立磨砂轮修整器的制作方法
1.本实用新型涉及砂轮修整领域,特别是涉及立磨砂轮修整器。
背景技术:
2.传统砂轮修正是通过砂轮移动靠近砂轮修整器修整砂轮,每次修整砂轮时,先手动把砂轮修整器固定,然后将旋转状态下的砂轮靠近砂轮修整器,通过砂轮修整器上的金刚笔修整砂轮。由于砂轮修整器没有微调功能,且每次修整砂轮后都要将砂轮修整器取下,然后将砂轮重新移到这需要磨削的平面再次对刀,导致操作工序繁琐,效率低下。
技术实现要素:
3.本实用新型目的是针对背景技术中存在的问题,提出无需对刀、操作简单且提高了修整效率的立磨砂轮修整器。
4.本实用新型的技术方案,立磨砂轮修整器,包括金刚笔、芯轴、微调螺母、锁紧螺钉b、导向销、外轴套、限位组件、连接组件、移动驱动机构和安装架。
5.导向销与外轴套连接,芯轴滑动设置在外轴套内,芯轴上设置有供导向销滑动的导向槽,芯轴一端与金刚笔连接,芯轴另一端外周面具有外螺纹,微调螺母具有与外螺纹配合的内螺纹,微调螺母与芯轴螺纹连接,微调螺母转动设置在限位组件上,限位组件设置在外轴套上,锁紧螺钉b贯穿外轴套并与外轴套螺纹连接,锁紧螺钉b抵接在芯轴上;外轴套设置在连接组件上,移动驱动机构设置在安装架上,移动驱动机构与连接组件驱动连接。
6.优选的,芯轴端部具有供金刚笔插入的安装槽,芯轴螺纹连接有锁紧螺钉a,锁紧螺钉a抵接在金刚笔上。
7.优选的,限位组件包括固定盘、法兰和螺钉,固定盘设置在外轴套上,法兰通过螺钉连接在固定盘上,固定盘和法兰之间具有供微调螺母端部卡入的转动空间。
8.优选的,连接组件包括夹持杆和支架,外轴套设置在夹持杆上,夹持杆与支架连接,支架与移动驱动机构输出端连接。
9.优选的,安装架上设置有安装板,安装板上设置有线轨,夹持杆设置在线轨的移动端上。
10.优选的,移动驱动机构为油缸。
11.优选的,微调螺母外周面上设置有五十等分的刻度线。
12.与现有技术相比,本实用新型具有如下有益的技术效果:
13.本实用新型具有微调功能,通过旋转微调螺母带动芯轴移动,导向销对芯轴的移动过程进行导向,锁紧螺钉b保证了芯轴在调节后的位置稳定性,从而保证了连接在芯轴端部的金刚笔的稳定性。在砂轮需要修整时,通过油缸驱动连接组件上下移动,连接组件带动外轴套移动,外轴套通过芯轴带动金刚笔移动,可以平稳有效的修整砂轮,无需对刀,操作简单,节省时间,提高了修整效率。
附图说明
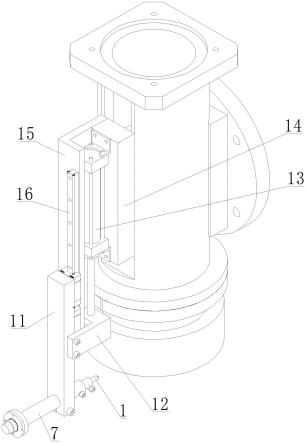
14.图1为本实用新型实施例的结构示意图;
15.图2为本实用新型实施例的主视结构局部剖视图;
16.图3为本实用新型实施例中刻度线在微调螺母上的分布图。
17.附图标记:1、金刚笔;2、芯轴;201、安装槽;202、导向槽;3、微调螺母;31、刻度线;4、锁紧螺钉a;5、锁紧螺钉b;6、导向销;7、外轴套;8、固定盘;9、法兰;10、螺钉;11、夹持杆;12、支架;13、移动驱动机构;14、安装架;15、安装板;16、线轨。
具体实施方式
18.如图1-2所示,本实用新型提出的立磨砂轮修整器,包括金刚笔1、芯轴2、微调螺母3、锁紧螺钉b5、导向销6、外轴套7、限位组件、连接组件、移动驱动机构13和安装架14。
19.导向销6与外轴套7连接,芯轴2滑动设置在外轴套7内,芯轴2端部具有供金刚笔1插入的安装槽201,芯轴2上设置有供导向销6滑动的导向槽202,芯轴2一端与金刚笔1连接,芯轴2螺纹连接有锁紧螺钉a4,锁紧螺钉a4抵接在金刚笔1上,从而保证金刚笔1的位置稳定性。芯轴2另一端外周面具有外螺纹,微调螺母3具有与外螺纹配合的内螺纹,微调螺母3与芯轴2螺纹连接,通过转动微调螺母3即能实现芯轴2的移动,操作简单。
20.微调螺母3转动设置在限位组件上,限位组件设置在外轴套7上,限位组件包括固定盘8、法兰9和螺钉10,固定盘8设置在外轴套7上,法兰9通过螺钉10连接在固定盘8上,固定盘8和法兰9之间具有供微调螺母3端部卡入的转动空间,则微调螺母3能在固定的位置进行转动,从而能顺畅的在转动过程中通过螺纹带动芯轴2移动。如图3所示,微调螺母3外周面上设置有五十等分的刻度线31,使微调精度为0.02mm,对砂轮的修整量可控,再次磨削时无需重新对刀,只需根据裁剪砂轮的量就可以按数据进刀,这样既保证了零件尺寸,又提高了工作效率。
21.锁紧螺钉b5贯穿外轴套7并与外轴套7螺纹连接,锁紧螺钉b5抵接在芯轴2上。外轴套7设置在连接组件上,移动驱动机构13设置在安装架14上,移动驱动机构13为油缸,移动驱动机构13与连接组件驱动连接,从而能稳定的驱动连接组件进行直线移动,连接组件包括夹持杆11和支架12,外轴套7设置在夹持杆11上,夹持杆11与支架12连接,支架12与移动驱动机构13输出端连接。安装架14上设置有安装板15,安装板15上设置有线轨16,夹持杆11设置在线轨16的移动端上。夹持杆11通过线轨16进行滑动,使得滑动过程更平稳,且能稳定保持在移动后的位置。
22.本实用新型具有微调功能,通过旋转微调螺母3带动芯轴2移动,导向销6对芯轴2的移动过程进行导向,锁紧螺钉b5保证了芯轴2在调节后的位置稳定性,从而保证了连接在芯轴2端部的金刚笔1的稳定性。在砂轮需要修整时,通过油缸驱动连接组件上下移动,连接组件带动外轴套7移动,外轴套7通过芯轴2带动金刚笔1移动,可以平稳有效的修整砂轮,无需对刀,操作简单,节省时间,提高了修整效率。
23.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
技术特征:
1.立磨砂轮修整器,其特征在于,包括金刚笔(1)、芯轴(2)、微调螺母(3)、锁紧螺钉b(5)、导向销(6)、外轴套(7)、限位组件、连接组件、移动驱动机构(13)和安装架(14);导向销(6)与外轴套(7)连接,芯轴(2)滑动设置在外轴套(7)内,芯轴(2)上设置有供导向销(6)滑动的导向槽(202),芯轴(2)一端与金刚笔(1)连接,芯轴(2)另一端外周面具有外螺纹,微调螺母(3)具有与外螺纹配合的内螺纹,微调螺母(3)与芯轴(2)螺纹连接,微调螺母(3)转动设置在限位组件上,限位组件设置在外轴套(7)上,锁紧螺钉b(5)贯穿外轴套(7)并与外轴套(7)螺纹连接,锁紧螺钉b(5)抵接在芯轴(2)上;外轴套(7)设置在连接组件上,移动驱动机构(13)设置在安装架(14)上,移动驱动机构(13)与连接组件驱动连接。2.根据权利要求1所述的立磨砂轮修整器,其特征在于,芯轴(2)端部具有供金刚笔(1)插入的安装槽(201),芯轴(2)螺纹连接有锁紧螺钉a(4),锁紧螺钉a(4)抵接在金刚笔(1)上。3.根据权利要求1所述的立磨砂轮修整器,其特征在于,限位组件包括固定盘(8)、法兰(9)和螺钉(10),固定盘(8)设置在外轴套(7)上,法兰(9)通过螺钉(10)连接在固定盘(8)上,固定盘(8)和法兰(9)之间具有供微调螺母(3)端部卡入的转动空间。4.根据权利要求1所述的立磨砂轮修整器,其特征在于,连接组件包括夹持杆(11)和支架(12),外轴套(7)设置在夹持杆(11)上,夹持杆(11)与支架(12)连接,支架(12)与移动驱动机构(13)输出端连接。5.根据权利要求4所述的立磨砂轮修整器,其特征在于,安装架(14)上设置有安装板(15),安装板(15)上设置有线轨(16),夹持杆(11)设置在线轨(16)的移动端上。6.根据权利要求1所述的立磨砂轮修整器,其特征在于,移动驱动机构(13)为油缸。7.根据权利要求1所述的立磨砂轮修整器,其特征在于,微调螺母(3)外周面上设置有五十等分的刻度线(31)。
技术总结
本实用新型涉及砂轮修整领域,具体为立磨砂轮修整器。其包括金刚笔、芯轴、微调螺母、锁紧螺钉b、导向销、外轴套、限位组件、连接组件、移动驱动机构和安装架;导向销与外轴套连接,芯轴滑动设置在外轴套内,芯轴上设置有供导向销滑动的导向槽,芯轴一端与金刚笔连接,芯轴另一端外周面具有外螺纹,微调螺母具有与外螺纹配合的内螺纹,微调螺母与芯轴螺纹连接,微调螺母转动设置在限位组件上,限位组件设置在外轴套上,锁紧螺钉b贯穿外轴套并与外轴套螺纹连接,锁紧螺钉b抵接在芯轴上;外轴套设置在连接组件上,移动驱动机构设置在安装架上,移动驱动机构与连接组件驱动连接。本实用新型无需对刀、操作简单且提高了修整效率。操作简单且提高了修整效率。操作简单且提高了修整效率。
技术研发人员:李东海 夏威军 宗先广
受保护的技术使用者:东莞市顺盟数控机械有限公司
技术研发日:2022.02.22
技术公布日:2022/6/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1