金属管材低压离心连铸装置及生产工艺的制作方法
本发明属于低压离心连铸设备,尤其涉及金属管材低压离心连铸装置及生产工艺。
背景技术:
1、目前,金属管材的制备方法主要有热轧、冷轧、拉拔和挤压等,但是这些设备和方法通常需要将合金熔体先制备成棒状铸锭,然后再经过冷变形或者热变形工艺来进行管材的加工,这类方法会造成金属管材的工艺流程严重增多、工艺成本加大、生产效率降低等问题。
2、现有的技术存在着加工成品不容易控制管材的长度,金属管材的末端表面不够平整的问题。
技术实现思路
1、针对上述技术问题,本发明提供金属管材低压离心连铸装置及生产工艺,其结构简单,成品更加末端更加平整。
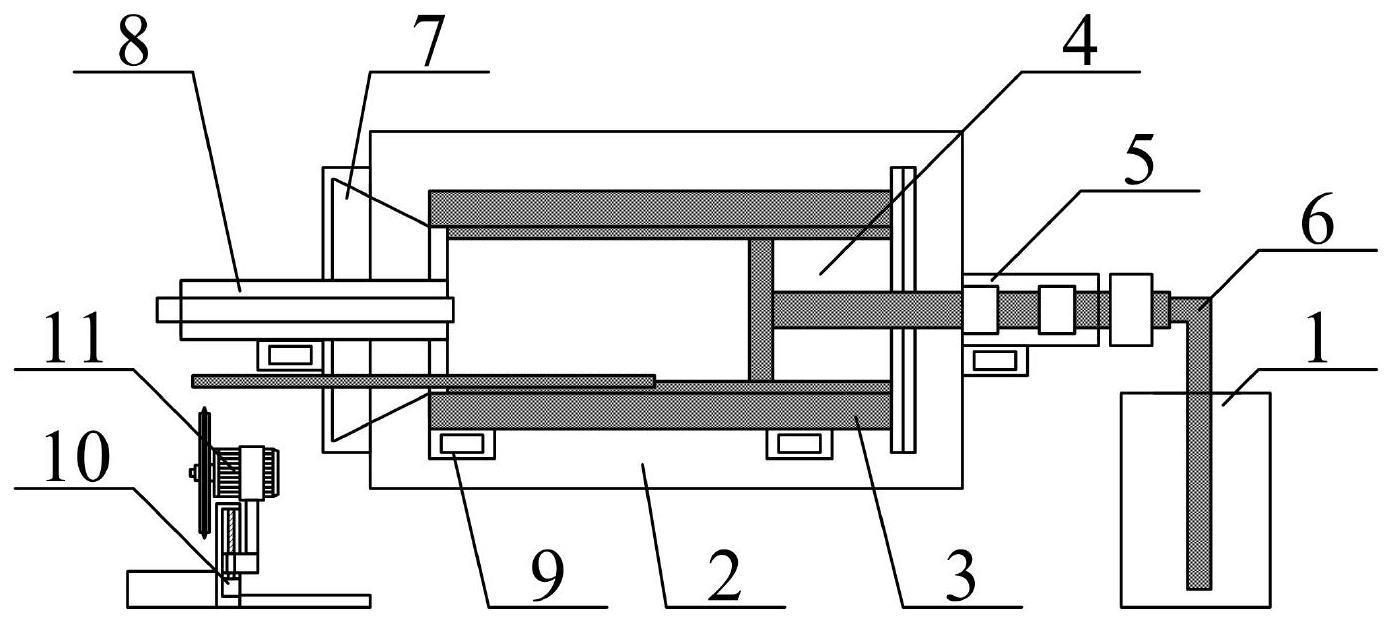
2、其技术方案是:金属管材低压离心连铸装置,包括低压浇铸装置和离心装置,所述的离心装置的下部分别轴接有驱动辊;驱动辊的上部设置有外模;外模的内侧设置有砂芯;砂芯与离心装置的右侧连接处设置有旋转基座;旋转基座内侧插接有连接管,且连接管贯穿砂芯与砂芯与外模之间的空腔接通,同时连接管的另一端插接在低压浇铸装置的内侧;离心装置的左侧设置有冷却基板;砂芯的左侧安装有连铸抽拉装置,其特征在于,所述的离心装置的左下侧设置有稳定支撑座结构;稳定支撑座结构的上部安装有升降切割架结构。
3、优选的,所述的稳定支撑座结构包括稳定支板,所述的稳定支板的上部左侧螺栓安装有支撑框;支撑框的内侧下部螺钉安装有驱动电机;驱动电机的上部输出轴上螺栓安装有升降螺杆;支撑框的左下侧设置有接料斗。
4、优选的,所述的升降切割架结构包括升降滑块,所述的升降滑块滑动卡接在支撑框的内侧,同时升降滑块与升降螺杆螺纹配合;升降滑块的上部右侧螺栓安装有连接杆;连接杆的上端螺栓安装有固定框;固定框的内侧螺栓安装有切割电机;切割电机的左侧输出轴上安装有打磨轮。
5、优选的,所述的打磨轮的中间位置螺栓安装有切割轮。
6、金属管材低压离心连铸方法具体包括以下步骤:
7、步骤一:对原材进行浇铸,将原材放入到毒牙浇铸装置内的加热炉内,并将金属原料加热融化,接着向其内部压缩气体,并使溶液从连接管输入到砂芯和外模之间;
8、步骤二:离心成型,通过驱动辊上电机带动,并使外模旋转,旋转时在离心的作用下将金属液从外模与砂芯之间的空腔内成型;
9、步骤三:降温冷却,在连铸抽拉装置的作用下将成品向左侧抽拉,然后经过冷却基板上安装的喷头喷出降温水液从而能够对金属管材起到降温作用;
10、步骤四:切边磨平,可根据需求利用驱动电机通过升降螺杆带动升降滑块提升高度,同时利用切割电机带动打磨轮旋转,提升到管材左侧底部的位置时可利用打磨轮与金属管材左端表面接触进行磨平处理,当金属管材左端凹陷较大时可直接利用切割电机带动打磨轮上的切割轮对金属管材左端凹陷位置直接切除即可。
11、与现有技术相比,本发明具有如下有益效果:
12、1.本发明中设置接料斗可对切割金属管材末端时掉落的碎屑进行收集储存。
13、2.本发明中利用驱动电机带动升降螺杆从支撑框内旋转,从而能够对升降滑块的高度进行灵活调整,进而能够灵活调整升降切割架结构的整体高度。
14、3.本发明中可根据需求将固定框上的螺栓拆下,进而方便将切割电机从固定框上拆装维护。
15、4.本发明中利用切割电机通过打磨轮带动切割轮旋转,从而能够实现对金属管材的切断处理。
技术特征:
1.金属管材低压离心连铸装置,该金属管材低压离心连铸装置,包括低压浇铸装置(1)和离心装置(2),所述的离心装置(2)的下部分别轴接有驱动辊(9);驱动辊(9)的上部设置有外模(3);外模(3)的内侧设置有砂芯(4);砂芯(4)与离心装置(2)的右侧连接处设置有旋转基座(5);旋转基座(5)内侧插接有连接管(6),且连接管(6)贯穿砂芯(4)与砂芯(4)与外模(3)之间的空腔接通,同时连接管(6)的另一端插接在低压浇铸装置(1)的内侧;离心装置(2)的左侧设置有冷却基板(7);砂芯(4)的左侧安装有连铸抽拉装置(8),其特征在于,所述的离心装置(2)的左下侧设置有稳定支撑座结构(10);稳定支撑座结构(10)的上部安装有升降切割架结构(11)。
2.如权利要求1所述的金属管材低压离心连铸装置,其特征在于,所述的稳定支撑座结构(10)包括稳定支板(101),所述的稳定支板(101)的上部左侧螺栓安装有支撑框(102);支撑框(102)的内侧下部螺钉安装有驱动电机(103);驱动电机(103)的上部输出轴上螺栓安装有升降螺杆(104);支撑框(102)的左下侧设置有接料斗(105)。
3.如权利要求1所述的金属管材低压离心连铸装置,其特征在于,所述的升降切割架结构(11)包括升降滑块(111),所述的升降滑块(111)滑动卡接在支撑框(102)的内侧,同时升降滑块(111)与升降螺杆(104)螺纹配合;升降滑块(111)的上部右侧螺栓安装有连接杆(112);连接杆(112)的上端螺栓安装有固定框(113);固定框(113)的内侧螺栓安装有切割电机(114);切割电机(114)的左侧输出轴上安装有打磨轮(115)。
4.如权利要求1所述的金属管材低压离心连铸装置,其特征在于,所述的打磨轮(115)的中间位置螺栓安装有切割轮。
5.根据上述权利要求1至3任一权利要求所述的金属管材低压离心连铸方法,其特征在于,该金属管材低压离心连铸方法包括以下步骤:
技术总结
本发明提供金属管材低压离心连铸装置及生产工艺,属于金属管材加工技术领域,该金属管材低压离心连铸装置,包括包括低压浇铸装置和离心装置,所述的离心装置的下部分别轴接有驱动辊;驱动辊的上部设置有外模;外模的内侧设置有砂芯;砂芯与离心装置的右侧连接处设置有旋转基座;旋转基座内侧插接有连接管,且连接管贯穿砂芯与砂芯与外模之间的空腔接通,同时连接管的另一端插接在低压浇铸装置的内侧;离心装置的左侧设置有冷却基板;砂芯的左侧安装有连铸抽拉装置。本发明利用切割电机通过打磨轮带动切割轮旋转,从而能够实现对金属管材的切断处理。
技术研发人员:王伟,刘辉中,付锐
受保护的技术使用者:菏泽恒翼金属材料有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!