一种管材加工装置及其使用方法与流程
本发明属于构件加工,具体涉及一种管材加工装置及其使用方法。
背景技术:
1、钢管构件广泛应用于建筑工程,例如钢管屋架、桥架及框架结构中的支撑、排架结构中系杆等,所用钢管长短不一,根据所需长度需将钢管进行分段切割加工。现行钢管切割方式是由操作人员根据图纸要求长度采用卷尺量出所需长度在钢管上定位划线后,将钢管划线部位对准砂轮片启动电源进行切割或采用气割,此法因钢管底面无固定,易滚动滑移,需多人配合扶位方可不滑移,施工效率低,切割质量不易保证,而且操作人员单手在切割机下对钢管进行扶位存在安全隐患,影响施工安全质量进度的顺利实施。
技术实现思路
1、针对现有技术中的问题,本发明提供一种加工制作简单、切割操作便捷、安全稳固、能够提高构件加工制作质量精度的管材加工装置及其使用方法。
2、本发明采用以下技术方案:
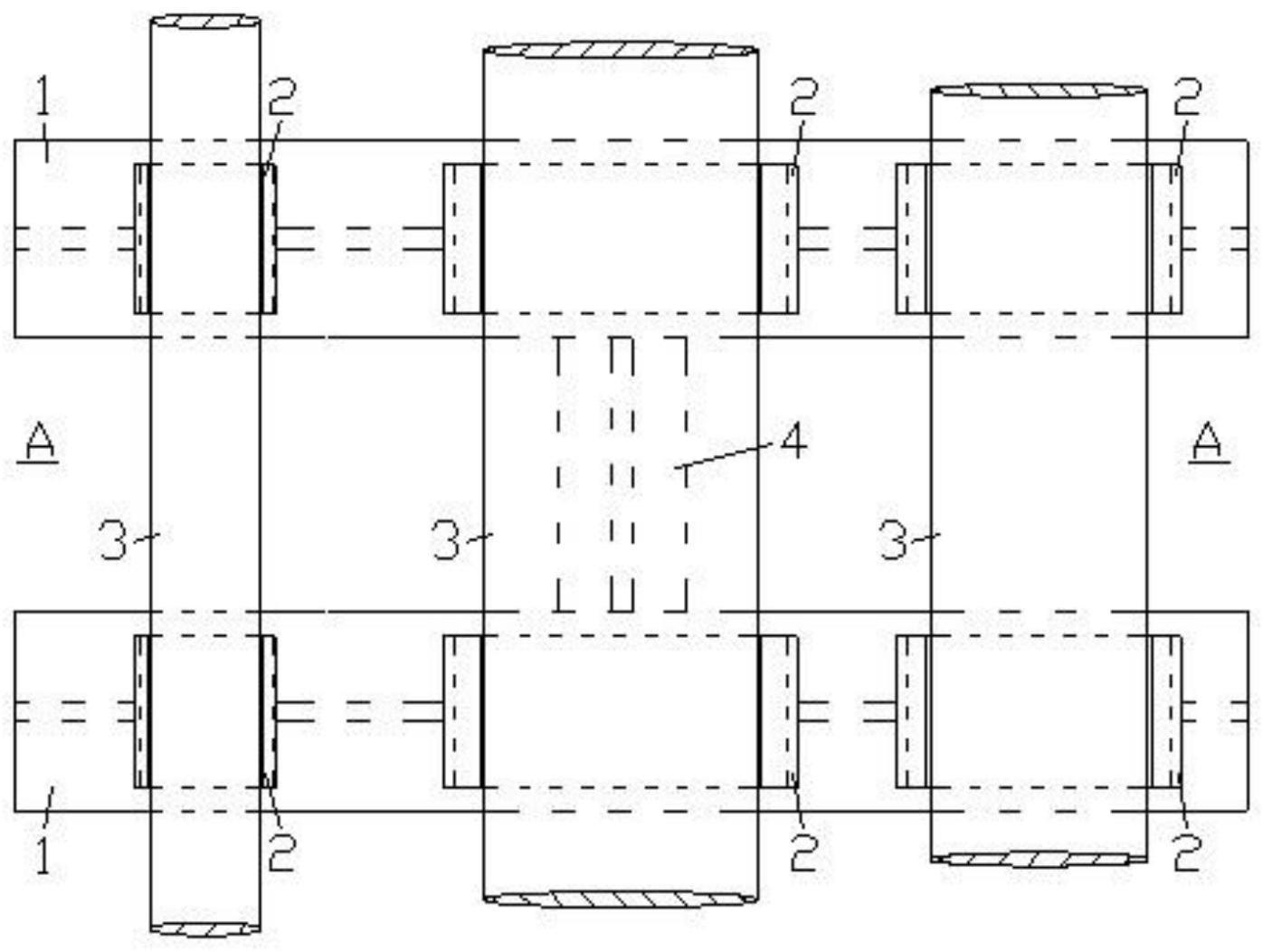
3、一种管材加工装置,包括两个底座(1)、连接件(4)、多对开口内径不同的c型钢(2),两个底座(1)通过连接件(4)连接,两个底座(1)互相平行,一个底座(1)的两端与另一个底座(1)的两端互相齐平;每对开口内径相同的c型钢(2)中的一个c型钢安装于一个底座(1)的顶部,每对开口内径相同的c型钢(2)中的另一个c型钢安装于另一个底座(1)的顶部,每对开口内径相同的c型钢(2)在两个底座(1)的顶部的安装位置齐平;c型钢(2)的长度小于等于底座(1)的宽度,c型钢(2)的开口端内深大于待加工钢管(3)的半径。
4、进一步地,所述底座(1)为工字钢,所述连接件(4)为工字钢。
5、进一步地,所述c型钢(2)的开口端朝上。
6、进一步地,所述c型钢(2)的腹板面点焊于所述底座(1)的上表面。
7、进一步地,所述c型钢(2)的开口宽度略小于待加工钢管(3)的外径。
8、一种基于上述的管材加工装置的使用方法,所述方法包括以下步骤:
9、步骤(一):将待加工钢管(3)吊装放置于底座(1)顶部与待加工钢管(3)的外径尺寸匹配的一对c型钢(2)中;
10、步骤(二):对已吊装放置于底座(1)顶部的一对c型钢(2)中的待加工钢管(3)的顶面根据工程所需长度用石笔分别划线定位;
11、步骤(三):将切割机置于待加工钢管(3)的前部顶端,根据所需钢管划线定位长度前后推送待加工钢管(3)划线部位至切割机砂轮片圆周最底部,启动电源切割待加工钢管(3)完成所需长度钢管的切割,以此类推完成所需全部长度的钢管的切割加工。
12、本发明的有益技术效果:本发明装置结构设计巧妙,加工制作简单,切割操作便捷,安全稳固,定位精准,提高了构件加工制作质量精度,费用低廉,适用于各种规格尺寸的钢管切割施工,可重复使用、降低了施工成本,提高了施工功效;解决了钢管切割效率低、存在有安全隐患的施工难题,确保了施工进度质量安全的顺利进行,达到了安全施工的社会效益和经济效益。
技术特征:
1.一种管材加工装置,其特征在于,所述装置包括两个底座(1)、连接件(4)、多对开口内径不同的c型钢(2),两个底座(1)通过连接件(4)连接,两个底座(1)互相平行,一个底座(1)的两端与另一个底座(1)的两端互相齐平;每对开口内径相同的c型钢(2)中的一个c型钢安装于一个底座(1)的顶部,每对开口内径相同的c型钢(2)中的另一个c型钢安装于另一个底座(1)的顶部,每对开口内径相同的c型钢(2)在两个底座(1)的顶部的安装位置齐平;c型钢(2)的长度小于等于底座(1)的宽度,c型钢(2)的开口端内深大于待加工钢管(3)的半径。
2.根据权利要求1所述的管材加工装置,其特征在于,所述底座(1)为工字钢,所述连接件(4)为工字钢。
3.根据权利要求1所述的管材加工装置,其特征在于,所述c型钢(2)的开口端朝上。
4.根据权利要求3所述的管材加工装置,其特征在于,所述c型钢(2)的腹板面点焊于所述底座(1)的上表面。
5.根据权利要求1所述的管材加工装置,其特征在于,所述c型钢(2)的开口宽度略小于待加工钢管(3)的外径。
6.一种基于权利要求1-5任一项所述的管材加工装置的使用方法,其特征在于,所述方法包括以下步骤:
技术总结
本发明公开了一种管材加工装置,包括两个底座(1)、连接件(4)、多对开口内径不同的C型钢(2),两个底座(1)通过连接件(4)连接;每对开口内径相同的C型钢(2)中的一个C型钢安装于一个底座(1)的顶部、另一个C型钢安装于另一个底座(1)的顶部。装置的使用方法包括以下步骤:将待加工钢管(3)吊装放置于底座(1)顶部与待加工钢管(3)的外径尺寸匹配的一对C型钢(2)中;对待加工钢管(3)的顶面进行划线定位;将切割机置于待加工钢管(3)的前部顶端,推送待加工钢管(3)划线部位至切割机砂轮片圆周最底部,启动电源切割待加工钢管(3)完成所需长度钢管的切割。本发明加工制作简单、安全稳固。
技术研发人员:李卫向,李柏霄,李昌蓉,臧宗强,段晓红,曾筠涵,张玉开
受保护的技术使用者:金川集团股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!