一种工件精加工的打磨方法与流程
1.本发明涉及工件打磨技术领域,具体涉及一种工件精加工的打磨方法。
背景技术:
2.打磨机用于去毛刺、表面锈蚀处理、抛光、打磨洗净等加工工艺中。打磨机的打磨头可以为砂带、尼龙轮、抛光轮等器件。目前打磨头打磨工件时,先通过人工将工件对应放置于打磨头处,然后启动打磨机进行打磨,人工放置具有一定的危险性,容易误伤,且打磨的效率低下,打磨精度也无法保证,另外,工件打磨后需要清洗,现有技术中打磨和清洗分开进行,还需再将工件进行运输,影响生产效率,也容易将打磨的碎屑四处散落,污染加工环境。
技术实现要素:
3.本发明的目的在于提供一种工件精加工的打磨方法,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:包括以下步骤:1)将工件置于输送带上,工件输送至打磨区域时,打磨设备侧面的机器人携带视觉传感器,对工件进行扫描,机器人与视觉传感器在相同时间周期内向控制器传输数据,视觉传感器传输的数据包括当前扫描到的工件轮廓数据;2)控制系统核实工件轮廓数据是否在打磨区域内,并计算工件是否到达指定位置,到达后控制器控制输送带停止输送;3)控制器控制丝杠电机正转,使打磨设备的打磨轮向工件方向移动一定高度,到达可打磨位置;4)打磨设备的打磨头对工件进行打磨;5)打磨后,控制器控制丝杠电机反转,使打磨轮向工件反方向移动,离开可打磨位置,返回原位置;6)视觉传感器反馈距离信息,计算打磨头是否离开打磨位置;7)打磨头上升后,工件直接落入下方的密封清洗槽中;8)向密封清洗槽输送溶剂加热蒸汽,对工件进行清洗;9)通过判断系统判断是否清洗完成,若完成,将工件取出完成打磨和清洗。
5.优选的,所述步骤7中,工件落入后,对密封清洗槽进行减压,若密封清洗槽内压力小于等于预设压力,则停止减压。
6.优选的,所述步骤8中,若密封清洗槽内压力大于等于预设压力,则返回减压步骤。
7.优选的,所述步骤9中,若密封清洗槽内的温度变化幅度小于等于预设温度变化幅度,且密封清洗槽内的温度大于等于预设温度时,判断清洗完成。
8.与现有技术相比,本发明的有益效果是:1、工件通过输送带输送至打磨区域,无需人工放置,提高加工安全性,避免误伤;
2、通过视觉传感器自动识别工件所处区域,并通过系统核实工件轮廓数据是否在打磨区域内,再进行打磨,打磨更精准,打磨效率提升;3、工件打磨后直接下落进行清洗,不存在中途运输,不会将打磨的碎屑四处散落,防止污染环境,省去运输步骤,提升加工效率,清洗时间由系统控制,自动化程度高。
附图说明
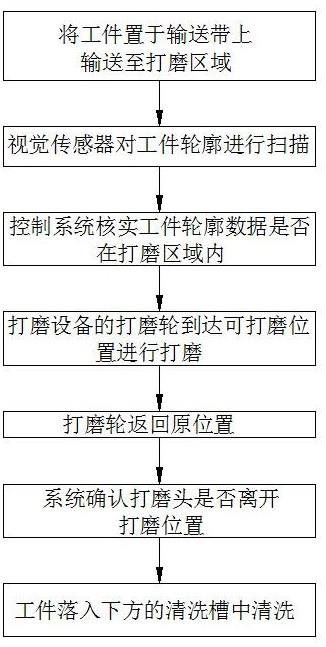
9.图1为本发明的流程示意图。
具体实施方式
10.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
11.请参阅图1,本实施例提供一种工件精加工的打磨方法,包括以下步骤:1)将工件置于输送带上,工件输送至打磨区域时,打磨设备侧面的机器人携带视觉传感器,对工件进行扫描,机器人与视觉传感器在相同时间周期内向控制器传输数据,视觉传感器传输的数据包括当前扫描到的工件轮廓数据,工件通过输送带输送至打磨区域,无需人工放置,自动化程度提升,且工件打磨位置更精准,无需通过人工进行识别,加工安全性提升,避免误伤。
12.2)控制系统核实工件轮廓数据是否在打磨区域内,并计算工件是否到达指定位置,到达后控制器控制输送带停止输送。
13.3)控制器控制丝杠电机正转,使打磨设备的打磨轮向工件方向移动一定高度,到达可打磨位置,通过视觉传感器自动识别工件所处区域,并通过系统核实工件轮廓数据是否在打磨区域内,再进行打磨,打磨更精准,打磨效率提升。
14.4)打磨设备的打磨头对工件进行打磨,打磨时产生的碎屑可通过收集装置进行收集。
15.5)打磨后,控制器控制丝杠电机反转,使打磨轮向工件反方向移动,离开可打磨位置,返回原位置,确保后续工件清洗时不会受到影响。
16.6)视觉传感器反馈距离信息,计算打磨头是否离开打磨位置。
17.7)打磨头上升后,通过驱动装置驱动工件移动至侧面下方的密封清洗槽中,工件打磨后直接下落进行清洗,不存在中途运输,不会将碎屑四处散落,防止污染环境,省去运输步骤,提升加工效率。
18.工件落入后,对密封清洗槽进行减压,若密封清洗槽内压力小于等于预设压力,则停止减压。
19.8)向密封清洗槽输送溶剂加热蒸汽,对工件进行清洗,若密封清洗槽内压力大于等于预设压力,则返回减压步骤。
20.9)通过判断系统判断是否清洗完成,若密封清洗槽内的温度变化幅度小于等于预设温度变化幅度,且密封清洗槽内的温度大于等于预设温度时,判断清洗完成,若完成,将工件取出完成打磨和清洗,清洗时间由系统控制,自动化程度高。
21.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的保护范围由所附权利要求及其等同物限定。
技术特征:
1.一种工件精加工的打磨方法,其特征在于:包括以下步骤:将工件置于输送带上,工件输送至打磨区域时,打磨设备侧面的机器人携带视觉传感器,对工件进行扫描,机器人与视觉传感器在相同时间周期内向控制器传输数据,视觉传感器传输的数据包括当前扫描到的工件轮廓数据;控制系统核实工件轮廓数据是否在打磨区域内,并计算工件是否到达指定位置,到达后控制器控制输送带停止输送;控制器控制丝杠电机正转,使打磨设备的打磨轮向工件方向移动一定高度,到达可打磨位置;打磨设备的打磨头对工件进行打磨;打磨后,控制器控制丝杠电机反转,使打磨轮向工件反方向移动,离开可打磨位置,返回原位置;视觉传感器反馈距离信息,计算打磨头是否离开打磨位置;打磨头上升后,工件直接落入下方的密封清洗槽中;向密封清洗槽输送溶剂加热蒸汽,对工件进行清洗;通过判断系统判断是否清洗完成,若完成,将工件取出完成打磨和清洗。2.根据权利要求1所述的一种工件精加工的打磨方法,其特征在于:所述步骤7中,工件落入后,对密封清洗槽进行减压,若密封清洗槽内压力小于等于预设压力,则停止减压。3.根据权利要求1所述的一种工件精加工的打磨方法,其特征在于:所述步骤8中,若密封清洗槽内压力大于等于预设压力,则返回减压步骤。4.根据权利要求1所述的一种工件精加工的打磨方法,其特征在于:所述步骤9中,若密封清洗槽内的温度变化幅度小于等于预设温度变化幅度,且密封清洗槽内的温度大于等于预设温度时,判断清洗完成。
技术总结
本发明公开了一种工件精加工的打磨方法。具体为:将工件置于输送带上输送至打磨区域,视觉传感器对工件进行扫描,视觉传感器传输的数据包括当前扫描到的工件轮廓数据;控制系统核实工件轮廓数据是否在打磨区域内;打磨设备的打磨轮到达可打磨位置,进行打磨;打磨后,打磨轮返回原位置;系统确认打磨头是否离开打磨位置;工件直接落入下方的密封清洗槽中清洗。本发明的有益效果是:通过视觉传感器自动识别工件所处区域,并通过系统核实工件轮廓数据是否在打磨区域内,再进行打磨,打磨更精准,打磨效率提升;工件打磨后直接下落进行清洗,不存在中途运输,提升加工效率,不会将打磨的碎屑四处散落,防止污染环境,自动化程度高。自动化程度高。自动化程度高。
技术研发人员:李义蕴
受保护的技术使用者:江苏玖通印刷有限责任公司
技术研发日:2022.09.28
技术公布日:2022/11/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1