一种瞬时孕育剂热感应熔断装置的制作方法
1.本实用新型涉及铸造工艺中的辅助设备,特别涉及一种瞬时孕育剂热感应熔断装置。
背景技术:
2.当前铸造领域,为了得到组织致密的铸件,许多厂家不得不在铸件浇注过程中采用瞬时孕育的方法。瞬时孕育是指在铸造生产中,由于过冷倾向比较大,通过加入瞬时孕育剂进行孕育处理,增加球铁中石墨球的数量、提高其圆整度、细化石墨球,防止球化衰退,降低白口倾向,以及防止在共晶团晶间形成游离的渗碳体和产生偏析。
3.目前由于瞬时孕育大面积的推广,在孕育剂加入时,也伴随了一些问题的出现。目前瞬时孕育剂的加入方式有手动和机械自动化两种。
4.第一种是手动加入,如cn210537682u的专利,公布了一种手持式加入装置,由于操作原因,该设备支架不能太长,使得加入人员不得不直接面对上千度的高温铁水,存在很大的安全隐患。另外,高温恶劣环境加大操作难度,更不能实现瞬时孕育剂的精准加入。
5.第二种是电动设备自动加入,如cn206028665u的专利,设备包含机身、电机传动系统、无线电装置、传感器、电池或外接电线等。该设备较大,电机、外接电线、无线接收设备在浇注环境下极易损坏,使用成本高。而且在浇注时,设备悬挂在浇包横梁上,由于浇包位置不定,瞬时孕育剂也经常无法精准加入,同时外接电源和电池在高温条件下安全隐患很大,对浇注人员的安全也存在隐患。
技术实现要素:
6.为了克服上述现有技术的缺陷,本实用新型的目的在于提供一种瞬时孕育剂热感应熔断装置,可解决瞬时孕育剂精准加入及操作人员安全隐患两个问题,同时具备结构简单,易操作、维修保养等特点。
7.为了达到上述目的,本实用新型的技术方案为:
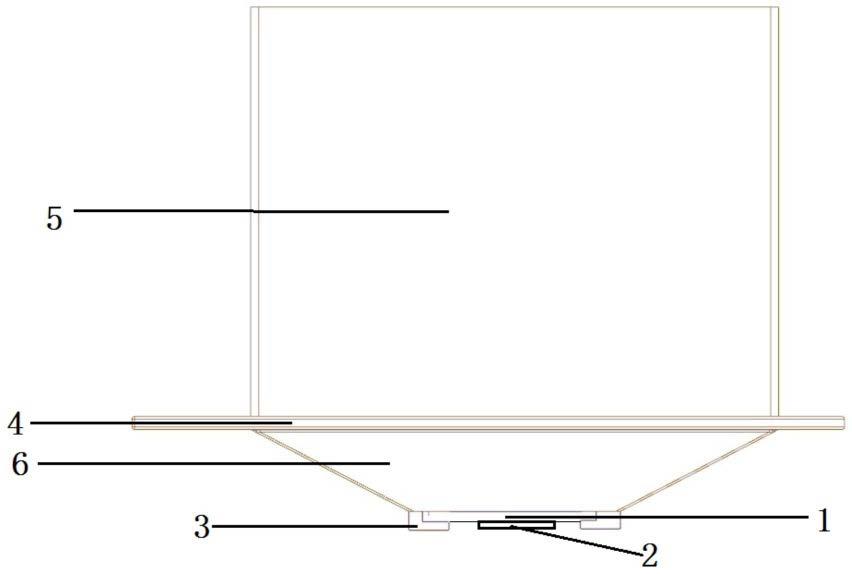
8.一种瞬时孕育剂热感应熔断装置,包括容仓5,容仓5下部连接漏斗仓6,在漏斗仓6的出口设置有控制盘1,控制盘1底表面张贴有感应片2。
9.所述控制盘1上设置有孔洞1-1。
10.所述孔洞1-1为矩形、梯形、三角形或其结合。
11.所述控制盘1通过限速卡口3插入式固定在漏斗仓2的出口,限速卡口3设置在漏斗仓2的出口两端。
12.所述感应片2为0.1-0.8mm厚度的有机聚合热感应材料。
13.与现有技术相比,本实用新型的有益效果是:
14.(1)、将本实用新型安装在浇口杯的瞬时孕育剂的最佳加入位置;采用热感应技术使得感应片2的熔断,实现瞬时孕育剂的加入,解决了人员的安全。
15.(2)控制盘1上设置有孔洞,根据控制盘1的插入深度控制落料口的大小,解决瞬时
孕育剂的精准及均匀加入问题,更是降低了设备的组成及维修成本。
16.(3)、目前全自动化设备价格在几万到十几万不等,而本装置结构简单,自重仅0.6kg左右,制造成本极低,经济效益明显。
附图说明
17.图1是本实用新型的结构示意图。
18.图2是本实用新型的控制盘1的结构示意图。
19.图3是本实用新型的限速卡口3的结构示意图。
20.图4是本实用新型的限速卡口3插入控制盘1中的结构示意图。
21.图5是本实用新型应用在浇口杯7上的示意图。
22.图6是使用本实用新型前后金像相同倍数下照片对比图。
具体实施方式
23.下面结合附图对本实用新型做详细叙述。
24.参照图1,一种瞬时孕育剂热感应熔断装置,包括容仓5,容仓5下部通过支撑座4连接漏斗仓6,在漏斗仓6的出口通过限速卡口3设置有控制盘1,控制盘1底表面张贴有感应片2。
25.参照图2,所述控制盘1上设置有矩形、三角形或其结合的孔洞。
26.参照图3、图4,所述控制盘1通过限速卡口3固定,限速卡口3设置在漏斗仓2的出口。
27.所述感应片2为0.1-0.8mm厚度的有机聚合热感应材料。
28.本实用新型的工作原理为:
29.(1)、将控制盘1安装到限速卡口3上,设置控制盘1插入的深度,控制落料口的大小,即控制了落料时的出口大小及速度;解决瞬时孕育剂的精准及均匀加入问题;
30.(2)、将定量瞬时孕育剂8加入到本实用新型的容仓5中;
31.(3)、参照图5,将本实用新型放置于浇口杯7的瞬时孕育剂的最佳加入位置,正常浇注,此时浇注环境特定的高温在1300℃-1450℃,熔断感应片2实现自动熔断控制,瞬时孕育剂8落入浇口杯7中。
32.本实用新型的出料面积大小由控制盘1插入的深度l决定,l=2g/δd,g为铸件重量,单位千克,δ为加入比例,d为装置设定值40-100,在浇口杯7的直浇道正上方匀速实施瞬时孕育作业,整个过程无需人工操作,实现了无人、无源、安全、自动化。
33.实施例一
34.某船舶发动机球缸盖铸件,浇注重量达550kg,在生产过程中使用了本实用新型,避免了操作人员存在安全隐患,满足了瞬时孕育剂精准及均匀加入的要求。在该铸件特定的条件下,选取控制盘1插入的深度l值为3-5mm,中间值为4mm,这样可以有效保证孕育剂的加入时间长度合适,以免过快或施加超时。熔断热感应片为0.1-0.8mm厚的有机聚合材料,中间值为0.4mm,这样能保证开始浇注后合理的时间和液面距感应片达到感应熔断距后熔断,避免提前熔断或滞后熔断、无法熔断等现象出现。感应片熔断开始在浇口杯7的浇口上方施加瞬时孕育剂,经25秒完成瞬时孕,整个浇注时间48秒,符合工艺要求。使用装置前后
金像相同倍数下照片对比如图6,使用后同一球化等级下石墨球径明显减小,数量明显增加,基体珠光体含量明显减少,后期加工水压试验效果很好。
技术特征:
1.一种瞬时孕育剂热感应熔断装置,其特征在于,包括容仓(5),容仓(5)下部连接漏斗仓(6),在漏斗仓(6)的出口设置有控制盘(1),控制盘(1)底表面张贴有感应片(2)。2.根据权利要求1所述的一种瞬时孕育剂热感应熔断装置,其特征在于,所述控制盘(1)上设置有孔洞(1-1)。3.根据权利要求2所述的一种瞬时孕育剂热感应熔断装置,其特征在于,所述的孔洞(1-1)为矩形、梯形、三角形或其结合。4.根据权利要求1所述的一种瞬时孕育剂热感应熔断装置,其特征在于,所述控制盘(1)通过限速卡口(3)插入式固定在漏斗仓(6)的出口,限速卡口(3)设置在漏斗仓(6)的出口两端。5.根据权利要求1所述的一种瞬时孕育剂热感应熔断装置,其特征在于,所述感应片(2)为0.1-0.8mm厚度的有机聚合热感应材料。
技术总结
一种瞬时孕育剂热感应熔断装置,包括容仓,容仓下部连接漏斗仓,在漏斗仓的出口设置有控制盘,控制盘底表面张贴有感应片;将本实用新型放置于浇口杯的瞬时孕育剂的最佳加入位置,设置控制盘插入的深度,控制落料口的大小,即控制了落料时的出口大小及速度;解决了瞬时孕育剂的精准及均匀加入问题;本实用新型的出料面积大小由控制盘插入的深度L决定,在浇口杯的直浇道正上方匀速实施瞬时孕育作业,整个过程无需人工操作,实现了无人、无源、安全、自动化。自动化。自动化。
技术研发人员:张飞场 朱亚东 焦有生 赵雄 高洁 解卫红 宁强伟
受保护的技术使用者:中国船舶重工集团公司第十二研究所
技术研发日:2022.06.17
技术公布日:2022/10/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1