一种抵消模具涨型力模具锁模装置的制作方法
1.本实用新型公开了一种模具锁模装置,具体涉及一种抵消模具涨型力模具锁模装置。
背景技术:
2.随着压铸技术和模具技术的不断发展,和对成本效率的不断追求,需要在更小吨位的机台做出更大投影面积和结构更加复杂的产品,模具涨型力是一项重要的参考因素。
3.模具涨型力是指压铸过程中,填充结束并转为增压阶段时,作用于正在凝固的金属上的增压比压,通过金属(铸件浇注系统,排溢系统)传递型腔壁面,此压力称为胀型力(又称反压力)。
4.压铸机的选用需要考虑到诸多方面的因素,但是现阶段我们主要考虑的是锁模力是否满足需求,要求锁模力必须大于胀型力(锁模力>1.2*涨型力),否则压射时模具分型面会胀开,导致金属液飞溅,并使型腔内压力难以建立,产品难以成型。
5.由于模具结构,产品质量限制,往往出现涨型力大于或者略大于锁模力情况,为了保证正常生产不得不使用大吨位压铸机来满足,导致模具的制造成本和压铸生产成本的增加。
技术实现要素:
6.本实用新型的目的是为了克服以上的不足,提供一种抵消模具涨型力模具锁模装置。
7.本实用新型的目的通过以下技术方案来实现:
8.一种抵消模具涨型力模具锁模装置,包括油缸、插销,抱箍和锲紧块,抱箍将油缸伸缩杆与插销连接在一起使两者做同步运动,所述油缸通过固定块固定在动模框上,动模框内安装有导套,动模框上端安装有定模框,所述锲紧块从定模框背面垂直插入并贯穿定模框后继续插入动模框中,并且贯穿动模框内的导套,插销插入导套中并贯穿锲紧块,插销与锲紧块的下端接触面存在夹角α。
9.本实用新型的进一步改进在于:夹角α的范围是8
°
≤α≤12
°
,α最优角度为10
°
。
10.本实用新型与现有技术相比具有以下优点:
11.本实用新型的插销与锲紧块的下端接触面存在夹角α,油缸驱动插销插入锲紧块内并持续加压时,插销与锲紧块的下端接触面会产生一个抵消模具涨型力的力f。
12.本实用新型的夹角α的范围是8
°
≤α≤12
°
,α最优角度为10
°
,α<8
°
起不到抵消涨型力的作用,α>12
°
就需要提高油缸和锲紧块的材料要求,导致成本上升。
13.附图说明:
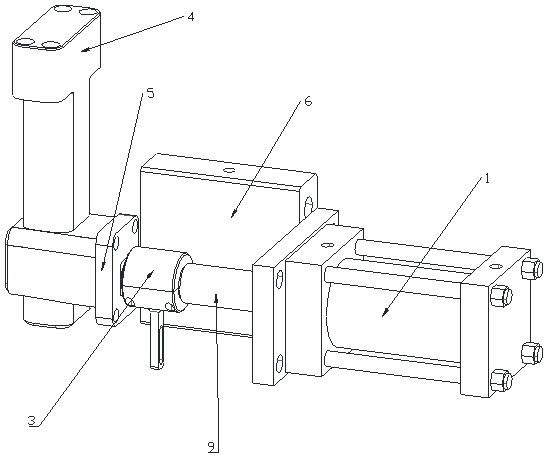
14.图1是本实用新型的结构示意图
15.图2是本实用新型作用在模具上的俯视图;
16.图中标号:油缸-1、插销-2、抱箍-3、锲紧块-4、导套-5、固定块-6、动模框-7、定模
框-8,油缸伸缩杆9。
17.具体实施方式:
18.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。在本实用新型的一种实施方式中描述的元素和特征可以与一个或更多个其它实施方式中示出的元素和特征相结合。应当注意,为了清楚的目的,说明中省略了与本实用新型无关的、本领域普通技术人员已知的部件和处理的表示和描述。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.以下结合附图对本实用新型做进一步描述:一种抵消模具涨型力模具锁模装置,包括油缸1、插销2,抱箍3和锲紧块4,抱箍3将油缸伸缩杆9与插销2连接在一起使两者做同步运动,油缸1通过固定块6固定在动模框7上,动模框7内安装有导套5,锲紧块4从定模框8背面垂直插入并贯穿定模框8后继续插入动模框7中,并且贯穿动模框7内的导套5,插销2插入导套5中并贯穿锲紧块4,插销2与锲紧块4的下端接触面存在夹角α,油缸驱动插销插入锲紧块内并持续加压时,插销与锲紧块的下端接触面会产生一个抵消模具涨型力的力f。
20.夹角α的范围是8
°
≤α≤12
°
,α最优角度为10
°
,α<8
°
起不到抵消涨型力的作用,α>12
°
就需要提高油缸和锲紧块的材料要求,导致成本上升。
21.根据模具设计的大小和压铸机的吨位,可以在模具上增加本实用新型的数量来满足实际生产要求,在不提升压铸机吨位的前提下,能在更小吨位的机台上做出更大投影面积和结构更加复杂的产品,从而降低了模具的制造成本和压铸生产成本。
22.工作原理:油缸1驱动油缸伸缩杆9向着动模框7的方向运动,油缸伸缩杆9带动插销2插入锲紧块4中,油缸1继续加压,由于插销2与锲紧块4下端面夹角α的存在,使得插销2与锲紧块4下端面产生一个可以用来抵消模具涨型力的力f。
23.最后应说明的是:虽然以上已经详细说明了本实用新型及其优点,但是应当理解在不超出由所附的权利要求所限定的本实用新型的精神和范围的情况下可以进行各种改变、替代和变换。而且,本实用新型的范围不仅限于说明书所描述的过程、设备、手段、方法和步骤的具体实施例。本领域内的普通技术人员从本实用新型的公开内容将容易理解,根据本实用新型可以使用执行与在此所述的相应实施例基本相同的功能或者获得与其基本相同的结果的、现有和将来要被开发的过程、设备、手段、方法或者步骤。因此,所附的权利要求旨在在它们的范围内包括这样的过程、设备、手段、方法或者步骤。
技术特征:
1.一种抵消模具涨型力模具锁模装置,包括油缸(1)、插销(2),抱箍(3)和锲紧块(4),其特征在于:所述抱箍(3)将油缸伸缩杆(9)与插销(2)连接在一起使两者做同步运动,所述油缸(1)通过固定块(6)固定在动模框(7)上,动模框(7)内安装有导套(5),所述锲紧块(4)从定模框(8)背面垂直插入并贯穿定模框(8)后继续插入动模框(7)中,并且贯穿动模框(7)内的导套(5),插销(2)插入导套(5)中并贯穿锲紧块(4),插销(2)与锲紧块(4)的下端接触面存在夹角α。2.根据权利要求1所述一种抵消模具涨型力模具锁模装置,其特征是:夹角α的范围是8
°
≤α≤12
°
。3.根据权利要求1所述一种抵消模具涨型力模具锁模装置,其特征是:所述夹角α为10
°
。
技术总结
本实用新型公开了一种模具锁模装置,具体涉及一种抵消模具涨型力模具锁模装置,包括油缸、插销,抱箍和锲紧块,抱箍将油缸伸缩杆和插销连接在一起使两者做同步运动,油缸作为动力装置,带动插销插入或抽出锲紧块,由于插销与锲紧块接触面存一定的夹角α,当插销插入锲紧块时,油缸插入时的压力使得插销与锲紧块接触面之间就产生一个可以抵消模具涨型力的力F,本实用新型在不提升压铸机吨位的前提下,能在更小吨位的机台上做出更大投影面积和结构更加复杂的产品,从而降低了模具的制造成本和压铸生产成本。铸生产成本。铸生产成本。
技术研发人员:钱志安 彭亚平 雷鸣 张义琪
受保护的技术使用者:广东鸿图南通压铸有限公司
技术研发日:2022.07.07
技术公布日:2023/2/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1