一种低成本中空锚杆焊管、热轧钢带及制备方法与流程
本发明涉及热连轧板带,具体涉及一种低成本中空锚杆焊管、热轧钢带及制备方法。
背景技术:
1、锚杆是煤矿、工程企业的常用品种,主要应用于煤炭、铁矿等深层巷道支护及高铁公路、水坝等大型建设岩土工程加固。随着技术推广发展,其应用愈加广泛,需求量增大。锚杆的作用原理是通过锚杆杆体的纵向拉力作用,克服岩土体抗拉能力远远低于抗压能力的缺点,表面上看是限制了岩土体脱离原体,宏观上看是增加了岩土体的粘聚性,是岩土体加固的杆件体系结构。
2、现有技术的锚杆钢产品牌号较为单一,几乎都是mg335。经过技术人员的深入调研后,发现目前的mg335的锚杆钢产品的强度不能满足需求。科研人员提出使用高强度锚杆钢产品替代mg335牌号产品,随即出现了mg500、smg600mpa等牌号产品,但这些产品几乎都是棒线材轧制生产或无缝钢管拉拔生产,成本高、成品率低、尺寸精度控制、表面质量差。
3、因此,制备一种组织控制细小均匀,工艺简单,尺寸精度高,成本低的中空锚杆,成为本领域技术人员亟待解决的技术问题。
4、基于此,现有技术仍然有待改进。
技术实现思路
1、本发明的主要目的在于提供一种低成本中空锚杆焊管用热轧钢带及制备方法,以解决现有技术的棒线材轧制或无缝钢管拉拔生产锚杆所存在的技术问题。
2、根据本发明的一些实施例,提出一种低成本中空锚杆焊管用热轧钢带,元素重量百分含量组成为:c 0.18-0.25%、si 0.10-0.20%、mn 1.00-1.50%、p≤0.020%、s≤0.08%、cr 0.10-0.30%,其余为fe和不可避免的杂质。
3、进一步地,碳当量ceq≤0.5。
4、进一步地,晶粒度10级及以上。
5、进一步地,抗拉强度rm≥600mpa,延伸率≥23%。
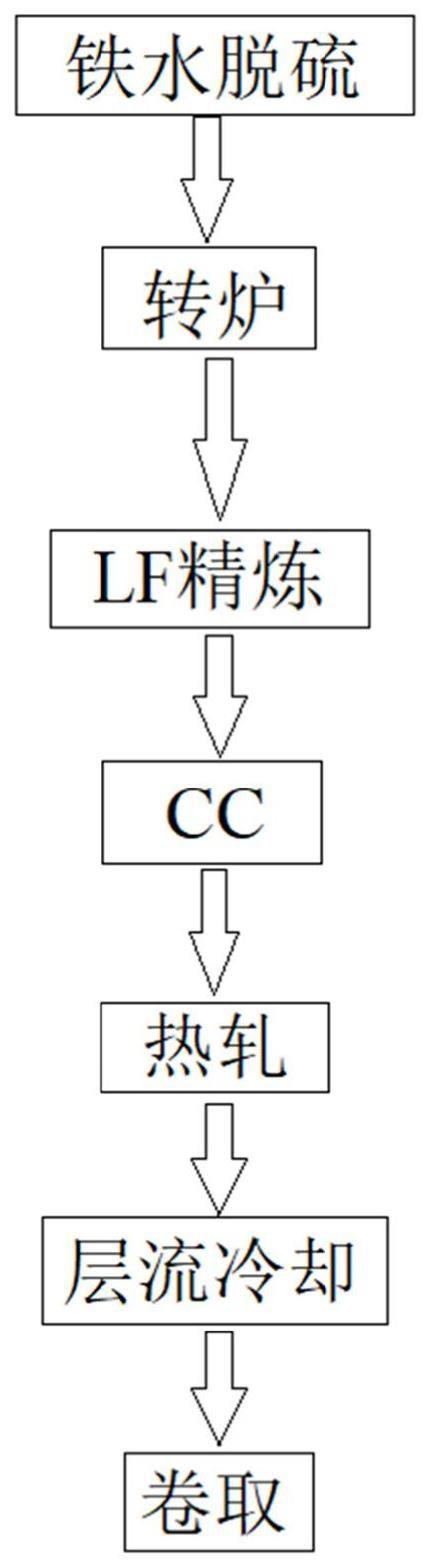
6、另一方面,本发明实施例还公开了上述的热轧钢带的制备方法,依次包括如下步骤:铁水脱硫、转炉、lf精炼、cc、热轧、层流冷却、卷取。
7、进一步地,所述热轧工序中,钢坯加热温度为1200℃~1240℃。
8、进一步地,所述热轧工序中,终轧温度为840℃~880℃。
9、进一步地,所述卷取温度为560℃~600℃。
10、此外,本发明实施例还公开了一种低成本中空锚杆焊管,其采用上述的热轧钢带制成。
11、进一步地,经热处理后(淬火+回火)屈服强度rel≥630mpa,抗拉强度rm≥870mpa,agt≥8%。
12、采用上述技术方案,本发明至少具有如下有益效果:
13、本发明提供的低成本中空锚杆焊管、热轧钢带及制备方法,增加中空锚杆焊管用热轧钢带品类,为解决上述背景技术中提出的现有中空锚杆生产工艺成本高、成品率低、尺寸精度控制、表面质量差等问题提供新的材料选择。通过合理的合金成分和生产工艺设计,提供了一种低成本中空锚杆焊管用热轧钢带,产品生产工艺简单、成本低,热轧钢带分条焊管后经热处理,性能可达rel≥630mpa,rm≥870mpa,agt≥8%。
技术特征:
1.一种低成本中空锚杆焊管用热轧钢带,其特征在于,元素重量百分含量组成为:c0.18-0.25%、si 0.10-0.20%、mn 1.00-1.50%、p≤0.020%、s≤0.08%、cr 0.10-0.30%,其余为fe和不可避免的杂质。
2.根据权利要求1所述的热轧钢带,其特征在于,碳当量ceq≤0.5。
3.根据权利要求1所述的热轧钢带,其特征在于,金相组织为铁素体+珠光体,晶粒度10级及以上。
4.根据权利要求3所述的热轧钢带,其特征在于,屈服强度rel≥400mpa,抗拉强度rm≥600mpa,延伸率≥23%。
5.根据权利要求1-4任意一项所述的热轧钢带的制备方法,其特征在于,依次包括如下步骤:铁水脱硫、转炉、lf精炼、cc、热轧、层流冷却、卷取。
6.根据权利要求5所述的制备方法,其特征在于,所述热轧工序中,钢坯加热温度为1200℃~1240℃。
7.根据权利要求5所述的制备方法,其特征在于,所述热轧工序中,终轧温度为840℃~880℃。
8.根据权利要求5所述的制备方法,其特征在于,所述卷取温度为560℃~600℃。
9.一种低成本中空锚杆焊管,其特征在于,采用权利要求1-4任意一项所述的热轧钢带制成。
10.根据权利要求9所述的中空锚杆焊管,其特征在于,材料屈服强度rel≥630mpa,抗拉强度rm≥870mpa,agt≥8%。
技术总结
本发明公开了一种低成本中空锚杆焊管、热轧钢带及制备方法,热轧钢带元素重量百分含量组成为:C 0.18‑0.25%、Si 0.10‑0.20%、Mn 1.00‑1.50%、P≤0.020%、S≤0.08%、Cr 0.10‑0.30%,其余为Fe和不可避免的杂质。制备方法依次包括如下步骤:铁水脱硫、转炉、LF精炼、CC、热轧、层流冷却、卷取。中空锚杆焊管的屈服强度Rel≥630MPa,抗拉强度Rm≥870MPa,A<subgt;gt</subgt;≥8%。本发明通过合理的合金成分和生产工艺设计,提供了一种低成本中空锚杆焊管用热轧钢带,产品生产工艺简单、成本低,热轧钢带分条焊管后经热处理,性能可达Rel≥630MPa,Rm≥870MPa,A<subgt;gt</subgt;≥8%。
技术研发人员:胡云凤,汪创伟,李正荣,崔凯禹,李海波,陈述
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!