采用压缩空气与水对铸钢件进行喷雾的装置的制作方法
1.本发明属于铸造冷却技术领域,涉及采用压缩空气与水对铸钢件进行喷雾的装置。
背景技术:
2.铸钢件广泛用于冶金、电力、石化、矿山等各领域中,在各行业中运用广泛。铸钢件因其铸造特性,在铸件由钢液凝固成型的过程中,通常会产生魏氏体组织(一种粗大的组织),凝固应力、收缩应力、机械应力等。
3.为了消除铸件的魏氏体组织改善铸件的力学性能,消除铸造过程中的各种应力,防止铸件组织不良、应力集中而导致铸件产生开裂及变形等,铸钢件均应进行热处理。铸钢件一般采用退火、正火+回火、正火等方式进行热处理;因采用这些方式热处理时要求温度较高,炉温达到999℃左右,对于壁厚稍大些的铸件,内部降温速度较慢极易造成晶粒长大,导致铸件出现粗晶现象,从而影响铸件的超声波探伤(ut)、铸件的机械性能以及使用。目前均采用喷雾装置加强铸件的冷却以减少粗晶现象、满足铸件的机械性能要求;现有的喷雾装置均采用轴流风机进行喷雾,其存在成本高且、易坏、不便维修、厂房原因等问题。
技术实现要素:
4.本发明的目的是提供采用压缩空气与水对铸钢件进行喷雾的装置,解决现有喷雾装置成本高且易坏的问题。
5.本发明所采用的技术方案是,采用压缩空气与水对铸钢件进行喷雾的装置,包括并列设置的压缩空气主管道、水路主管道,压缩空气主管道上设置有若干顶部冷却机构和若干底部冷却机构,水路主管道上设置有若干喷雾短水管道和喷雾长水管道,喷雾短水管道与底部冷却机构连通,喷雾长水管道与顶部冷却机构连通。
6.本发明的特征还在于,
7.若干顶部冷却机构与若干底部冷却机构间隔设置且等间距设置。
8.每个顶部冷却机构包括喷雾压缩空气长管道,喷雾压缩空气长管道的一端与压缩空气主管道连通,喷雾压缩空气长管道的另一端与喷雾长水管道远离水路主管道的一端连通。
9.喷雾压缩空气长管道上设置有压缩空气管路阀门,喷雾长水管道上设置有水管道阀门。
10.喷雾长水管道的顶端与热处理台车炉的台面之间的距离为1.8m~2m。
11.每个底部冷却机构包括喷雾压缩空气短管道,喷雾压缩空气短管道的一端与压缩空气主管道连通,喷雾压缩空气短管道的另一端与喷雾短水管道远离水路主管道的一端连通。
12.喷雾压缩空气短管道上设置有压缩空气管路阀门,喷雾短水管道上设置有水管道阀门。
13.喷雾短水管道的顶端与热处理台车炉的台面高度之间的距离为55cm~69cm。
14.本发明的有益效果是:本发明采用压缩空气与水对铸钢件进行喷雾的装置,无需采用轴流风机进行喷雾,结构简单、冷却效果好且不易损坏,同时仅通过管线连接设置,成本低廉且易于维修。
附图说明
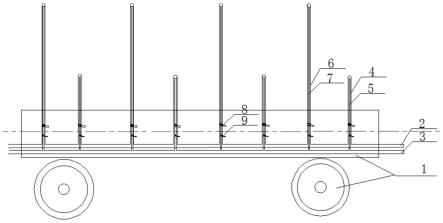
15.图1是本发明采用压缩空气与水对铸钢件进行喷雾的装置的侧视图
16.图2是本发明采用压缩空气与水对铸钢件进行喷雾的装置的主视图。
17.图中,1.热处理台车炉,2.压缩空气主管道,3.水路主管道,4.喷雾压缩空气短管道,5.喷雾短水管道,6.喷雾压缩空气长管道,7.喷雾长水管道,8.压缩空气管路阀门,9.水管道阀门。
具体实施方式
18.下面结合附图和具体实施方式对本发明进行详细说明。
19.本发明提供一种采用压缩空气与水对铸钢件进行喷雾的装置,结构如图1和图2所示,包括并列设置的压缩空气主管道2、水路主管道3,压缩空气主管道2、水路主管道3设置于支架上,支架设置于地面,压缩空气主管道2的一端设置有堵头进行封堵,压缩空气主管道2的另一端与压缩空气连通,压缩空气主管道2用于输送压缩空气,水路主管道3的一端设置有堵头进行封堵,水路主管道3的另一端与自来水连通,水路主管道3用于输送自来水,压缩空气主管道2上设置有若干顶部冷却机构和若干底部冷却机构,若干顶部冷却机构与若干底部冷却机构间隔设置且等间距设置,水路主管道3上设置有若干喷雾短水管道5和喷雾长水管道7,喷雾短水管道5与底部冷却机构连通,喷雾长水管道7与顶部冷却机构连通。
20.每个顶部冷却机构包括喷雾压缩空气长管道6,喷雾压缩空气长管道6用于喷雾时喷铸件的上面部分,喷雾压缩空气长管道6为竖直设置,喷雾压缩空气长管道6的一端与压缩空气主管道2连通,喷雾压缩空气长管道6的另一端与喷雾长水管道7远离水路主管道3的一端连通,喷雾长水管道7用于为喷雾压缩空气长管道6提供自来水,喷雾压缩空气长管道6上设置有压缩空气管路阀门8,喷雾长水管道7上设置有水管道阀门9,喷雾长水管道7的顶端与热处理台车炉1的台面之间的距离为1.8m~2m,喷雾压缩空气长管道6远离压缩空气主管道2的端部连接有喷头。
21.每个底部冷却机构包括喷雾压缩空气短管道4,喷雾压缩空气短管道4用于喷雾时喷铸件的下面部分,喷雾压缩空气短管道4为竖直设置,喷雾压缩空气短管道4的一端与压缩空气主管道2连通,喷雾压缩空气短管道4的另一端与喷雾短水管道5远离水路主管道3的一端连通,水路主管道3用于为喷雾压缩空气短管道4提供自来水,喷雾压缩空气短管道4上设置有压缩空气管路阀门8,喷雾短水管道5上设置有水管道阀门9,喷雾短水管道5的顶端与热处理台车炉1的台面之间的距离为55cm~69cm,喷雾压缩空气短管道4远离压缩空气主管道2的端部连接有喷头。
22.本发明一种采用压缩空气与水对铸钢件进行喷雾的装置的工作过程为:当铸件执行完热处理正火工艺时,由热处理台车炉1(用于运输及放置铸件)将铸件从热处理炉中拉出,先打开压缩空气管路阀门8让压缩空气通气正常同时热处理台车炉1停放稳当后再将水
管道阀门9打开,则喷雾压缩空气短管道4与喷雾压缩空气长管道6的端部对铸件进行喷雾冷却,在喷雾过程中热处理人员要随时观察喷雾情况,并通过调整热处理台车炉1达到铸件与喷雾压缩空气短管道4与喷雾压缩空气长管道6的位置相对应,从而起到加速冷却的效果;喷雾达到1-2小时后可将水管道阀门9关闭,而压缩空气管路阀门8继续打开,待冷却完毕后关闭压缩空气管路阀门8。
技术特征:
1.采用压缩空气与水对铸钢件进行喷雾的装置,其特征在于,包括并列设置的压缩空气主管道(2)、水路主管道(3),所述压缩空气主管道(2)上设置有若干顶部冷却机构和若干底部冷却机构,所述水路主管道(3)上设置有若干喷雾短水管道(5)和喷雾长水管道(7),所述喷雾短水管道(5)与底部冷却机构连通,所述喷雾长水管道(7)与顶部冷却机构连通。2.根据权利要求1所述的采用压缩空气与水对铸钢件进行喷雾的装置,其特征在于,若干所述顶部冷却机构与若干所述底部冷却机构间隔设置且等间距设置。3.根据权利要求2所述的采用压缩空气与水对铸钢件进行喷雾的装置,其特征在于,每个所述顶部冷却机构包括喷雾压缩空气长管道(6),所述喷雾压缩空气长管道(6)的一端与压缩空气主管道(2)连通,所述喷雾压缩空气长管道(6)的另一端与喷雾长水管道(7)远离水路主管道(3)的一端连通。4.根据权利要求3所述的采用压缩空气与水对铸钢件进行喷雾的装置,其特征在于,所述喷雾压缩空气长管道(6)上设置有压缩空气管路阀门(8),所述喷雾长水管道(7)上设置有水管道阀门(9)。5.根据权利要求3所述的采用压缩空气与水对铸钢件进行喷雾的装置,其特征在于,所述喷雾长水管道(7)的顶端与热处理台车炉(1)的台面之间的距离为1.8m~2m。6.根据权利要求2所述的采用压缩空气与水对铸钢件进行喷雾的装置,其特征在于,每个所述底部冷却机构包括喷雾压缩空气短管道(4),所述喷雾压缩空气短管道(4)的一端与压缩空气主管道(2)连通,所述喷雾压缩空气短管道(4)的另一端与喷雾短水管道(5)远离水路主管道(3)的一端连通。7.根据权利要求6所述的采用压缩空气与水对铸钢件进行喷雾的装置,其特征在于,所述喷雾压缩空气短管道(4)上设置有压缩空气管路阀门(8),喷雾短水管道(5)上设置有水管道阀门(9)。8.根据权利要求6所述的采用压缩空气与水对铸钢件进行喷雾的装置,其特征在于,所述喷雾短水管道(5)的顶端与热处理台车炉(1)的台面之间的距离为55cm~69cm。
技术总结
本发明公开了采用压缩空气与水对铸钢件进行喷雾的装置,包括并列设置的压缩空气主管道、水路主管道,压缩空气主管道上设置有若干顶部冷却机构和若干底部冷却机构,水路主管道上设置有若干喷雾短水管道和喷雾长水管道,喷雾短水管道与底部冷却机构连通,喷雾长水管道与顶部冷却机构连通。本发明装置解决现有喷雾装置成本高且易坏以及受厂房影响等问题。装置成本高且易坏以及受厂房影响等问题。装置成本高且易坏以及受厂房影响等问题。
技术研发人员:杨广
受保护的技术使用者:中冶陕压重工设备有限公司
技术研发日:2022.10.20
技术公布日:2023/1/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1