排针绝缘子引线端面打磨模具及打磨方法与流程
本发明具体涉及一种排针绝缘子引线端面打磨模具及打磨方法。
背景技术:
1、传统的车制引线(由走心机加工)端面存在环形的机加纹路,而机加纹路的存在会影响到引线端面在后续使用过程中的键合效果,当产品的键合功率偏小时,会存在键合金丝拉力值不满足要求甚至是虚焊的不良情况发生。因此提出一种排针绝缘子引线端面打磨模具以解决这一问题。
技术实现思路
1、本发明的目的在于针对现有技术的不足,提供一种排针绝缘子引线端面打磨模具,该排针绝缘子引线端面打磨模具可以很好地解决上述问题。
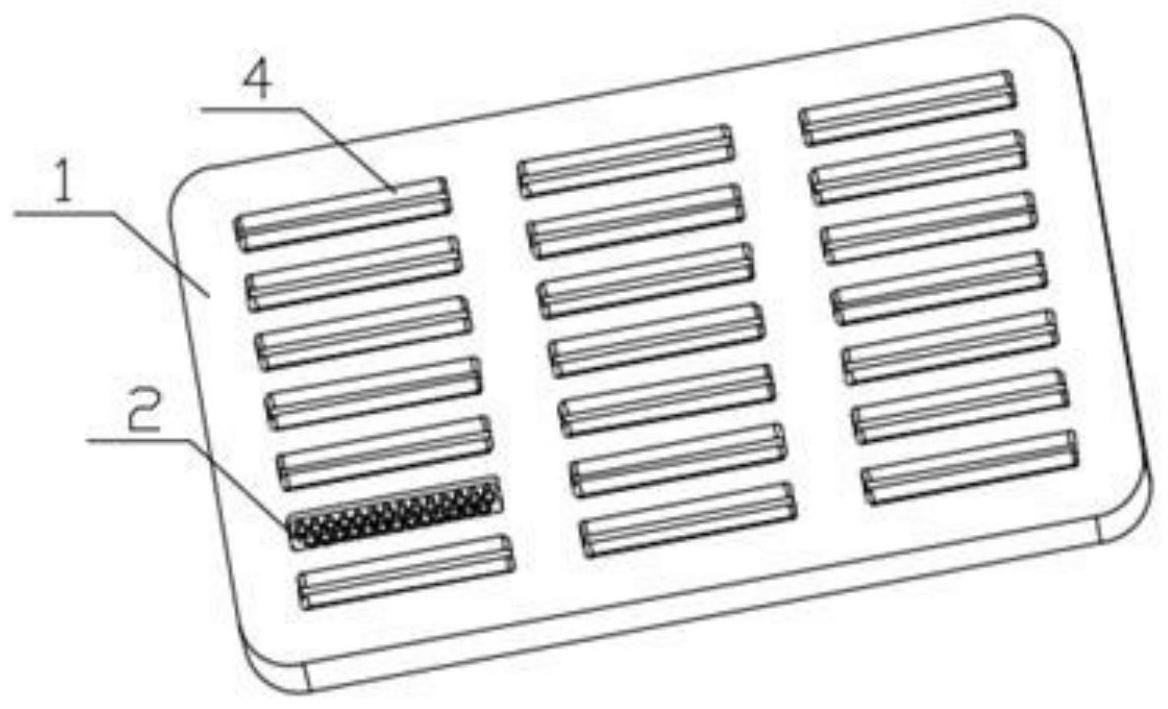
2、为达到上述要求,本发明采取的技术方案是:提供一种排针绝缘子引线端面打磨模具,该排针绝缘子引线端面打磨模具包括用于对针绝缘子进行固定的打磨底板;打磨底板的上端面设有二十一个大小相同且均匀分布的装配孔;还包括用于对所述针绝缘子进行打磨的打磨砂纸及用于对所述打磨砂纸进行固定的塑料板。
3、提供一种排针绝缘子引线端面打磨方法,包括如下步骤:
4、s1:将排针绝缘子分别装入打磨底板的装配孔中,在此过程中需确保将排针绝缘子的引线需打磨的端面一侧朝上,外露于打磨底板的上表面;
5、s2:将塑料板放置于打磨砂纸上,塑料板的放置区域能够将打磨底板包含在内;
6、s3:一只手用力压住塑料板,另一只手拿住打磨底板,在空中翻转180°后放置于表面光滑且平整的作业桌上;
7、s4:轻轻的抽出放置于最底层的塑料板;
8、s5:一只手捏住打磨底板的两侧,另一只手按住打磨砂纸,捏住打磨底板的手沿同一方向来回摩擦;
9、s6:检查排针绝缘子的引线端面打磨光亮后,既机加纹被完全磨掉,即可完成了整个打磨动作。
10、该排针绝缘子引线端面打磨模具及打磨方法具有的优点如下:
11、使用该排针绝缘子引线端面打磨模具打磨方法后,可以有效的去除引线端面的机加纹路,使得引线端面的粗糙度ra降低至0.8um以下,避免在后续的键合过程中产生虚焊及键合金丝拉力值达不到要求的情况。
技术特征:
1.一种排针绝缘子引线端面打磨模具,其特征在于:包括用于对针绝缘子进行固定的打磨底板;
2.根据权利要求1所述的排针绝缘子引线端面打磨模具,其特征在于:所述排针绝缘子包括外壳以及引线,所述引线与外壳通过玻璃固化连接在一起。
3.根据权利要求1所述的排针绝缘子引线端面打磨模具,其特征在于:所述打磨底板的长度为105mm,宽度为60mm。
4.根据权利要求1所述的排针绝缘子引线端面打磨模具,其特征在于:所述装配孔为带有台阶的方形孔形状,所述装配孔的长度比排针绝缘子的外壳长度大0.02-0.04mm,所述装配孔的宽度比排针绝缘子的外壳宽度大0.02-0.04mm。
5.根据权利要求1所述的排针绝缘子引线端面打磨模具,其特征在于:所述塑料板为聚乙烯材质,所述塑料板的厚度为0.5mm,所述塑料板的长度所述比打磨底板的长度长5-10cm,塑料板的宽度比所述打磨底板的宽度长5-10cm。
6.根据权利要求1所述的排针绝缘子引线端面打磨模具,其特征在于:所述打磨砂纸为5000目规格的砂纸。
7.一种排针绝缘子引线端面打磨方法,其特征在于,包括如下步骤:
技术总结
本发明提供一种排针绝缘子引线端面打磨模具,包括用于对针绝缘子进行固定的打磨底板;打磨底板的上端面设有二十一个大小相同且均匀分布的装配孔;还包括用于对所述针绝缘子进行打磨的打磨砂纸及用于对所述打磨砂纸进行固定的塑料板;使用该排针绝缘子引线端面打磨模具打磨方法后,可以有效的去除引线端面的机加纹路,使得引线端面的粗糙度Ra降低至0.8um以下,避免在后续的键合过程中产生虚焊及键合金丝拉力值达不到要求的情况。
技术研发人员:徐彬
受保护的技术使用者:中江立江电子有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!