一种球阀阀芯加工设备及其加工方法与流程
本发明涉及球阀阀芯加工,具体为一种球阀阀芯加工设备及其加工方法。
背景技术:
1、球阀,启闭件(球体)由阀杆带动,并绕球阀轴线作旋转运动的阀门。亦可用于流体的调节与控制,其中硬密封v型球阀其v型球芯与堆焊硬质合金的金属阀座之间具有很强的剪切力,特别适用于含纤维、微小固体颗料等的介质。而多通球阀在管道上不仅可灵活控制介质的合流、分流、及流向的切换,同时也可关闭任一通道而使另外两个通道相连。本类阀门在管道中一般应当水平安装。球阀按照驱动方式分为:气动球阀,电动球阀,手动球阀。
2、现有的球阀阀芯在进行打磨时,由三个打磨装置分别独立对阀芯的外表面、内壁和具有开口的顶面和地面进行打磨;三个打磨装置由于是独立的,使得阀芯的打磨工序繁琐,打磨效率低。
技术实现思路
1、鉴于现有一种球阀阀芯加工设备及其加工方法中存在的问题,提出了本发明。
2、因此,本发明的目的是提供一种球阀阀芯加工设备及其加工方法,解决了现有的球阀阀芯在进行打磨时,由三个打磨装置分别独立对阀芯的外表面、内壁和具有开口的顶面和地面进行打磨;三个打磨装置由于是独立的,使得阀芯的打磨工序繁琐,打磨效率低的问题。
3、为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
4、一种球阀阀芯加工设备,包括支撑组件,所述支撑组件上安装有两个侧面打磨机构和两个内壁打磨机构,两个所述侧面打磨机构对称设置在左右两侧,两个所述内壁打磨机构对称设置在上下两侧;
5、两个所述内壁打磨机构分别为第一内壁打磨机构和第二内壁打磨机构;
6、所述第一内壁打磨机构包括第一伺服电机,所述第一伺服电机的输出轴固定连接第一电动伸缩杆,所述第一电动伸缩杆的一端可拆卸连接打磨器;
7、所述第二内壁打磨机构包括第二伺服电机,所述第二伺服电机的输出轴固定连接第二电动伸缩杆,所述第二电动伸缩杆的一端可拆卸连接打磨器;
8、所述打磨器包括圆管,所述圆管内壁焊接连接支撑连接杆,所述支撑连接杆的一端焊接连接支撑芯,所述支撑芯的外壁可拆卸连接第三电动伸缩杆,所述第三电动伸缩杆的一端可拆卸连接弧形挤压打磨块,所述圆管上开设有供所述弧形挤压打磨块穿过的通孔。
9、作为本发明所述的一种球阀阀芯加工设备的一种优选方案,其中:所述支撑芯的外壁上焊接有第一支撑连接座,所述第一支撑连接座内壁插接所述第三电动伸缩杆,所述第三电动伸缩杆和第一支撑连接座之间通过螺栓连接;所述第三电动伸缩杆远离所述第一支撑连接座的一端插接第二支撑连接座,所述第二支撑连接座焊接在所述弧形挤压打磨块上,所述第二支撑连接座和第三电动伸缩杆之间通过螺栓连接。
10、作为本发明所述的一种球阀阀芯加工设备的一种优选方案,其中:所述第一电动伸缩杆的一端插接第三支撑连接座,所述第一电动伸缩杆和第三支撑连接座之间通过螺栓连接,第三支撑连接座焊接在上方打磨器中的支撑芯上;所述第二电动伸缩杆的一端插接第四支撑连接座,所述第二电动伸缩杆和第四支撑连接座之间通过螺栓连接,第四支撑连接座焊接在下方打磨器中的支撑芯上。
11、作为本发明所述的一种球阀阀芯加工设备的一种优选方案,其中:两个所述侧面打磨机构分别为第一侧面打磨机构和第二侧面打磨机构;
12、所述第一侧面打磨机构包括第一弧面形打磨块,所述第一弧面形打磨块一端通过螺栓连接第一安装板,所述第一安装板通过螺栓连接第四电动伸缩杆,所述第四电动伸缩杆的左端可拆卸连接支撑组件。
13、作为本发明所述的一种球阀阀芯加工设备的一种优选方案,其中:所述第二侧面打磨机构包括第二弧面形打磨块,所述第二弧面形打磨块一端通过螺栓连接第二安装板,所述第二安装板通过螺栓连接第五电动伸缩杆,所述第五电动伸缩杆的右端可拆卸连接支撑组件。
14、作为本发明所述的一种球阀阀芯加工设备的一种优选方案,其中:所述支撑组件包括底部支撑板,所述底部支撑板的顶端可拆卸连接立杆,所述立杆的顶端可拆卸连接支撑台,所述支撑台的顶端可拆卸连接支撑柱,所述支撑柱的顶端可拆卸连接顶板。
15、作为本发明所述的一种球阀阀芯加工设备的一种优选方案,其中:所述底部支撑板上焊接有第五支撑连接座,所述第五支撑连接座内壁插接立杆,所述立杆和第五支撑连接座之间通过螺栓连接,所述立杆顶端插接第六支撑连接座,所述第六支撑连接座和立杆之间通过螺栓连接,所述第六支撑连接座固定安装在支撑台的底部;所述支撑台的顶端固定安装有第七支撑连接座,所述第七支撑连接座内壁插接支撑柱,所述支撑柱和第七支撑连接座之间通过螺栓连接,所述支撑柱顶端插接第八支撑连接座,所述支撑柱和第八支撑连接座之间通过螺栓连接,所述第八支撑连接座固定安装在顶板的底部。
16、作为本发明所述的一种球阀阀芯加工设备的一种优选方案,其中:所述第四电动伸缩杆的左端插接第九支撑连接座,所述第九支撑连接座焊接在左侧所述支撑柱上,所述第四电动伸缩杆和第九支撑连接座之间通过螺栓连接;所述第五电动伸缩杆的右端插接第十支撑连接座,所述第十支撑连接座焊接在右侧所述支撑柱上。
17、作为本发明所述的一种球阀阀芯加工设备的一种优选方案,其中:所述打磨器还包括打磨盘,所述打磨盘的一端固定连接联杆,所述联杆的一端固定连接支撑芯。
18、一种球阀阀芯加工方法,具体包括以下步骤:
19、s1,将阀芯套在下方的打磨器上,第四电动伸缩杆和第五电动伸缩杆均伸长分别带动第一弧面形打磨块和第二弧面形打磨块向靠近阀芯的方向移动,直至将阀芯夹持紧;
20、s2,第一电动伸缩杆伸长带动上方的打磨器下降至进入阀芯的内腔中;第三电动伸缩杆伸长带动弧形挤压打磨块移出通孔,直至弧形挤压打磨块抵紧阀芯内壁;
21、s3,控制第一弧面形打磨块和第二弧面形打磨块对阀芯的挤压力小于弧形挤压打磨块对阀芯内壁的挤压力,此时启动第一伺服电机和第二伺服电机能够带动阀芯旋转,利用第一弧面形打磨块和第二弧面形打磨块对阀芯的外表面进行打磨;
22、s4,控制第一弧面形打磨块和第二弧面形打磨块对阀芯的挤压力大于弧形挤压打磨块对阀芯内壁的挤压力,此时启动第一伺服电机和第二伺服电机带动打磨器进行旋转,而阀芯不旋转,从而利用弧形挤压打磨块对阀芯的内壁进行打磨。
23、与现有技术相比:
24、1、通过设置两个侧面打磨机构和两个内壁打磨机构,并根据两个面打磨机构、两个内壁打磨机构对阀芯的挤压力的不同,来控制完成对阀芯内壁或者外表面的打磨,实现了阀芯外表面和内壁的打磨,打磨得更加充分;
25、2、通过在打磨器上设置打磨盘,实现阀芯内壁和外表面打磨的同时,也实现了对阀芯顶面和底面的打磨,功能更加齐全,一个装置完成阀芯的所有打磨工序。
技术特征:
1.一种球阀阀芯加工设备,包括支撑组件,其特征在于:所述支撑组件上安装有两个侧面打磨机构和两个内壁打磨机构,两个所述侧面打磨机构对称设置在左右两侧,两个所述内壁打磨机构对称设置在上下两侧;
2.根据权利要求1所述的一种球阀阀芯加工设备,其特征在于,所述支撑芯(75)的外壁上焊接有第一支撑连接座(732),所述第一支撑连接座(732)内壁插接所述第三电动伸缩杆(73),所述第三电动伸缩杆(73)和第一支撑连接座(732)之间通过螺栓连接;所述第三电动伸缩杆(73)远离所述第一支撑连接座(732)的一端插接第二支撑连接座(731),所述第二支撑连接座(731)焊接在所述弧形挤压打磨块(72)上,所述第二支撑连接座(731)和第三电动伸缩杆(73)之间通过螺栓连接。
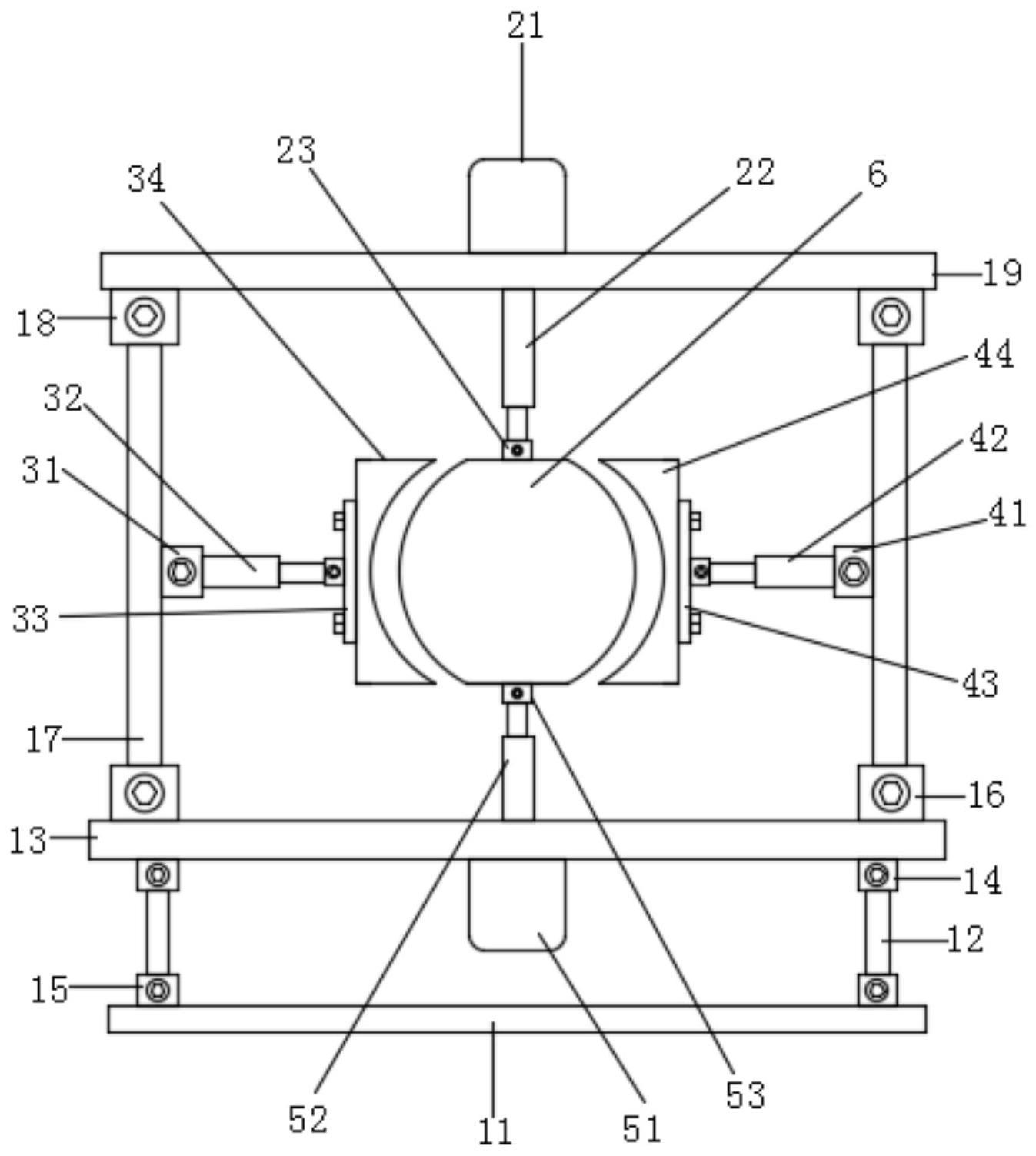
3.根据权利要求2所述的一种球阀阀芯加工设备,其特征在于,所述第一电动伸缩杆(22)的一端插接第三支撑连接座(23),所述第一电动伸缩杆(22)和第三支撑连接座(23)之间通过螺栓连接,第三支撑连接座(23)焊接在上方打磨器中的支撑芯(75)上;所述第二电动伸缩杆(52)的一端插接第四支撑连接座(53),所述第二电动伸缩杆(52)和第四支撑连接座(53)之间通过螺栓连接,第四支撑连接座(53)焊接在下方打磨器中的支撑芯(75)上。
4.根据权利要求3所述的一种球阀阀芯加工设备,其特征在于,两个所述侧面打磨机构分别为第一侧面打磨机构和第二侧面打磨机构;
5.根据权利要求4所述的一种球阀阀芯加工设备,其特征在于,所述第二侧面打磨机构包括第二弧面形打磨块(44),所述第二弧面形打磨块(44)一端通过螺栓连接第二安装板(43),所述第二安装板(43)通过螺栓连接第五电动伸缩杆(42),所述第五电动伸缩杆(42)的右端可拆卸连接支撑组件。
6.根据权利要求5所述的一种球阀阀芯加工设备,其特征在于,所述支撑组件包括底部支撑板(11),所述底部支撑板(11)的顶端可拆卸连接立杆(12),所述立杆(12)的顶端可拆卸连接支撑台(13),所述支撑台(13)的顶端可拆卸连接支撑柱(17),所述支撑柱(17)的顶端可拆卸连接顶板(19)。
7.根据权利要求6所述的一种球阀阀芯加工设备,其特征在于,所述底部支撑板(11)上焊接有第五支撑连接座(15),所述第五支撑连接座(15)内壁插接立杆(12),所述立杆(12)和第五支撑连接座(15)之间通过螺栓连接,所述立杆(12)顶端插接第六支撑连接座(14),所述第六支撑连接座(14)和立杆(12)之间通过螺栓连接,所述第六支撑连接座(14)固定安装在支撑台(13)的底部;所述支撑台(13)的顶端固定安装有第七支撑连接座(16),所述第七支撑连接座(16)内壁插接支撑柱(17),所述支撑柱(17)和第七支撑连接座(16)之间通过螺栓连接,所述支撑柱(17)顶端插接第八支撑连接座(18),所述支撑柱(17)和第八支撑连接座(18)之间通过螺栓连接,所述第八支撑连接座(18)固定安装在顶板(19)的底部。
8.根据权利要求6所述的一种球阀阀芯加工设备,其特征在于,所述第四电动伸缩杆(32)的左端插接第九支撑连接座(31),所述第九支撑连接座(31)焊接在左侧所述支撑柱(17)上,所述第四电动伸缩杆(32)和第九支撑连接座(31)之间通过螺栓连接;所述第五电动伸缩杆(42)的右端插接第十支撑连接座(41),所述第十支撑连接座(41)焊接在右侧所述支撑柱(17)上。
9.根据权利要求1所述的一种球阀阀芯加工设备,其特征在于,所述打磨器还包括打磨盘(77),所述打磨盘(77)的一端固定连接联杆(76),所述联杆(76)的一端固定连接支撑芯(75)。
10.利用权利要求9所述的球阀阀芯加工设备进行球阀阀芯加工的方法,其特征在于,具体包括以下步骤:
技术总结
本发明公开的属于球阀阀芯加工技术领域,具体为一种球阀阀芯加工设备及其加工方法,包括支撑组件,所述支撑组件上安装有两个侧面打磨机构和两个内壁打磨机构,两个所述侧面打磨机构对称设置在左右两侧,两个所述内壁打磨机构对称设置在上下两侧,本发明的有益效果是:通过设置两个侧面打磨机构和两个内壁打磨机构,并根据两个面打磨机构、两个内壁打磨机构对阀芯的挤压力的不同,来控制完成对阀芯内壁或者外表面的打磨,实现了阀芯外表面和内壁的打磨,打磨得更加充分;通过在打磨器上设置打磨盘,实现阀芯内壁和外表面打磨的同时,也实现了对阀芯顶面和底面的打磨,功能更加齐全,一个装置完成阀芯的所有打磨工序。
技术研发人员:郭俊,成伟超,彭光亮
受保护的技术使用者:西安中盛安能自控科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!