法,包括:
[0039]
s1、控制模块扫描模具信息,根据模具信息匹配相应的振实参数。所述模具信息包
括模具尺寸与模具重量,所述振实参数包括振实频率与振实振幅,这样对于较大的模具尺寸、模具重量可以采用较大的振实频率与振实振幅,对于较小的模具尺寸、模具重量可以采用较小的振实频率与振实振幅,以降低振实过程中紧实度的差异性。所述控制模块采用plc控制系统,便于实现,操作简单,成本低廉。
[0040]
s2、启动混砂装置对模具进行填砂,填砂完毕之后获取砂子重量。
[0041]
s3、根据砂子重量匹配最佳振动电机数据及空气弹簧的最佳弹簧进气压力。
[0042]
在本实施例中,所述根据砂子重量匹配最佳振动电机数据包括:根据砂子重量与第一振动电机工作数量、第二振动电机工作数量的对应关系,确定第一振动电机工作数量与第二振动电机工作数量,也即,对于较大的砂子重量可以采用较多的第一振动电机工作数量与第二振动电机工作数量,对于较小的砂子重量可以采用较少的第一振动电机工作数量与第二振动电机工作数量,以减少砂子中存留的空气,降低砂子间的缝隙。所述砂子重量范围、第一振动电机工作数量、第二振动电机工作数量的对应关系如表1所示,
[0043]
表1砂子重量第一振动电机工作数量、第二振动电机工作数量的对应关系
[0044]
第一振动电机工作数量(台)第二振动电机工作数量(台)砂子重量(吨)020~2032~3043~4204~5215~6226~7237~8408~104410~14
[0045]
其中,所述第一振动电机的功率大于第二振动电机的功率,这样针对不同的砂子重量可以选取不同数量的第一振动电机与第二振动电机的组合,确保第一振动电机与第二振动电机能够为砂子提供良好的振实效果。所述第一振动电机的功率为1.5kw,所述第二振动电机的功率为1.1kw,选取这样的功率能够适应大多数振实场景,以满足实际需要;所述第一振动电机总数量与第二振动电机总数量均为四台,这样的数量便于布置与安装。所述根据砂子重量匹配空气弹簧的最佳弹簧进气压力,也即,根据砂子重量与最佳弹簧进气压力的对应关系,确定空气弹簧的最佳弹簧进气压力,所述砂子重量与最佳弹簧进气压力的对应关系如表2所示,
[0046]
表2砂子重量与最佳弹簧进气压力的对应关系
[0047][0048]
所述空气弹簧的进气压力范围为0.4~0.8mpa,一般不会超过0.7mpa,选取这样的进气压力范围能够提供大范围的振实效果。
[0049]
s4、启动振实台,完成振实造型。
[0050]
在本实施例中,列举以下两个例子进行简单说明:
[0051]
情况a:模具尺寸为2200mm
×
1700mm
×
300mm,模具重量为1907kg,这些信息存储在二维码之中,二维码贴在模具上,通过plc系统扫描二维码调出与模具相应的振实频率为40hz、振实振幅0.70mm,启动混砂装置填砂并获取砂子重量,假如砂子重量为1.5t,那么,根据表1选择第一振动电机工作数量为0台、第二振动电机工作数量为2台,也即选择2台1.1kw的振动电机来进行工作,根据表2选择空气弹簧的进气压力为0.4mpa,启动振实台振实,制备出300件2200mm
×
1700mm
×
300mm的砂型,获得的砂型质量高、成型时间短、无需人工操作。
[0052]
情况b:模具尺寸为1400mm
×
1400mm
×
300mm,模具重量为999.6kg,这些信息也存储在二维码之中,二维码也贴在模具上,通过plc系统扫描二维码调出与模具相应的振实频率为25hz、振实振幅0.35mm,启动混砂装置填砂并获取砂子重量,假如砂子重量为2.5t,那么,根据表1选择第一振动电机工作数量为0台、第二振动电机工作数量为3台,也即选择3台1.1kw的振动电机来进行工作,根据表2选择空气弹簧的进气压力为0.4mpa,启动振实台振实,制备出200件1400mm
×
1400mm
×
300mm的砂型,获得的砂型质量高、成型时间短、无需人工操作。
[0053]
在本实施例中,砂子会装入模具之中,将装有砂子的模具放置到振实台上由振动电机与空气弹簧进行振实,装有砂子的模具与振实台相当于“谐振子”,装有砂子的模具的质量会影响“谐振子”的整体集中质量,从而影响“谐振子”的运动。一方面,根据模具信息匹配相应的振实参数,比如说,根据模具尺寸与模具重量确定振实频率与振实振幅,使振实频率、振实振幅均与模具尺寸、模具重量相匹配、相适应,相较于采用固定频率、固定振幅的模式来说,振实参数可以根据模具信息进行调整与匹配,从而降低振实过程中紧实度的差异性;另一方面,根据砂子重量匹配最佳振动电机数据,并根据砂子重量匹配空气弹簧的最佳弹簧进气压力,使振动电机工作数量、空气弹簧的最佳弹簧进气压力均与砂子重量相匹配、相适应,确保振实时可以很好地减少砂子中存留的空气,降低砂子间的缝隙;这样能够降低紧实度的差异,防止浇注时紧实度过高导致退让性和透气性变差,紧实度过低导致强度不
足。
[0054]
实施例2
[0055]
与实施例1不同之处仅在于,基于上述实施例公开的一种应用于振实台振实造型的紧实度控制方法,还公开一种应用于振实台振实造型的紧实度控制系统,包括:振实台,用于根据振实参数与最佳振动电机数据、最佳弹簧进气压力进行振实;混砂装置,用于填砂到模具;还包括控制模块,所述控制模块用于扫描模具信息并根据模具信息匹配相应的振实参数,所述控制模块用于获取砂子重量并根据砂子重量匹配最佳振动电机数据及空气弹簧的最佳弹簧进气压力。在本实施例中,一方面,根据模具信息匹配相应的振实参数,降低振实过程中紧实度的差异性;另一方面,根据砂子重量匹配最佳振动电机数据及空气弹簧的最佳弹簧进气压力,确保振实时可以减少砂子中存留的空气,降低砂子间的缝隙,这样能够降低紧实度差异,防止浇注时紧实度过高导致退让性和透气性变差,避免紧实度过低导致强度不足。
[0056]
以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1