55Ni20Cr10Fe9Co高温合金的生产方法与流程
55ni20cr10fe9co高温合金的生产方法
技术领域
1.本发明涉及一种高温合金的轧制及热处理方法,尤其是一种55ni20cr10fe9co高温合金的生产方法。
背景技术:
2.55ni20cr10fe9co高温合金具有较高的强度、良好的抗疲劳性能和较高的高温硬度。由于55ni20cr10fe9co高温合金co含量较高,能够细化晶粒,提高钢的高温强度和硬度,在较高的温度下具有很好的耐磨性和尺寸稳定性。但是,采用常规的轧制方法对55ni20cr10fe9co高温合金进行轧制时,容易造成晶粒较大、硬度较低等问题,造成了高温服役性能短、综合成本较高等问题。
技术实现要素:
3.本发明要解决的技术问题是提供一种55ni20cr10fe9co高温合金的生产方法,以提高其轧制成材率和服役寿命。
4.为解决上述技术问题,本发明所采取的技术方案是:其包括轧前热处理、轧制和时效处理工序;所述轧前热处理工序:将锻坯加热到800
±
10℃,保温;再随炉升温至1130
±
10℃,保温;所述轧制工序:所述锻坯先在1130℃~1150℃进行初次轧制,随后控温至960℃~980℃进行终轧成形,得到轧棒;所述时效处理工序:所述轧棒在740℃~760℃保温后,降温至640℃~660℃、保温,最后空冷。
5.本发明所述轧前热处理工序中,在800
±
10℃保温60~90min,在1130
±
10℃保温120~150min。
6.本发明所述时效处理工序中,轧棒在740℃~760℃保温22~24h,0.5h及以内降温至640℃~660℃、保温22~24h,最后空冷。
7.采用上述技术方案所产生的有益效果在于:本发明能使55ni20cr10fe9co高温合金基体组织具有良好的应力状态,保证了后续热加工顺利完成;所述轧制工艺能使轧棒组织更为均匀稳定,且晶粒更细化;通过时效处理,既保证了硬化相的充分析出,也保证了材料具有足够高的硬度。
8.本发明所得55ni20cr10fe9co高温合金锻件检测650℃拉伸性能,其抗拉强度为1150~1320mpa、屈服强度为910~1050mpa、断面收缩率为18%~25%、硬度为44.5~47.5hrc。
具体实施方式
9.下面结合具体实施方式对本发明作进一步详细的说明。
10.实施例1-6:本55ni20cr10fe9co高温合金的生产方法具体如下所述。
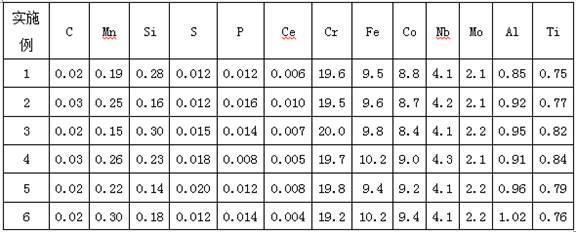
11.(1)所述55ni20cr10fe9co高温合金的化学元素及其重量百分含量为:c 0.01%~0.03%、mn≤0.30%、si≤0.30%、s≤0.020%、p≤0.020%、稀土≤0.010%,cr 19.0%~21.0%、fe 9.0%~11.0%、co 8.0%~10.0%、nb 4.0%~4.5%、mo 2.0%~2.5%、al 0.8%~1.20%,ti 0.7%~1.0%、余量为ni。各实施例所述55ni20cr10fe9co高温合金的主要化学元素见表1。
12.表1:各实施例55ni20cr10fe9co高温合金的主要化学元素(wt%)(2)所述55ni20cr10fe9co高温合金的生产方法包括轧前热处理、轧制、时效处理工序;各工序工艺如下所述:a、锻前热处理工序:将锻坯加热到800
±
10℃、第一次保温60~90min;再随炉升温至1130
±
10℃、第二次保温120~150min。
13.b、轧制工序:所述锻坯先在1130℃~1150℃进行初次轧制,随后控温至960℃~980℃进行终轧成型,得到轧棒;c、时效处理工序:所述轧棒在740℃~760℃、一段保温22~24h;0.5h及以内降温至640℃~660℃,随后二段保温22~24h,最后空冷至室温,即可得到55ni20cr10fe9co高温合金轧棒成品。各实施例的具体工艺见表2。
14.表2:各实施例的具体工艺
(3)各实施例所得55ni20cr10fe9co高温合金轧制成品进行高温拉伸性能检测,检测结果见表3。
15.表3:各实施例所得55ni20cr10fe9co高温拉伸性能及硬度检测结果。
技术特征:
1.一种55ni20cr10fe9co高温合金的生产方法,其特征在于:其包括轧前热处理、轧制和时效处理工序;所述轧前热处理工序:将锻坯加热到800
±
10℃,保温;再随炉升温至1130
±
10℃,保温;所述轧制工序:所述锻坯先在1130℃~1150℃进行初次轧制,随后控温至960℃~980℃进行终轧成形,得到轧棒;所述时效处理工序:所述轧棒在740℃~760℃保温后,降温至640℃~660℃、保温,最后空冷。2.根据权利要求1所述的55ni20cr10fe9co高温合金的生产方法,其特征在于:所述轧前热处理工序中,在800
±
10℃保温60~90min,在1130
±
10℃保温120~150min。3.根据权利要求1或2所述的55ni20cr10fe9co高温合金的生产方法,其特征在于:所述时效处理工序中,轧棒在740℃~760℃保温22~24h,0.5h及以内降温至640℃~660℃、保温22~24h,最后空冷。
技术总结
本发明公开了一种55Ni20Cr10Fe9Co高温合金的生产方法,其包括轧前热处理、轧制和时效处理工序;所述轧前热处理工序:将锻坯加热到800
技术研发人员:吕达
受保护的技术使用者:河钢股份有限公司
技术研发日:2022.08.30
技术公布日:2022/12/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1