一种钢的热处理工艺的制作方法
发明涉及热处理工艺领域,特别涉及一种钢的热处理工艺。
背景技术:
1、
2、4330vmod的高强度、高韧性近年来一直被采矿、采石、石油钻采行业所青睐;随着现代采矿工艺的普遍实施,矿用钻具的服役条件更趋恶略,采矿钻具已成为钻具中最易失效的易损件。根据近几年的钻采行业的发展情况来看,通过对4330vmod材料稳定器产品研究,实现其高强度、高韧性的特性也为钻采行业提供了最有力的装备。hf3000型合金是用耐磨的堆焊敷料将碳化钨合金块堆焊到钻杆稳定器表面形成的强化方式,合金的焊接结合面达到97%以上。在磨砺性地层中的耐磨材料的接触面积100%,具有良好的耐擦伤磨料磨损及耐冲击磨料磨损性能。该类型钻具使用寿命长、耐磨性能好、应用范围广,市场前景良好。
3、然而,现有的对上述材料进行热处理时,该材料有较强的晶粒遗传现象,易产生晶粒粗大和混晶,并且在实际的生产中,由于该材料锻后温度高,晶粒粗大不均匀,组织一般为残余奥氏体+马氏体+贝氏体,经常会出现晶粒度低的现象,且反复正火均无法解决,并且在使用该材料的钻探过程中需承受重载,极易发生损坏。
技术实现思路
1、为解决上述技术问题,发明提供了一种钢的热处理工艺,用以解决上述背景技术的问题。
2、为达到上述目的,发明的技术方案如下:
3、一种钢的热处理工艺,包括如下步骤:
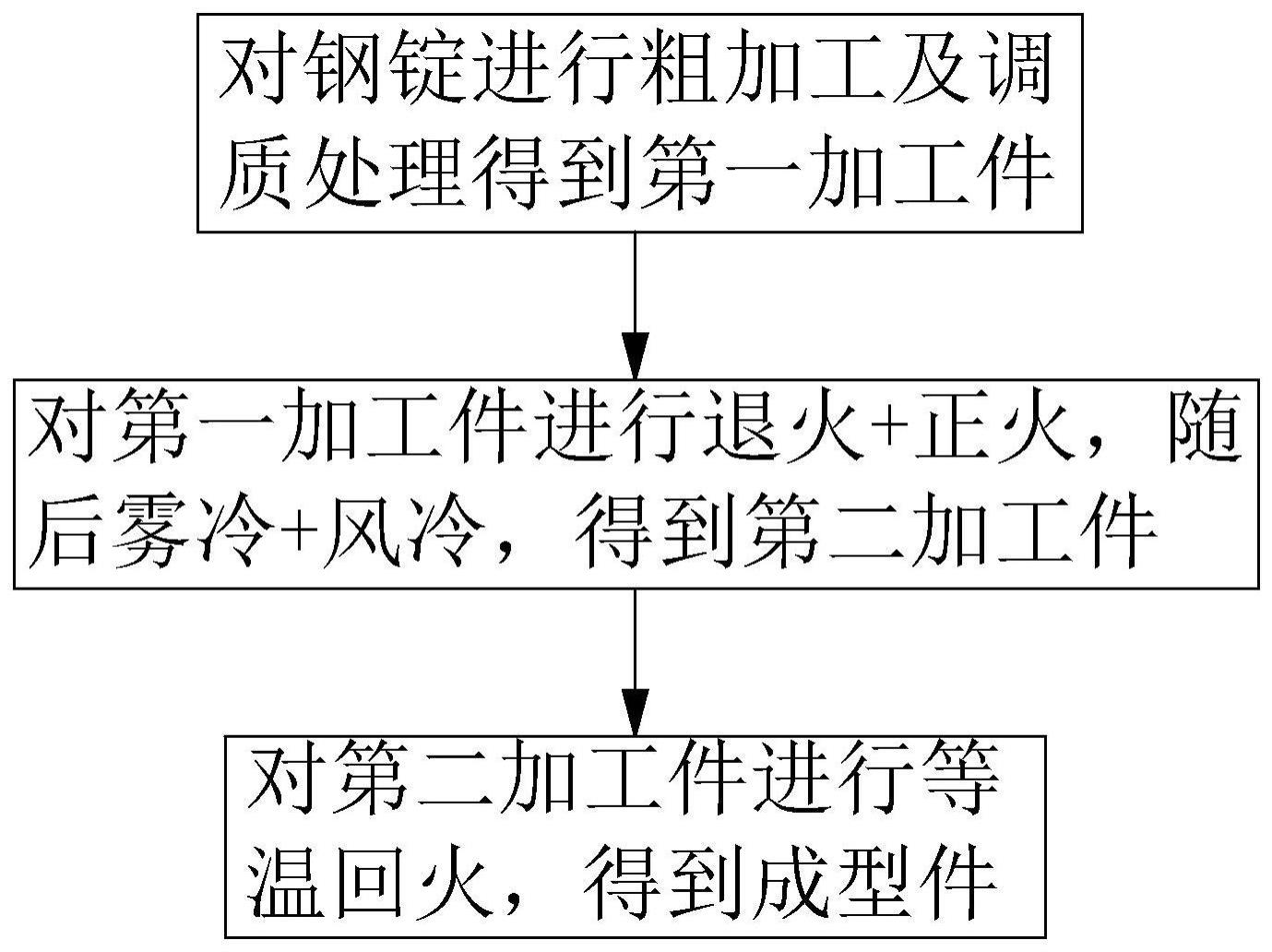
4、对钢锭进行粗加工,然后调质处理,并采用快速水冷得到第一加工件;
5、对所述第一加工件以730℃进行退火处理,以获得平衡的铁素体+珠光体组织,再以910℃-930℃高温正火进行重结晶细化精粒,并吊出后雾冷,冷却至400-500℃,随后进行风冷,以得到第二加工件;
6、对所述第二加工件采取两个温度进行起伏等温回火,以使组织完全转变,得到成型件。
7、作为发明的一种优选方案,所述钢锭中的p≤0.015%,s≤0.015%,p+s<0.025%。
8、作为发明的一种优选方案,在进行调质处理时,先升温到500-600℃保持均温,再升温到910-930℃,然后保温5h正火,随后风冷至350-400℃,并阶梯加热到880-900℃进行淬火处理。
9、作为发明的一种优选方案,在进行淬火处理前,需注入冷水并加强搅拌。
10、作为发明的一种优选方案,在等温回火时采取650℃+730℃两个温度。
11、作为发明的一种优选方案,所述成型件的组份为:c为0.31%、si为0.19%、mn为0.58%、p为0.01%、s为<0.005%、cr为0.96%、ni为2.54%、mo为0.49%、v为0.07%。
12、作为发明的一种优选方案,所述成型件的性能为:抗拉强度=1172mpa、屈服强度=1079mpa、延伸率=17%、断面收缩率=60%、冲击功=96/126/114j。
13、综上所述,发明具有如下有益效果:钢锭在粗加后再进行调质处理,采用快速水冷热处理方法,能够使工件心部奥氏体完全躲过珠光体和上贝氏体转变的冷却速度,以使锻件沿着整个截面获得下贝氏体或下贝氏体加马氏体组织。
14、通过对钻具材料进行控温控锻、控冷细化晶粒和晶粒均匀化,应用先进锻造后热处理工艺,使锻后不均匀的晶粒组织重新排序,使晶粒进一步细化。使钢的性能得到最大限度的发挥,满足高强度、高韧性的机械性能要求。
技术特征:
1.一种钢的热处理工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的钢的热处理工艺,其特征在于,所述钢锭中的p≤0.015%,s≤0.015%,p+s<0.025%。
3.根据权利要求2所述的钢的热处理工艺,其特征在于,在进行调质处理时,先升温到500-600℃保持均温,再升温到910-930℃,然后保温5h正火,随后风冷至350-400℃,并阶梯加热到880-900℃进行淬火处理。
4.根据权利要求3所述的钢的热处理工艺,其特征在于,在进行淬火处理前,需注入冷水并加强搅拌。
5.根据权利要求1所述的钢的热处理工艺,其特征在于,在等温回火时采取650℃+730°c两个温度。
6.根据权利要求1所述的钢的热处理工艺,其特征在于,所述成型件的组份为:c为0.31%、si为0.19%、mn为0.58%、p为0.01%、s为<0.005%、cr为0.96%、ni为2.54%、mo为0.49%、v为0.07%。
7.根据权利要求1所述的钢的热处理工艺,其特征在于,所述成型件的性能为:抗拉强度=1172mpa、屈服强度=1079mpa、延伸率=17%、断面收缩率=60%、冲击功=96/126/114j。
技术总结
发明涉及热处理工艺领域,公开了一种钢的热处理工艺。包括如下步骤:对钢锭进行粗加工,然后调质处理,并采用快速水冷得到第一加工件;对第一加工件以730℃进行退火处理,以获得平衡的铁素体+珠光体组织,然后退火处理,再以910℃‑930℃高温正火进行重结晶细化精粒,并吊出后雾冷,冷却至400‑500℃,随后进行风冷,以得到第二加工件;对第二加工件采取两个温度进行起伏等温回火,以使组织完全转变,得到成型件通过对钻具材料进行控温控锻、控冷细化晶粒和晶粒均匀化,应用先进锻造后热处理工艺,使锻后不均匀的晶粒组织重新排序,使晶粒进一步细化。使钢的性能得到最大限度的发挥,满足高强度、高韧性的机械性能要求。
技术研发人员:陈卫东,王济生,刘伟强,刘海斌,王三路,常娜,李天雨,王令辰,张伟锋,陈子平
受保护的技术使用者:河南中原重型锻压有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!