一种碳素工具钢的加工工艺的制作方法
本发明涉及带钢生产加工,具体涉及一种碳素工具钢的加工工艺。
背景技术:
1、sk5被称作是碳素工具钢,其在淬火回火之后就会有较高的硬度和耐磨性,但它的热硬性较低、淬透性较差、非常容易变形、塑性及强度也较低。sk5可以用作需要具有较高硬度和耐磨性的各种工具。
2、受目前带钢的加工工艺的影响,生产出来的碳素工具钢带质量不够稳定,在生产过程中易出现表层脱碳、强韧性差、内部组织不均匀的不合格品,导致整个生产成材率低。
技术实现思路
1、本发明目的是提供一种碳素工具钢的加工工艺,解决现有技术中存在的上述问题。
2、本发明解决上述技术问题的技术方案如下:一种碳素工具钢的加工工艺,包括如下步骤:
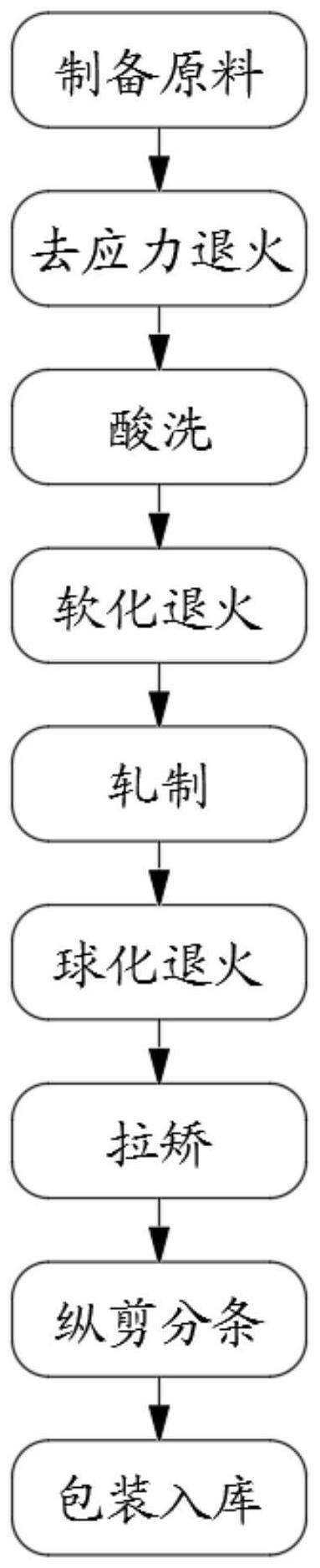
3、步骤一、制备原料,选取牌号为sk-5m的热轧卷板,并进行纵剪分条;
4、步骤二、去应力退火,将热轧卷板转运至罩式退火炉,首先全速升温至320℃并保温2h,随即全速升温至780~820℃,保温10h至12h,结束后对退火炉进行换罩风冷,退火炉的温度降至320℃,随后采用水冷将温度降至100℃,出炉得到去应力退火卷板;
5、步骤三、酸洗,将应力退火卷板进行酸洗,制得酸洗卷板;
6、步骤四、软化退火,将酸洗卷板转运至罩式退火炉,首先全速升温至320℃并保温2h,随即全速升温至730~780℃,保温14h后随炉冷却到650℃,对退火炉进行换罩风冷,退火炉的温度降至320℃,随后采用水冷将温度降至100℃,出炉得到软化退火卷板;
7、步骤五、轧制,将软化退火卷板输送至轧机生产线进行多道次轧制,制得轧制卷板;
8、步骤六、球化退火,将轧制卷板转运至罩式退火炉,在全速升温至320℃后保温2h,再全速升温至680℃后保温2h,随后进行若干个往复周期的升温、保温和随炉冷却,最后随炉冷却到650℃,进行换罩风冷将温度降至320℃,最后采用水冷的方式将退火炉的温度降至80℃,出炉制得球化退火卷板;
9、步骤七、拉矫,将球化退火卷板移至拉矫机组中进行平整、矫直;
10、步骤八、纵剪分条,将球化退火卷板转运到分条机上进行纵剪分条,制得分条卷板;
11、步骤九、包装入库,使用打包机对分条卷板进行包装后统计入库。
12、本发明的有益效果是:
13、1、通过在酸洗前进行去应力退火,改善热轧卷头、尾速冷强度偏高,在酸洗开卷时容易断带及开卷擦伤问题,保证材料表层不会因高温脱碳的同时让材料内应力得到充分释放,在去应力退火后安排酸洗工序,有效除去材料表层附着的氧化皮,防止后续高温软化退火及球化退火中的材料表层脱碳问题发生,也有利于后续轧制工作的顺利进行;
14、2、在酸洗后安排软化退火,在软化退火过程中控制好各个阶段的温度和保温时间,有效地降低了材料的强度并消除了酸洗工序中反卷取所产生的边部应力,保证在后续轧制中不出现裂边、断带及轧制厚度公差不稳的质量问题;
15、3、在对轧制卷板进行球化退火时,将整个球化退火过程分割成若干个往复周期,并有效的控制好各个阶段的升温、保温时间以及各阶段的温度,让炉膛内碳钢带的上、中、下区及碳钢卷的外、中、内圈受热均匀,材料内部金相组织趋于一致,在从而使得生产出来的产品质量稳定,强韧性高,提高了生产成材率。
16、在上述技术方案的基础上,本发明还可以做如下改进。
17、进一步,所述步骤二、步骤四和步骤六中,退火时进行升温前需做爆鸣试验,确保甲醇裂解炉内氢气的纯度,在整个升温及保温过程中,实际温度值与工艺温度值的差值小于10℃。
18、采用上述进一步方案的有益效果是,确保热处理环境,保证热处理时碳钢质量不会因环境温差导致质量问题,能够有效确保退火卷板头、中、尾质量的稳定性。
19、进一步,所述步骤三中在进行酸洗时,去应力退火卷板酸洗前后厚度的负差小于0.15mm,酸洗槽的数量为两个,钝化槽的数量为一个,中和槽的数量为一个,两个酸洗槽的酸洗浓度分别为18%至22%、15%至18%,两个酸洗槽内的酸液位为380mm至420mm,酸液温度为50℃至70℃,中和槽的ph值为11至13,钝化槽的ph值为7至8,钝化槽的温度值为40℃至50℃,酸洗生产线的清洗速度为5m/min至15m/min。
20、采用上述进一步方案的有益效果是,能够有效去除热轧卷板在软化退火过程中产生的氧化皮,避免影响后续加工。
21、进一步,所述步骤五中轧制使用轧制油作为冷却润滑剂,油温控制在40±2℃,多道次轧制厚度递减,使得最终厚度公差控制在±0.002mm。
22、采用上述进一步方案的有益效果是,40℃左右油温的轧制油能够在轧制时对软化退火卷板进行降温,并且对软化退火卷板内部组织影响小,保证质量。
23、进一步,所述步骤六中球化退火的往复周期为:退火炉在680℃的温度下保温2h后,将退火炉全速升温至750℃且保温4h,之后随炉冷却到720℃且保温2h。
24、采用上述进一步方案的有益效果是,让炉膛内碳钢带的上、中、下区及碳钢卷的外、中、内圈受热均匀,材料内部金相组织趋于一致。
25、进一步,所述步骤七中拉矫机组延伸率设定在1.0%-1.7%。
26、进一步,所述步骤八中,在进行纵剪分条前,需先利用万能试验机和硬度计对精轧卷板的硬度进行检测,并且精轧卷板的硬度值的合格范围为hv170至hv250,对硬度值合格的精轧球化退火卷板进行金相检测,将金相检测也合格的精轧球化退火卷板投入到分条机上。
27、采用上述进一步方案的有益效果是,能够根据检测数据及时调整生产工艺中的参数值,预先判断是否进行转序生产,确保成品生产质量。
技术特征:
1.一种碳素工具钢的加工工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种碳素工具钢的加工工艺,其特征在于,所述步骤二、步骤四和步骤六中,退火时进行升温前需做爆鸣试验,确保甲醇裂解炉内氢气的纯度,在整个升温及保温过程中,实际温度值与工艺温度值的差值小于10℃。
3.根据权利要求1所述的一种碳素工具钢的加工工艺,其特征在于,所述步骤三中在进行酸洗时,去应力退火卷板酸洗前后厚度的负差小于0.15mm,酸洗槽的数量为两个,钝化槽的数量为一个,中和槽的数量为一个,两个酸洗槽的酸洗浓度分别为18%至22%、15%至18%,两个酸洗槽内的酸液位为380mm至420mm,酸液温度为50℃至70℃,中和槽的ph值为11至13,钝化槽的ph值为7至8,钝化槽的温度值为40℃至50℃,酸洗生产线的清洗速度为5m/min至15m/min。
4.根据权利要求1所述的一种碳素工具钢的加工工艺,其特征在于,所述步骤五中轧制使用轧制油作为冷却润滑剂,油温控制在40±2℃,多道次轧制厚度递减,使得最终厚度公差控制在±0.002mm。
5.根据权利要求1所述的一种碳素工具钢的加工工艺,其特征在于,所述步骤六中球化退火的往复周期为:退火炉在680℃的温度下保温2h后,将退火炉全速升温至750℃且保温4h,之后随炉冷却到720℃且保温2h。
6.根据权利要求1所述的一种碳素工具钢的加工工艺,其特征在于,所述步骤七中拉矫机组延伸率设定在1.0%-1.7%。
7.根据权利要求1所述的一种碳素工具钢的加工工艺,其特征在于,所述步骤八中,在进行纵剪分条前,需先利用万能试验机和硬度计对精轧卷板的硬度进行检测,并且精轧卷板的硬度值的合格范围为hv170至hv250,对硬度值合格的精轧球化退火卷板进行金相检测,将金相检测也合格的精轧球化退火卷板投入到分条机上。
技术总结
本发明涉及一种碳素工具钢的加工工艺,包括如下步骤:制备原料;去应力退火;酸洗;软化退火;轧制;球化退火;拉矫;纵剪分条;包装入库。本发明的有益效果是:有效除去材料表层附着的氧化皮,防止后续高温软化退火及球化退火中的材料表层脱碳问题发生,有效地降低了材料的强度并消除了酸洗工序中反卷取所产生的边部应力,保证在后续轧制中不出现裂边、断带及轧制厚度公差不稳的质量问题,有效的控制好各个阶段的升温、保温时间以及各阶段的温度,让炉膛内碳钢带的上、中、下区及碳钢卷的外、中、内圈受热均匀,材料内部金相组织趋于一致,在从而使得生产出来的产品质量稳定,强韧性高,提高了生产成材率。
技术研发人员:宁立峥,何茂华,雷启文
受保护的技术使用者:湖北大帆金属制品有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!