薄壁蜡件顶出工艺及薄壁蜡件气动顶出机构的制作方法
1.本发明涉及一种薄壁蜡件顶出工艺及薄壁蜡件气动顶出机构,属于模具成型技术领域。
背景技术:
2.在使用脱蜡铸造法对铸件进行铸造前,需要使用铸造蜡成型出蜡件,对于面积大壁厚较薄的蜡件,现有多数是采用多个活块拼装配合构成活块组件来对面积大壁厚较薄的蜡件进行成型(例如中国专利公开号为cn107626887b的一种中间带隔层腔体的蜡模的成型方法),虽然能对蜡件成型,但是,在蜡件固定成型后,蜡件自身带有温度质地偏软强度低,存在容易在多个活块依次取模时被活块带动的蜡件局部产生较大变形的问题,难以保证面积大壁厚较薄蜡件的整体质量。
技术实现要素:
3.为解决上述技术问题,本发明提供了一种薄壁蜡件顶出工艺。
4.本发明还提供了一种进行薄壁蜡件顶出工艺用的薄壁蜡件气动顶出机构。
5.本发明通过以下技术方案得以实现。
6.本发明提供的一种薄壁蜡件顶出工艺,使用了薄壁蜡件气动顶出机构,包括如下:使用空压机向位于整体结构的后模侧面的进气道端口通入高压气体,高压气体能在内芯子顶部与主体顶部间隙配合锥面散开,并在内芯子被气压微微抬起后,对蜡件底部整体均匀吹气产生向上的吹力与后模顶面成型凹槽吹起脱离的步骤。
7.一种薄壁蜡件气动顶出机构,包括:
8.整体结构的后模,后模顶面设有成型凹槽;
9.后模上设有进气道,进气道一端与后模侧面连通,进气道另一端连通在后模顶面上;
10.气动顶出组件,气动顶出组件安装在位于后模顶面成型凹槽处的进气道端口内,气动顶出组件控制从进气道通入的高压气体对蜡件底面整体均匀与后模顶面成型凹槽吹起脱离。
11.所述气动顶出组件,包括:主体,主体与位于后模顶面成型凹槽处的进气道端口固定配合的主体;
12.内芯子,与主体中部通孔间隙配合;
13.对内芯子进行限位的限位横杆;
14.为内芯子向下复位提供弹性复位力的弹簧。
15.所述主体与位于后模顶面成型凹槽处的进气道端口经螺纹旋合或过盈固定配合。
16.所述主体中部设有通孔,通孔顶部为锥形,通孔中部为台阶,通孔底部两侧设有限位槽。
17.所述内芯子顶部为锥形与主体通孔顶部锥面间隙配合。
18.所述内芯子中部与主体中部通孔台阶段间隙可滑动配合。
19.所述内芯子底部设有通孔并过盈固定安装有限位横杆,限位横杆两端伸入主体中部通孔底部两侧的限位槽中,限位横杆与主体的限位槽顶部有间隔。
20.所述弹簧套在位于主体中部通孔台阶段的内芯子外部,弹簧一端与主体中部通孔台阶顶部抵住接触,弹簧另一端与限位横杆抵住接触,弹簧为内芯子向下复位提供弹性复位力。
21.连通在后模顶面上的所述进气道另一端为多个,所述气动顶出组件为多个对应安装在多个连通在后模顶面上的进气道另一端。
22.本发明的有益效果在于:当蜡件在整体结构的后模顶面成型凹槽固化成型后,向进气道通入的高压气体,气动顶出组件控制从进气道通入的高压气体对蜡件底面整体均匀与后模顶面成型凹槽吹起脱离,避免了蜡件局部产生较大变形,保证面积大壁厚较薄蜡件的整体质量,解决了存在容易在多个活块依次取模时被活块带动的蜡件局部产生较大变形的问题。
附图说明
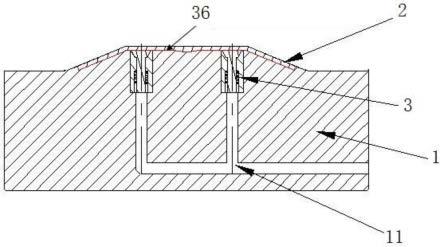
23.图1是本发明后模与气动顶出组件位置的主视剖面示意图;
24.图2是本发明气动顶出组件的主视剖面示意图;
25.图中:1-后模;11-进气道;2-蜡件;3-气动顶出组件;31-主体;32-内芯子;33-限位横杆;34-弹簧;35-间隙锥面;36-分离间隙。
具体实施方式
26.下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
27.如图1至图2所示。
28.本申请的一种薄壁蜡件气动顶出机构,包括:
29.提供成型基础由刚性材料制成整体结构的后模1,后模1顶面设有供薄壁的蜡件2固化成型的成型凹槽;
30.后模1上设有进气道11,进气道11一端与后模1侧面连通,进气道11另一端连通在后模1顶面上,当薄壁的蜡件2固化成型在后模1顶面的成型凹槽后,进气道11另一端在蜡件2底面;
31.气动顶出组件3,气动顶出组件3安装在位于后模1顶面成型凹槽处的进气道11端口内,气动顶出组件3控制从进气道11通入的高压气体对蜡件2底面整体均匀与后模1顶面成型凹槽吹起脱离。
32.当蜡件2在整体结构的后模1顶面成型凹槽固化成型后,向进气道11通入的高压气体,气动顶出组件3控制从进气道11通入的高压气体对蜡件2底面整体均匀与后模1顶面成型凹槽吹起脱离,避免了蜡件局部产生较大变形,保证面积大壁厚较薄蜡件的整体质量,解决了存在容易在多个活块依次取模时被活块带动的蜡件局部产生较大变形的问题。
33.所述气动顶出组件3,包括:与位于后模1顶面成型凹槽处的进气道11端口经螺纹旋合或过盈固定配合的主体31,主体31中部设有通孔,通孔顶部为锥形,通孔中部为台阶,通孔底部两侧设有限位槽;
34.与主体31中部通孔间隙配合的内芯子32,内芯子32顶部为锥形与主体31通孔顶部锥面间隙配合,高压气体能在内芯子32顶部与主体31顶部间隙配合锥面散开对蜡件2底部均匀吹气产生向上的吹力;内芯子32中部与主体31中部通孔台阶段间隙可滑动配合;
35.内芯子32底部设有通孔并过盈固定安装有限位横杆33,限位横杆33两端伸入主体31中部通孔底部两侧的限位槽中,限位横杆33与主体31的限位槽顶部有间隔;
36.位于主体31中部通孔台阶段的内芯子32外部套有弹簧34,弹簧34一端与主体31中部通孔台阶顶部抵住接触,弹簧34另一端与限位横杆33抵住接触,弹簧34为内芯子32向下复位提供弹性复位力。
37.连通在后模1顶面上的所述进气道11另一端为多个,所述气动顶出组件3为多个对应安装在多个连通在后模1顶面上的进气道11另一端。
38.本申请的一种薄壁蜡件顶出工艺,使用了薄壁蜡件气动顶出机构,包括如下:使用空压机向位于整体结构的后模1侧面的进气道11端口通入高压气体,高压气体能在内芯子32顶部与主体31顶部间隙配合锥面散开,并在内芯子32被气压微微抬起后,对蜡件2底部整体均匀吹气产生向上的吹力与后模1顶面成型凹槽吹起脱离的步骤。
39.空压机向位于整体结构的后模1侧面的进气道11端口通入高压气体,先克服弹簧34的弹性力,使得内芯子32轻微顶起对应蜡件2的位置,此时气体从内芯子32顶部锥形与主体31顶部锥形间隙配合形成的间隙锥面35对蜡件2底部均匀吹气产生向上的吹力,蜡件2此时受到气压作用开始从内芯子32顶部周边与整体结构的后模1顶面成型凹槽分离,分离至只有远离内芯子32的蜡件2外周与后模1顶面成型凹槽接触吸附后,气压持续升高填充在蜡件2与后模1顶面成型凹槽的分离间隙36中,气压二次克服弹簧34的弹性力,在限位横杆33的限位作用下使得内芯子32微微抬起将蜡件2完全与后模1顶面成型凹槽分离,实现对蜡件2底部整体均匀吹气产生向上的吹力与后模1顶面成型凹槽吹起脱离。
技术特征:
1.一种薄壁蜡件顶出工艺,其特征在于,使用了薄壁蜡件气动顶出机构,包括如下:使用空压机向位于整体结构的后模(1)侧面的进气道(11)端口通入高压气体,高压气体能在内芯子(32)顶部与主体(31)顶部间隙配合锥面散开,并在内芯子(32)被气压微微抬起后,对蜡件(2)底部整体均匀吹气产生向上的吹力与后模(1)顶面成型凹槽吹起脱离的步骤。2.一种薄壁蜡件气动顶出机构,其特征在于,包括:整体结构的后模(1),后模(1)顶面设有成型凹槽;后模(1)上设有进气道(11),进气道(11)一端与后模(1)侧面连通,进气道(11)另一端连通在后模(1)顶面上;气动顶出组件(3),气动顶出组件(3)安装在位于后模(1)顶面成型凹槽处的进气道(11)端口内,气动顶出组件(3)控制从进气道(11)通入的高压气体对蜡件(2)底面整体均匀与后模(1)顶面成型凹槽吹起脱离。3.如权利要求2所述的薄壁蜡件气动顶出机构,其特征在于:所述气动顶出组件(3),包括:主体(31),主体(31)与位于后模(1)顶面成型凹槽处的进气道(11)端口固定配合的主体(31);内芯子(32),与主体(31)中部通孔间隙配合;对内芯子(32)进行限位的限位横杆(33);为内芯子(32)向下复位提供弹性复位力的弹簧(34)。4.如权利要求3所述的薄壁蜡件气动顶出机构,其特征在于:所述主体(31)与位于后模(1)顶面成型凹槽处的进气道(11)端口经螺纹旋合或过盈固定配合。5.如权利要求4所述的薄壁蜡件气动顶出机构,其特征在于:所述主体(31)中部设有通孔,通孔顶部为锥形,通孔中部为台阶,通孔底部两侧设有限位槽。6.如权利要求3所述的薄壁蜡件气动顶出机构,其特征在于:所述内芯子(32)顶部为锥形与主体(31)通孔顶部锥面间隙配合。7.如权利要求6所述的薄壁蜡件气动顶出机构,其特征在于:所述内芯子(32)中部与主体(31)中部通孔台阶段间隙可滑动配合。8.如权利要求7所述的薄壁蜡件气动顶出机构,其特征在于:所述内芯子(32)底部设有通孔并过盈固定安装有限位横杆(33),限位横杆(33)两端伸入主体(31)中部通孔底部两侧的限位槽中,限位横杆(33)与主体(31)的限位槽顶部有间隔。9.如权利要求3所述的薄壁蜡件气动顶出机构,其特征在于:所述弹簧(34)套在位于主体(31)中部通孔台阶段的内芯子(32)外部,弹簧(34)一端与主体(31)中部通孔台阶顶部抵住接触,弹簧(34)另一端与限位横杆(33)抵住接触,弹簧(34)为内芯子(32)向下复位提供弹性复位力。10.如权利要求2所述的薄壁蜡件气动顶出机构,其特征在于:连通在后模(1)顶面上的所述进气道(11)另一端为多个,所述气动顶出组件(3)为多个对应安装在多个连通在后模(1)顶面上的进气道(11)另一端。
技术总结
本发明公开了一种薄壁蜡件顶出工艺及薄壁蜡件气动顶出机构,所述薄壁蜡件顶出工艺,使用了薄壁蜡件气动顶出机构。所述薄壁蜡件气动顶出机构,包括:整体结构的后模,后模顶面设有成型凹槽;后模上设有进气道,进气道一端与后模侧面连通,进气道另一端连通在后模顶面上;气动顶出组件,气动顶出组件安装在位于后模顶面成型凹槽处的进气道端口内。当蜡件在整体结构的后模顶面成型凹槽固化成型后,向进气道通入的高压气体,气动顶出组件控制从进气道通入的高压气体对蜡件底面整体均匀与后模顶面成型凹槽吹起脱离,避免了蜡件局部产生较大变形,解决了存在容易在多个活块依次取模时被活块带动的蜡件局部产生较大变形的问题。活块带动的蜡件局部产生较大变形的问题。活块带动的蜡件局部产生较大变形的问题。
技术研发人员:张庭 许黄军 张袭永
受保护的技术使用者:贵州安吉航空精密铸造有限责任公司
技术研发日:2022.07.20
技术公布日:2022/11/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1