一种镀锌高强钢及其制备方法和应用与流程
本申请涉及钢材制备,尤其涉及一种镀锌高强钢及其制备方法和应用。
背景技术:
1、目前汽车行业由于轻量化的需求,车身上大部分会采用高强度汽车板作为关键部位的材料,通过其表面镀锌层的阳极保护作用保护基体不受腐蚀,提高高强钢的抗腐蚀性能。
2、在装配过程中,电阻点焊是最主要的连接方法。焊点中心温度过高,在焊接过程中焊点心部的温度能够达到1000℃左右,而后向基体逐步降低。然而由于锌层及锌合金熔点较低(420-440℃),在电阻点焊过程中会出现锌及锌合金在焊接电流的高温作用下发生熔化渗入晶界。同时晶界会产生对于液态相的毛细吸附现象,加剧液态相向晶界的渗入造成晶界结合力弱化,从而形成液态金属裂纹(lme裂纹)。在点焊过程中,还存在复杂的拉压应力场,在升温区域晶界呈现压应力,而在冷却收缩区域,晶界处承受拉应力,这会加剧形成lme裂纹,且加速其扩展。
技术实现思路
1、本申请提供了一种镀锌高强钢及其制备方法和应用,以解决目前的镀锌钢在焊接时会出现液态金属裂纹的问题。
2、第一方面,本申请提供了一种镀锌高强钢。
3、具体的,所述钢包括:
4、钢基体;
5、镍层,所述镍层附着于所述钢基体的至少部分表面;
6、金属间化合物层,金属间化合物层的成分包括镍和锌形成的金属间化合物,所述金属间化合物层附着于所述镍层远离所述钢基体的至少部分表面;和
7、锌层;所述锌层附着于所述金属间化合物层远离所述镍层的至少部分表面。
8、作为一种可选的实施方式,所述镍层的厚度为50-550nm。
9、作为一种可选的实施方式,所述镍层的晶粒为柱状晶粒。
10、作为一种可选的实施方式,所述钢基体的化学成分以质量分数计包括:
11、c:0.05%-0.20%、si:0.11%-0.35%、mn:1.0%-3.0%、p:≤0.02%、s:≤0.007%、alt:0.08%-0.30%、mo:0.1%-0.4%、nb:0.02%-0.05%、ti:0.02%-0.05%、n:≤0.006%、cr:0.29%-0.65%、cu:0.01%-0.06%、b:0.001%-0.003%,其余是fe及不可避免杂质。
12、作为一种可选的实施方式,所述钢基体的化学成分以质量分数计包括:
13、c:0.07%-0.18%、si:0.15%-0.30%、mn:1.5%-2.5%、p:≤0.02%、s:≤0.007%、alt:0.10%-0.20%、mo:0.2%-0.3%、nb:0.03%-0.04%、ti:0.03%-0.04%、n:≤0.006%、cr:0.40%-0.50%、cu:0.02%-0.05%、b:0.001%-0.002%,其余是fe及不可避免杂质。
14、作为一种可选的实施方式,所述钢基体的微观组织包括铁素体、马氏体和残余奥氏体;和/或
15、所述钢基体的抗拉强度大于980mpa,所述钢基体的屈服强度大于700mpa,所述钢基体的延伸率≥12%。
16、第二方面,本申请提供了一种镀锌高强钢的制备方法,用以实现第一方面任一项实施例所述的镀锌高强钢的制备。
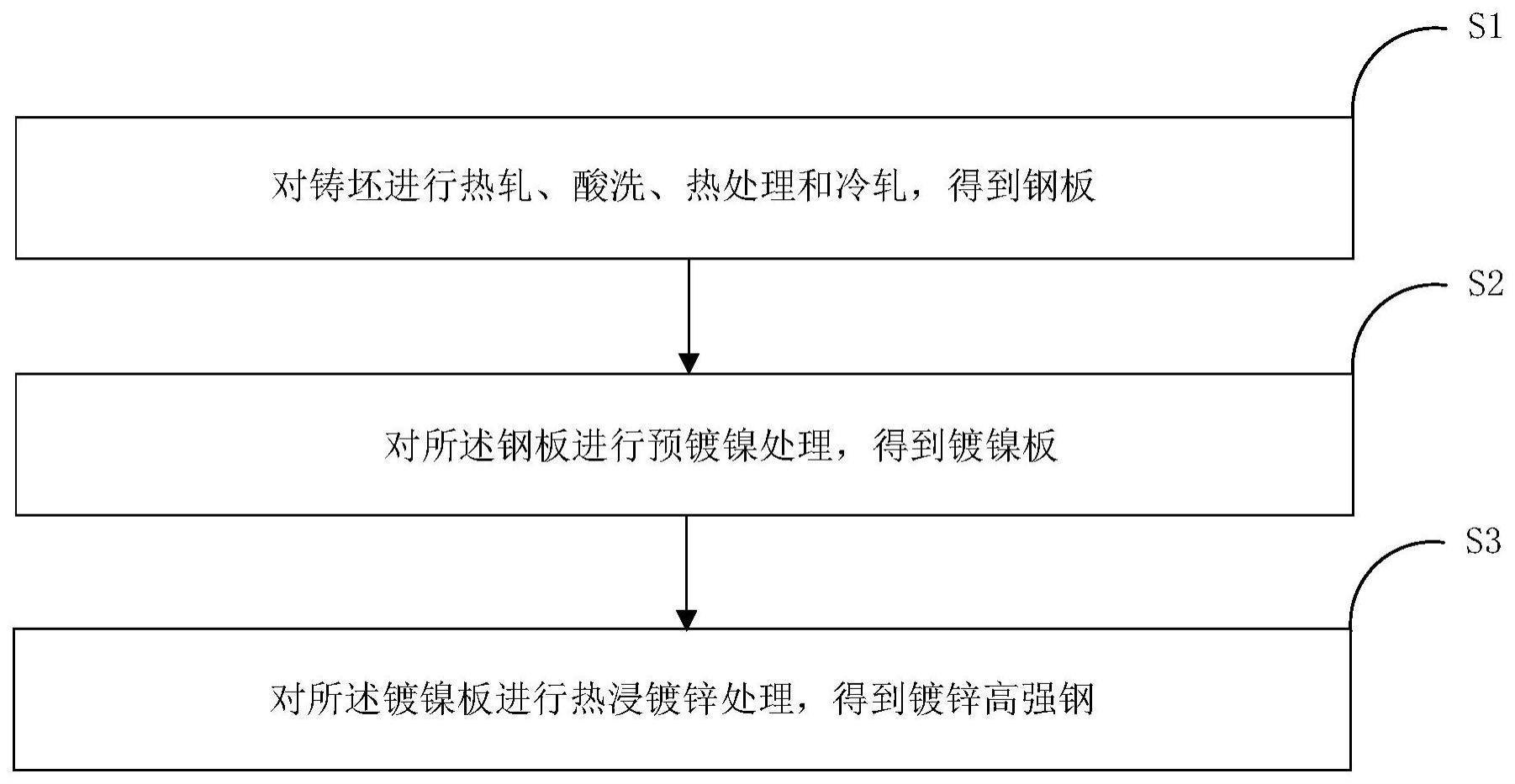
17、具体的,所述方法包括:
18、对铸坯进行热轧、酸洗、热处理和冷轧,得到钢板;
19、对所述钢板进行预镀镍处理,得到镀镍板;
20、对所述镀镍板进行热浸镀锌处理,得到镀锌高强钢。
21、作为一种可选的实施方式,
22、所述热镀锌处理的温度为450-470℃;和/或
23、所述热处理的温度为70-460℃;和/或
24、所述热处理环境的露点温度为-55--35℃。
25、作为一种可选的实施方式,所述预镀镍处理的电镀时间为15-20s,所述预镀镍处理的电流密度为3-4a/dm2。
26、第三方面,本申请提供了一种镀锌高强钢的应用,用以作为第一方面任一项实施例所述的镀锌高强钢的应用。
27、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
28、本申请实施例提供的该镀锌高强钢,由于镍层的加入,与锌层间形成金属间化合物,会提高锌及锌合金的熔点,因而使得锌的熔化或渗透就会受到抑制。进而能够缓解由于锌层熔化所造成的液态金属脆化效应。
技术特征:
1.一种镀锌高强钢,其特征在于,所述钢包括:
2.根据权利要求1所述的镀锌高强钢,其特征在于,所述镍层的厚度为50-550nm。
3.根据权利要求1所述的镀锌高强钢,其特征在于,所述镍层的晶粒为柱状晶粒。
4.根据权利要求1所述的镀锌高强钢,其特征在于,所述钢基体的化学成分以质量分数计包括:
5.根据权利要求4所述的镀锌高强钢,其特征在于,所述钢基体的化学成分以质量分数计包括:
6.根据权利要求4所述的镀锌高强钢,其特征在于,所述钢基体的微观组织包括铁素体、马氏体和残余奥氏体;和/或
7.一种镀锌高强钢的制备方法,其特征在于,所述镀锌高强钢为权利要求1至6中任意一项所述的镀锌高强钢,所述方法包括:
8.根据权利要求7所述的镀锌高强钢的制备方法,其特征在于,所述热镀锌处理的温度为450-470℃;和/或
9.根据权利要求7所述的镀锌高强钢的制备方法,其特征在于,所述预镀镍处理的电镀时间为15-20s,所述预镀镍处理的电流密度为3-4a/dm2。
10.一种镀锌高强钢的应用,其特征在于,所述应用包括把权利要求1至6中任意一项所述的镀锌高强钢用作汽车的至少部分材料。
技术总结
本申请涉及一种镀锌高强钢及其制备方法和应用,属于钢材制备技术领域,钢包括:钢基体;镍层,所述镍层附着于所述钢基体的至少部分表面;金属间化合物层,金属间化合物层的成分包括镍和锌形成的金属间化合物,所述金属间化合物层附着于所述镍层远离所述钢基体的至少部分表面;和锌层;所述锌层附着于所述金属间化合物层远离所述镍层的至少部分表面;由于镍层的加入,与锌层间形成金属间化合物,会提高锌及锌合金的熔点,因而使得锌的熔化或渗透就会受到抑制。进而能够缓解由于锌层熔化所造成的液态金属脆化效应。
技术研发人员:白雪,刘华赛,韩赟,蒋光锐,滕华湘,王海全,阳锋,李润昌,巫雪松,邱木生,李钊,谢春乾
受保护的技术使用者:首钢集团有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!