一种轻量化铝车轮毛坯的制作方法
1.本实用新型涉及铝车轮铸造领域,具体的说涉及一种轻量化铝车轮毛坯。
背景技术:
2.目前,随着各主机厂成本控制要求的日益严格,汽车零部件厂家的压力也相应的与日俱增,其不得不将价格压得更低从而保证一定的市场份额及产品销量,现阶段,对于铝车轮生产企业而言,其产品的单件利润已变得微乎其微,企业的投入与产出比例严重失调,这显著的制约着车轮行业的顺利向前发展,因此,如何降低车轮制造过程中的投入成本,从而保证在日益激烈市场竞争中的价格优势,是摆在众多车轮制造商面前的一项重要课题。
技术实现要素:
3.本实用新型的目的是提供一种改进了的铝车轮低压铸造毛坯铸件,实现毛坯铸件的减重,提升金属利用率,降低原材料及后续加工成本。
4.为了实现上述目的,本实用新型的技术方案是:
5.一种轻量化铝车轮毛坯,包括内轮缘、外轮缘以及位于内、外轮缘之间的外轮辋,所述外轮辋上设置多个减重区,所述减重区为长条状,由中心向外减重区宽度依次增加。
6.在本实用新型的一些方面,所述减重区为由中心向边缘设置的第一减重区、第二减重区、第三减重区、第四减重区4个减重区,由第一减重区到第四减重区宽度依次增加。
7.在本实用新型的一些方面,中心区域所述第一减重区毛坯量尺寸为acm,第二减重区毛坯量为a+0.4cm、第三减重区毛坯量为a+0.6cm、第四减重区毛坯量a+1.0cm。
8.与现有技术相比,本实用新型的优点为:本实用新型构思巧妙,结构简单,考虑了车轮成形的模具温度分布特点,将轮辋部位的毛坯量进行了分段设计,显著的实现了毛坯减重,提高了金属利用率,降低了原材料及后续加工成本;同时该新型的毛坯设计也使得轮辋各位置的成形均匀性更好,减少了铸造成形缺陷,提高了铸件的综合成形质量及成品率。
附图说明
9.图1是本实用新型轻量化铝车轮毛坯截面示意图。
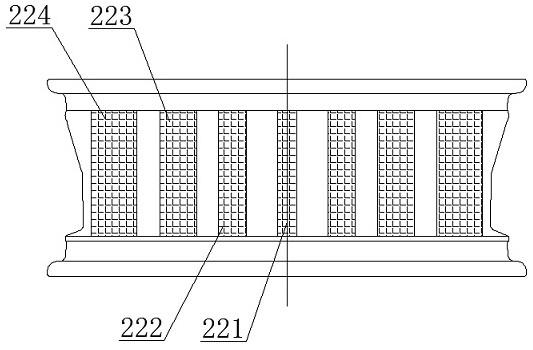
10.图2是本实用新型轻量化铝车轮毛坯减重结构示意图。
11.图中:1-产品线,2-毛坯线,21-内轮缘,22-外轮辋,221-第一减重区,222-第二减重区,223-第三减重区,224-第四减重区,23-外轮缘。
具体实施方式
12.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
13.下面将参考附图并结合实施例,对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用
新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
14.下面参考附图并结合实施例描述本实用新型实施例的轻量化铝车轮毛坯。
15.如图1所示,图中毛坯线2为本实用新型的外轮廓线,产品线1为毛坯经过机加工后实际产品的轮廓线;一种新型轻量化铝车轮毛坯,包括内轮缘21、外轮缘23以及位于内轮缘21和外轮缘23之间的外轮辋22,所述外轮辋22上设置减重区,是完成车轮毛坯减重的主要区域;车轮低压铸造过程中,共有四块边模成形外轮辋22,其中单个模具的温度分布呈现出由中心向两侧逐渐降低的趋势,根据这种特点将外轮辋22毛坯量进行了分段设计,原始轮辋毛坯为等壁厚设计,毛坯量为a+0.9cm;而本实用新型毛坯每1/4段外轮辋22圆周被分成了四部分减重区,其中中心区域第一减重区221设计的毛坯量最小,为尺寸acm,由第一减重区221向外侧依次为第二、第三、第四减重区224,第二、第三、第四减重区224毛坯量依次为a+0.4cm、a+0.6cm、a+1.0cm,每个减重区均为长条状,由第一减重区221到第四减重区224宽度依次增加,每个减重区之间圆滑过渡;将两种毛坯进行称重比较,后者重量降低了约400g,显著的实现了毛坯减重,提高了材料利用率。
16.与现有技术相比,本实用新型的优点为:本实用新型构思巧妙,结构简单,考虑了车轮成形的模具温度分布特点,将轮辋部位的毛坯量进行了分段设计,显著的实现了毛坯减重,提高了金属利用率,降低了原材料及后续加工成本;同时该新型的毛坯设计也使得轮辋各位置的成形均匀性更好,减少了铸造成形缺陷,提高了铸件的综合成形质量及成品率。
技术特征:
1.一种轻量化铝车轮毛坯,包括内轮缘、外轮缘以及位于内、外轮缘之间的外轮辋,其特征在于:所述外轮辋上设置多个减重区,所述减重区为长条状,由中心向外减重区宽度依次增加。2.根据权利要求1所述的轻量化铝车轮毛坯,其特征在于:所述减重区为由中心向边缘设置的第一减重区、第二减重区、第三减重区、第四减重区4个减重区,由第一减重区到第四减重区宽度依次增加。3.根据权利要求2所述的轻量化铝车轮毛坯,其特征在于:中心区域所述第一减重区毛坯量尺寸为acm,第二减重区毛坯量为a+0.4cm、第三减重区毛坯量为a+0.6cm、第四减重区毛坯量a+1.0cm。
技术总结
一种轻量化铝车轮毛坯,包括内轮缘、外轮缘以及位于内、外轮缘之间的外轮辋,其特征在于:所述外轮辋上设置多个减重区,所述减重区为长条状,由中心向外减重区宽度依次增加;本实用新型构思巧妙,结构简单,考虑了车轮成形的模具温度分布特点,将轮辋部位的毛坯量进行了分段设计,显著的实现了毛坯减重,提高了金属利用率,降低了原材料及后续加工成本;同时该新型的毛坯设计也使得轮辋各位置的成形均匀性更好,减少了铸造成形缺陷,提高了铸件的综合成形质量及成品率。综合成形质量及成品率。综合成形质量及成品率。
技术研发人员:尚旭亮 张鹏飞 佟立飞 孙国健 胡宗慧 刘媛媛
受保护的技术使用者:中信戴卡股份有限公司
技术研发日:2022.03.10
技术公布日:2022/8/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1