一种多层轻合金陶瓷复合结构整体液态成型方法
本发明涉及一种多层轻合金陶瓷复合结构整体液态成型方法,属于轻合金-陶瓷复合结构制备领域。
背景技术:
1、随着材料的不断的发展,飞机部件在确保安全的前提下逐步要求减重以达到节约减排的目的,镁合金作为一种比强度高,重量轻,加工性能好等优点逐步在飞机上应用。在飞机飞行时,发动机叶片可能由于鸟撞击、外物损伤、高低周疲劳或材料缺陷等原因断裂飞出。此时,如果机匣不能包容失效叶片产生的危害,叶片碎片将有可能切断油管或控制线路,进而击穿机身等,从而导致飞机失控、起火等灾难性的事故。
2、目前来说民用航空发动机风扇机匣一般分为三种:一是金属机匣,主要用高强度钢、钛合金、镁合金并配有加强筋的结构来达到提高抗冲击性能,由于该种铸造工艺较为成熟应用较为广泛;二是纤维缠绕复合材料机匣,这种相对于金属机匣减重明显利于节能减排,未来会成为一种机匣制造的主流趋势;三是全复合材料风扇机厘,主要由碳纤维环氧树脂组成但是目前由于技术不成熟,应用较少。目前来说镁合金机匣的应用较为广泛,但是由于机匣对材料抗冲击性能要求较高所以需要镁合金的厚度较厚,且浇铸的模具较为复杂,材料利用率较低后续加工较为复杂。
技术实现思路
1、本发明所解决的技术问题在于:对民用航空飞机发动机机匣浇铸过程复杂,材料利用率低,后续加工繁杂,成本较高等问题,提供了一种多层轻合金陶瓷复合结构整体液态成型方法。
2、实现本发明目的的技术解决方案为:
3、一种多层轻合金陶瓷复合结构整体液态成型方法,该方法包括以下步骤:
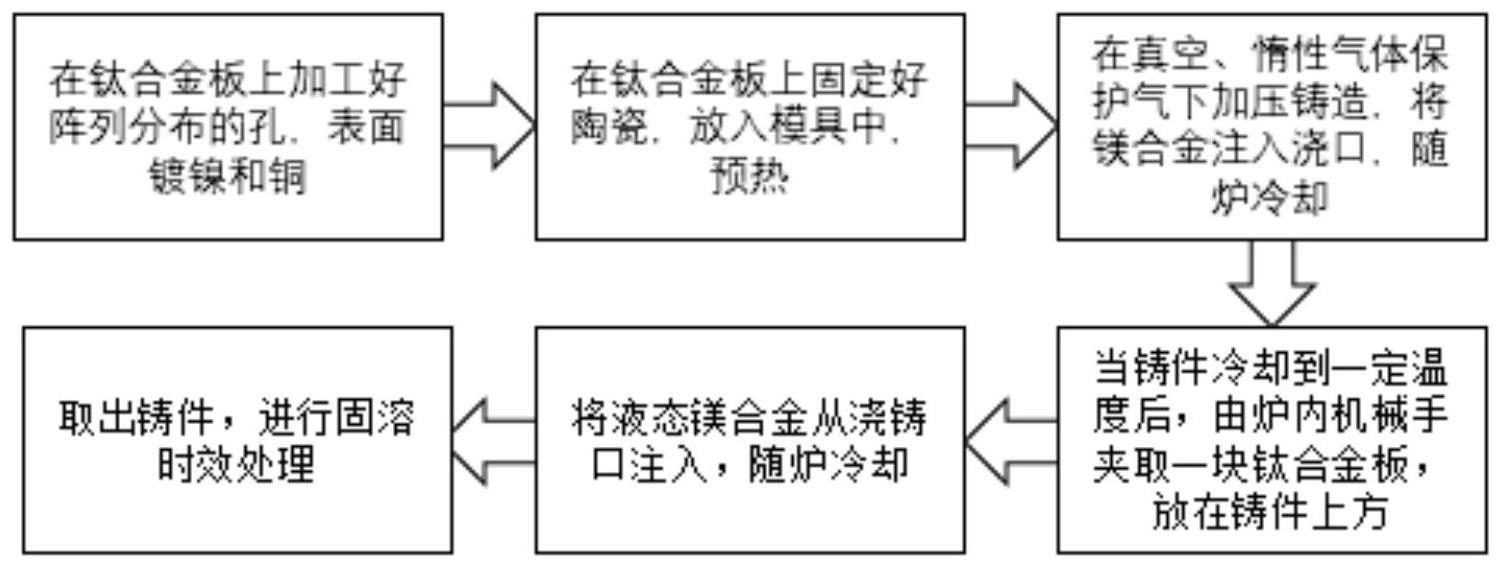
4、步骤1,在钛合金板上加工好阵列分布的孔,该孔用来固定陶瓷,并制备多块钛合金板;
5、步骤2,将上述制备好的钛合金板上固定好陶瓷,将其中一块钛合金陶瓷组装结构放入浇铸模具中,模具预热,其余组装结构放入浇铸炉中的备料箱中;
6、步骤3,在真空、惰性保护气下采用加压铸造,将液态镁合金从下层的浇铸口注入,实现液态镁合金封装钛合金、陶瓷,浇铸完成后随炉冷却;
7、步骤4,当上述铸件冷却到一定温度后,用炉内机械手从备料箱中取出一块钛合金板放入先前成型的结构上;
8、步骤5,将液态镁合金从上层浇铸口注入,随炉冷却。
9、进一步的,步骤1中,上下两层钛合金板的通孔要交叉分布,保证俯视下每个位置都有陶瓷,钛合金板位于陶瓷腰部的中上位置。
10、进一步的,步骤1中,加工好的钛合金板表面先化学镀一层镍,再用喷射沉积的方法使其表面弥散分布一层铜纳米颗粒,以便实现液态镁合金与钛合金的连接。
11、进一步的,步骤2中,陶瓷为氧化铝、氮化硅或碳化硅,形状为柱状或块状。
12、进一步的,步骤2中,陶瓷放置在钛合金板前进行化学镀镍处理,以便于实现液态镁合金封装陶瓷。
13、进一步的,步骤3中,浇铸过程除了真空环境下、通入惰性保护气还能选择添加保护剂;铸件在炉中冷却时,能够通过温度控制器实时确定液态镁合金的凝固速度。
14、进一步的,步骤3中,压力铸造的压力为30-50mpa,预热温度为250-300℃,浇铸温度为720-780℃。
15、进一步的,步骤4中,通过红外射线测温仪测得铸件温度到250-300℃时,此时,利用机械手从备料箱中取出一块组装结构放在先前铸件上方。
16、进一步的,模具的浇道数量由所需复合结构的层数来确定。
17、本发明提供一种上述方法制备的多层轻合金陶瓷复合结构。
18、本发明与现有技术相比,具有以下显著优势:1)浇铸成型精度高;2)可以实现大尺寸的镁合金、钛合金及陶瓷复合结构的制备;3)便于连续浇铸,实现多层复合结构;4)成本低,强度高,防护能力强;5)铸件内部缺陷较少,质量较高。
19、下面结合附图对本发明作进一步详细描述。
技术特征:
1.一种多层轻合金陶瓷复合结构整体液态成型方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的一种多层轻合金陶瓷复合结构整体液态成型方法,其特征在于,步骤1中,上下两层钛合金板的通孔要交叉分布,保证俯视下每个位置都有陶瓷,钛合金板位于陶瓷腰部的中上位置。
3.根据权利要求1所述的一种多层轻合金陶瓷复合结构整体液态成型方法,其特征在于,步骤1中,加工好的钛合金板表面先化学镀一层镍,再用喷射沉积的方法使其表面弥散分布一层铜纳米颗粒,以便实现液态镁合金与钛合金的连接。
4.根据权利要求1所述的一种多层轻合金陶瓷复合结构整体液态成型方法,其特征在于,步骤2中,陶瓷为氧化铝、氮化硅或碳化硅,形状为柱状或块状。
5.根据权利要求1所述的一种多层轻合金陶瓷复合结构整体液态成型方法,其特征在于,步骤2中,陶瓷放置在钛合金板前进行化学镀镍处理,以便于实现液态镁合金封装陶瓷。
6.根据权利要求1所述的一种多层轻合金陶瓷复合结构整体液态成型方法,其特征在于,步骤3中,浇铸过程除了真空环境下、通入惰性保护气还能选择添加保护剂;铸件在炉中冷却时,能够通过温度控制器实时确定液态镁合金的凝固速度。
7.根据权利要求1所述的一种多层轻合金陶瓷复合结构整体液态成型方法,其特征在于,步骤3中,压力铸造的压力为30-50mpa,预热温度为250-300℃,浇铸温度为720-780℃。
8.根据权利要求1所述的一种多层轻合金陶瓷复合结构整体液态成型方法,其特征在于,步骤4中,通过红外射线测温仪测得铸件温度到250-300℃时,此时,利用机械手从备料箱中取出一块钛合金陶瓷组装结构放于先前铸件上方。
9.根据权利要求1所述的一种多层轻合金陶瓷复合结构整体液态成型方法,其特征在于,模具的浇道数量由所需复合结构的层数来确定。
10.根据权利要求1-9任一项所述的方法制备多层轻合金陶瓷复合结构。
技术总结
本发明公开了一种多层轻合金陶瓷复合结构整体液态成型方法,该方法具体为:在钛合金板上加工通孔,制备多块钛合金板,陶瓷与钛合金表面进行化学镀;将上述制备好的钛合金板上固定好陶瓷,放入浇铸模具中,预热模具,其余钛合金板与陶瓷的组装结构放入浇铸炉中的备料箱中;在真空、惰性保护气下采用加压铸造,用液态镁合金封装陶瓷与钛合金板,之后随炉冷却;当上述结构冷却到一定温度后,由炉内机械手从备料箱中取出一块钛合金陶瓷组装结构放入先前成型的结构上;将液态镁合金从浇铸口注入,随炉冷却。本发明将焊接与传统铸造方法相结合,实现固态钛合金、液态镁合金以及陶瓷的结合,并且加入机械手等自动化装置,实现多层复合结构的连续浇铸。
技术研发人员:张德库,韩庆春,王克鸿,周琦
受保护的技术使用者:南京理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!