一种调距螺旋桨桨毂窗口设置冷铁的工艺方法与流程
本文属于调距螺旋桨工艺方法的,具体涉及一种调距螺旋桨桨毂窗口设置冷铁的工艺方法
背景技术:
1、螺旋桨是船舶推进系统中重要的部件之一,主要由桨毂和叶片两部分组成。螺旋桨主要分为两大类:定距桨和调距桨,定距桨是桨毂、叶片固定在一起,叶片无法变动调整;调距桨是桨毂、叶片拼装组合在一起,叶片根部可以转动,来调整叶片的螺距大小,采用可调桨的船舶,可以在不改变推进轴系的转向和转速的情况下,实现船舶的前进、倒退、变速、停止等要求。
2、由于调距桨使用效率高,适用于多工况条件,故而技术要求和质量要求高,特别是调距桨桨毂,桨毂窗口为安放组装叶片的位置,船级社规范里此处为a区,即重要区域。检验规范要求,a区不能有夹渣气孔缩孔等超标缺陷,且a区严禁焊补。螺旋桨的材料一般为铜基合金。铜基合金优点是耐海水腐蚀,使用寿命长,硬度适中,维修便捷;缺点是合金的结晶温度范围宽,金属液凝固为糊状凝固,铸件容易产生缩孔。所以在调距桨桨毂的常规制造方法中,a区安放小冒口用于补缩窗口下端厚大区域。
3、但是常规制造方法不足也有很多:
4、一是操作困难,窗口区域狭窄,放置小冒口后,周围吃砂量不足,导致掉砂;
5、二是小冒口切割困难,小冒口在窗口里无法用工具切割,只能用氧熔棒烧断,增加制造成本;三是无法完全避免a区缺陷,特别是缩松、掉砂、夹渣时常发生。导致产品质量无法满足船级社检验要求,最终产品报废。
6、由此产生的铸造成功率仅占铸件总数的35%左右。制造成本高,浪费原材料。
技术实现思路
1、为了解决上述问题,本文提出了一种调距螺旋桨桨毂窗口设置冷铁的工艺方法,调距桨桨毂外侧设有桨毂窗口,桨毂窗口内侧表面为窗口a区,所述的工艺方法如下;
2、a、在调距桨桨毂造型阶段,在制作桨毂坭芯时,在窗口a区位置放置窗口冷铁;
3、b、窗口冷铁材质为ht200冷铁,厚度为铸件壁厚的1/3,宽度约为窗口a区相应表面宽度的2/3;
4、c、窗口冷铁放置前应烘干除锈并提前打螺栓孔用于固定,窗口冷铁背部应摆放透气绳并引出铸型,窗口冷铁表面涂刷防锈涂料,避免浇注前冷铁生锈;
5、d、造型完毕合箱烘模,必须把热风管引到窗口a区进行烘模,确保窗口a区窗口冷铁烘干;
6、e、烘模完毕立即浇注。
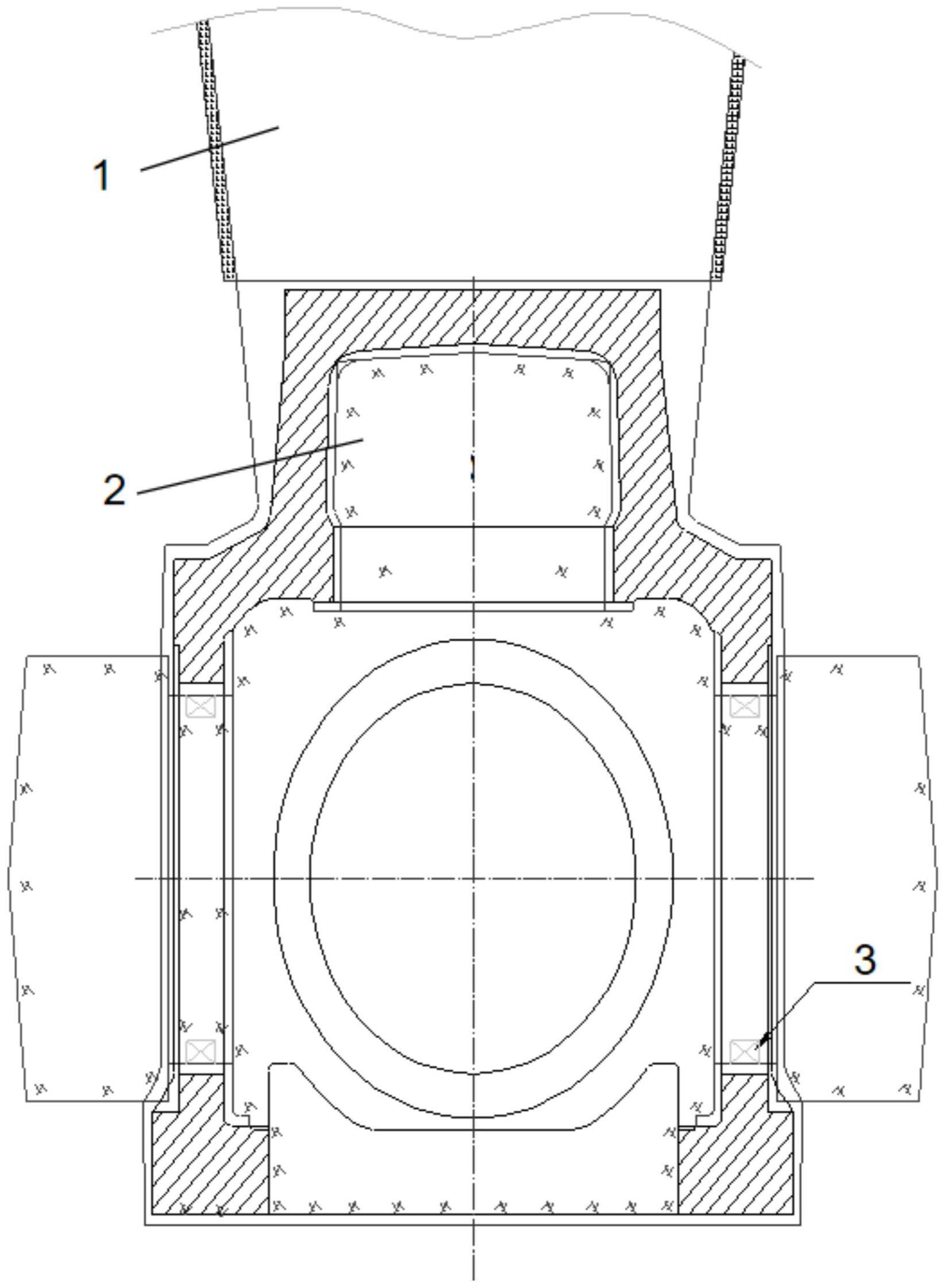
7、窗口冷铁的轮廓形状与窗口a区轮廓形状一致,窗口a区上方设有砂芯,所述的砂芯设在桨毂内侧的顶部,砂芯上方设有冒口,所述的冒口设在桨毂顶部的外侧。
8、有益效果:
9、根据产品结构,采用在桨毂的窗口a区铸型表面放置合适厚度的冷铁,目的是对a区进行激冷,铸型充型时,冷铁区域的金属液表面快速冷却,金属晶粒细化,铸件结构致密,加工后a区探伤无掉砂夹渣缩孔等缺陷。
10、1、通过对窗口a区放置冷铁,a区缺陷减少95%;
11、2、和放置小冒口相比,工人操作简单,作业方便;
12、3、冷铁可以直接再回收使用,降低了生产成本;
13、4、a区铸造成功率由35%提高至95%。
技术特征:
1.一种调距螺旋桨桨毂窗口设置冷铁的工艺方法,调距桨桨毂外侧设有桨毂窗口,桨毂窗口内侧表面为窗口a区,其特征在于,所述的工艺方法如下;
2.根据权利要求1所述的一种调距螺旋桨桨毂窗口设置冷铁的工艺方法,其特征在于,所述的窗口冷铁的轮廓形状与窗口a区轮廓形状一致。
3.根据权利要求1所述的一种调距螺旋桨桨毂窗口设置冷铁的工艺方法,其特征在于,所述的窗口a区上方设有砂芯,所述的砂芯设在桨毂内侧的顶部。
4.根据权利要求3所述的一种调距螺旋桨桨毂窗口设置冷铁的工艺方法,其特征在于,所述的砂芯上方设有冒口,所述的冒口设在桨毂顶部的外侧。
技术总结
本文提出了一种调距螺旋桨桨毂窗口设置冷铁的工艺方法,调距桨桨毂外侧设有桨毂窗口,桨毂窗口内侧表面为窗口A区,窗口冷铁的表面除锈并且还钻有螺纹孔,窗口冷铁的表面均涂布有防锈涂料,窗口冷铁的轮廓形状与窗口A区轮廓形状一致,窗口A区上方设有砂芯,所述的砂芯设在桨毂内侧的顶部,砂芯上方设有冒口,所述的冒口设在桨毂顶部的外侧,采用在桨毂的窗口A区铸型表面放置合适厚度的冷铁,目的是对A区进行激冷,铸型充型时,冷铁区域的金属液表面快速冷却,金属晶粒细化,铸件结构致密,加工后A区探伤无掉砂夹渣缩孔等缺陷。
技术研发人员:袁建军,胡传林,陈亮
受保护的技术使用者:镇江同舟螺旋桨有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!