一种工件自动送料装置的制作方法
1.本实用新型属于机械领域,具体地说涉及一种工件自动送料装置。
背景技术:
2.油泵盖、阀板等薄板类零件或滑块类四方体工件需要送入双端磨床进行磨削,在送入双端面磨床送入磨削区时,现有技术中通常采用人工送料,生产效率低,劳动强度大,存在安全隐患。
技术实现要素:
3.本实用新型为了解决上述问题而提供了一种薄板类工件自动送料装置,减轻工人劳动强度,大大提高生产效率。
4.本实用新型的技术方案是这样实现的:一种薄板类工件自动送料装置,包括磨床上料座,所述磨床上料座上设有送料装置,所述磨床上料座上设有横向送料机构,所述横向送料机构与气缸推料机构相连,所述横向送料机构包括设于磨床上料座下部的减速电机,所述减速电机通过链轮a、链条、链轮b与平基带相连,所述平基带前方设有支撑板,所述气缸推料机构包括气缸,所述气缸的活塞杆前端与推板相连,所述推板位于所述支撑板前端,所述气缸推料机构包括气缸,所述气缸的活塞杆前端与推板相连,所述推板位于所述支撑板前端,所述气缸前后端均设有电磁感应机构,所述活塞杆后端设有磁环;
5.优选的,所述电磁感应机构包括设于气缸前端的磁性开关a和设于气缸后端的磁性开关b,所述磁环感应磁性开关a发出的电磁信号通过继电器使电磁阀换向,气缸活塞杆带动推板后退回位,所述磁环感应磁性开关b发出的电磁信号通过延时继电器使电磁阀换向,气缸活塞杆带动推板前行;
6.优选的,所述送料装置为送料辊或卡盘。
7.本实用新型的有益效果是:本实用新型结构简单,动作灵活、准确、稳定,操作方便,替代人工上料,减轻工人劳动强度,提高工作效率,没有人工送料的安全风险,非常适用于大批量泵盖、阀板等薄板类零件在卧式双端面磨床自动送料。
附图说明
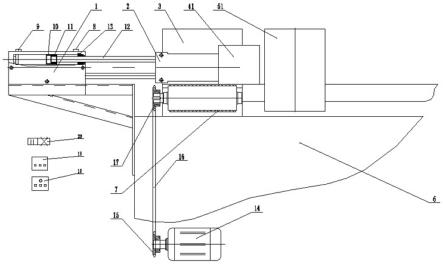
8.图1为本实用新型输送薄板类工件的主视图;
9.图2为本实用新型输送薄板类工件的俯视图;
10.图3为本实用新型输送四方体类工件的主视图;
11.图4为本实用新型输送四方体类工件的俯视图。
12.零件说明:1、气缸,2、推板,3、支撑板,4、工件,41、薄板类工件,42、四方体类工件,5、送料装置,51、送料辊,52、卡盘, 6、磨床上料座,7、平基带,8、磁性开关a,9、磁性开关b,10、密封圈b,11、磁环,12、活塞杆,13、密封圈a,14、减速电机,15、链轮a,16、链条,17、链轮b,18、延时继电器,19、继电器,20、电磁阀,21、砂轮。
具体实施方式
13.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
14.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
15.实施例1:
16.参照附图1-2,一种工件自动送料装置,输送的工件为薄板类工件41,包括磨床上料座6,磨床上料座6上相对设有两个送料辊51,磨床上料座6上设有横向送料机构,横向送料机构与气缸推料机构相连,横向送料机构包括设于磨床上料座6下部的减速电机14,减速电机14通过链轮a15、链条16、链轮b17与平基带7相连,平基带7前方设有支撑板3,气缸推料机构包括气缸1,气缸1的活塞杆12前端与推板2相连,推板2位于支撑板3前端,所述气缸1前后端均设有电磁感应机构,活塞杆12后端设有磁环11和密封圈b10,活塞杆12前端设有密封圈a13,电磁感应机构包括设于气缸1前端的磁性开关a8和设于气缸1后端的磁性开关b9,磁环11感应磁性开关a8发出的电磁信号通过继电器19使电磁阀20换向,气缸活塞杆12带动推板2后退回位,所述磁环11感应磁性开关b9发出的电磁信号通过延时继电器18使电磁阀20换向,气缸活塞杆12带动推板2前行。
17.具体地,把多片薄板类工件41依次竖放在平基带7上,依靠减速电机14带动链轮a15、链条16、链轮b17,带动平基带7横向平移,带着薄板类工件41贴近支撑板3,此时气缸1的活塞杆12通过推板2把薄板类工件41纵向推入送料辊51的两辊间,两辊转动利用夹紧摩擦力把薄板类工件41送入砂轮磨削区,气缸1前后端装有磁性开关a8、磁性开关b9,推板2到达前端极限时,活塞杆12上的磁环11感应磁性开关a8发出电磁信号通过继电器19使电磁阀20换向,让高压空气推动活塞后退,联动推板2回到后端位置。下一片薄板类工件41又被平基带7传递到支撑板3位置,磁环11感应磁性开关b9发出电磁信号,延时继电器18设定2秒延时后发出电磁信号使电磁阀20换向,高压空气推动气缸1活塞前行,推板2又推动薄板类工件41到两辊摩擦机构进入磨削区,这样周而复始连续动作,从而完成工件的磨削。
18.实施例2:一种工件自动送料装置,输送的工件为四方体类工件滑块42,包括磨床上料座6,磨床上料座6上设有卡盘52,卡盘52与砂轮21相配合,其它结构与实施例1相同。
19.具体地,把多片滑块42依次平放在平基带7上,依靠电机带动链轮链条使平基带7横向平移,带着滑块42贴近支撑板3,此时气缸1活塞杆12通过推板2把滑块42纵向推入送料卡盘52方口中间,卡盘52转动把滑块42送入砂轮磨削区,气缸1前后端设有磁性开关,推板2到达前端极限,气缸1上活塞杆上的磁环11感应磁性开关发出的电磁信号,通过继电器19使电磁阀20换向,让高压空气推动活塞后退,联动推板2回到后端位置。下一片滑块42又被平基带7传送到支撑板3位置,延时继电器18设定2秒延时后发出电磁信号使电磁阀20换向,高压空气推动气缸1活塞前行,推板2又把滑块42推入卡盘52下一方口,卡盘52转动带着滑块42进入磨削区,这样周而复始连续动作,从而完成滑块42的两端面磨削。
20.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不
局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种工件自动送料装置,包括磨床上料座(6),所述磨床上料座(6)上设有送料装置(5),其特征在于所述磨床上料座(6)上设有横向送料机构,所述横向送料机构与气缸推料机构相连,所述横向送料机构包括设于磨床上料座(6)下部的减速电机(14),所述减速电机(14)通过链轮a(15)、链条(16)、链轮b(17)与平基带(7)相连,所述平基带(7)前方设有支撑板(3),所述气缸推料机构包括气缸(1),所述气缸(1)的活塞杆(12)前端与推板(2)相连,所述推板(2)位于所述支撑板(3)前端,所述气缸(1)前后端均设有电磁感应机构,所述活塞杆(12)后端设有磁环(11)。2.如权利要求1所述的一种工件自动送料装置,其特征在于所述电磁感应机构包括设于气缸(1)前端的磁性开关a(8)和设于气缸(1)后端的磁性开关b(9),所述磁环(11)感应磁性开关a(8)发出的电磁信号通过继电器(19)使电磁阀(20)换向,气缸活塞杆(12)带动推板(2)后退回位,所述磁环(11)感应磁性开关b(9)发出的电磁信号通过延时继电器(18)使电磁阀(20)换向,气缸活塞杆(12)带动推板(2)前行。3.如权利要求1或2所述的一种工件自动送料装置,其特征在于所述送料装置(5)为送料辊(51)或卡盘(52)。
技术总结
本实用新型提供了一种工件自动送料装置,包括磨床上料座,所述磨床上料座上设有送料装置,所述磨床上料座上设有横向送料机构,所述横向送料机构与气缸推料机构相连,所述横向送料机构包括设于磨床上料座下部的减速电机,所述减速电机通过链轮A、链条、链轮B与平基带相连,所述平基带前方设有支撑板,所述气缸推料机构包括气缸,所述气缸的活塞杆前端与推板相连,所述推板位于所述支撑板前端,所述气缸推料机构包括气缸,所述气缸的活塞杆前端与推板相连,所述推板位于所述支撑板前端,所述气缸前后端均设有电磁感应机构,所述活塞杆后端设有磁环。本实用新型结构简单,操作方便,减轻工人劳动强度,提高工作效率。提高工作效率。提高工作效率。
技术研发人员:王晶 宋落 王晓彬
受保护的技术使用者:烟台煜丰机械制造有限公司
技术研发日:2022.07.11
技术公布日:2022/10/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1