一种连铸钢坯二次切割定尺装置的制作方法
1.本实用新型涉及连铸钢坯切割,特别涉及一种连铸钢坯二次切割定尺装置。
背景技术:
2.在连铸机生产中二次切割精度要求精度高,数据稳。一旦误差超标则造成大量的成本流失,传统的测量辊和摄像定尺均因自身的局限性造成使用不便。测量辊只能在钢坯单方向运行时测量钢坯,但二切需要进行钢坯摆放往复运行,所以不能在二切区域使用。摄像定尺在二切区域标定较复杂,标定准确难度较大造成较大的钢铁料浪费。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种连铸钢坯二次切割定尺装置,提高切割精度。
4.为实现上述目的,本实用新型采用以下技术方案实现:
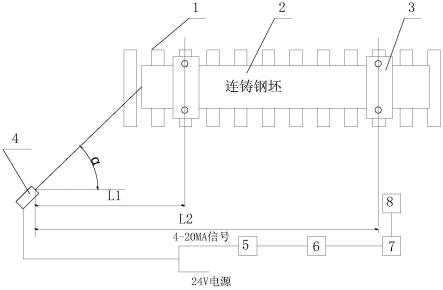
5.一种连铸钢坯二次切割定尺装置,连铸钢坯通过辊道运输至1#火切车、2#火切车下方,在1#火切车的侧前方设有激光测距仪,激光测距仪通过信号电缆依次连接隔离器、模拟量模块、plc系统,1#火切车、2#火切车与plc系统信号连接,激光测距仪与1#火切车的起始位置的距离为l1,激光测距仪与2#火切车的起始位置的距离为l2,激光测距仪的激光照射方向与水平方向的夹角为α。
6.所述的激光测距仪与1#火切车的起始位置的距离l1为3-5米。
7.所述的激光测距仪与2#火切车的起始位置的距离l2为10-12米。
8.所述的激光测距仪的激光照射方向与水平方向的夹角α为20-40
°
。
9.与现有的技术相比,本实用新型的有益效果是:
10.本实用新型标定简单,操作方便,准旗度高。可以大幅提高切割精度。
附图说明
11.图1为本实用新型的结构示意图。
12.图中:辊道1、1#火切车2、2#火切车3、激光测距仪4、连接隔离器5、模拟量模块6、plc系统7、人机界面8。
具体实施方式
13.下面将结合实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所得到的所有其他实施例,都属于本发明保护的范围。
14.如图1,一种连铸钢坯二次切割定尺装置,连铸钢坯通过辊道1运输至1#火切车2、2#火切车3下方,在1#火切车2的侧前方设有激光测距仪4,激光测距仪4通过信号电缆依次
连接隔离器5、模拟量模块6、plc系统7,1#火切车2、2#火切车3与plc系统7信号连接。plc系统7连接人机界面8。
15.激光测距仪4与1#火切车2的起始位置的距离为l1,l1为3-5米。
16.激光测距仪4与2#火切车3的起始位置的距离为l2,l2为10-12米。
17.激光测距仪4的激光照射方向与水平方向的夹角为α。α为20-40
°
。
18.工作过程:1#火切车2、2#火切车3处于起始位置,钢坯摆放置后,在人机界面(hmi画面)点击辊道停止按钮,plc读取测距仪读数加以计算。得出1#火切车和2#火切车的位移设定值,操作人员确定过程正常后点击切割按钮火切车大车机构开始运行。当火切车移动到设定值后大车停止运行主压压下,开始切割。
19.尽管已经示出和描述了本发明的实施例子,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和基本精神的情况下对这些实施例进行多种变化、修改、替换和变形,本发明的范围由所附权利要求及其等同物限定。
技术特征:
1.一种连铸钢坯二次切割定尺装置,连铸钢坯通过辊道运输至1#火切车、2#火切车下方,其特征在于,在1#火切车的侧前方设有激光测距仪,激光测距仪通过信号电缆依次连接隔离器、模拟量模块、plc系统,1#火切车、2#火切车与plc系统信号连接,激光测距仪与1#火切车的起始位置的距离为l1,激光测距仪与2#火切车的起始位置的距离为l2,激光测距仪的激光照射方向与水平方向的夹角为α。2.根据权利要求1所述的一种连铸钢坯二次切割定尺装置,其特征在于,所述的激光测距仪与1#火切车的起始位置的距离l1为3-5米。3.根据权利要求1所述的一种连铸钢坯二次切割定尺装置,其特征在于,所述的激光测距仪与2#火切车的起始位置的距离l2为10-12米。4.根据权利要求1所述的一种连铸钢坯二次切割定尺装置,其特征在于,所述的激光测距仪的激光照射方向与水平方向的夹角α为20-40
°
。
技术总结
本实用新型涉及一种连铸钢坯二次切割定尺装置,连铸钢坯通过辊道运输至1#火切车、2#火切车下方,在1#火切车的侧前方设有激光测距仪,激光测距仪通过信号电缆依次连接隔离器、模拟量模块、PLC系统,1#火切车、2#火切车与PLC系统信号连接,激光测距仪与1#火切车的起始位置的距离为L1,激光测距仪与2#火切车的起始位置的距离为L2,激光测距仪的激光照射方向与水平方向的夹角为α。本实用新型标定简单,操作方便,准旗度高。可以大幅提高切割精度。可以大幅提高切割精度。可以大幅提高切割精度。
技术研发人员:张勇杰 杨生田 于海岐 贾东升 李春生 董光宇 董水秀 赵天蔚 宋彦军 王立 陈晨 苏宽 陈兆富 申光辉
受保护的技术使用者:鞍钢股份有限公司
技术研发日:2022.07.05
技术公布日:2023/1/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1