一种压制蜡模件的陶瓷型芯结构的制作方法
1.本实用新型涉及一种压制蜡模件的陶瓷型芯结构,属于铸造技术领域。
背景技术:
2.对于具有狭长内腔的薄壁支板类钛合金铸件,在制备蜡模件时,不能采用涂料制壳方法而需要采用陶瓷型芯压制来制备蜡模件,在陶瓷型芯在模具内填充蜡料进行压制前,陶瓷型芯需要定位在模具内。
3.在中国专利公开号为cn105945220b的一种带陶瓷型芯蜡模成型方法,公开采用的技术为:在蜡模模具中还设有对陶瓷型芯进行辅助装夹定位的辅助销钉,该辅助销钉采用可伸缩调整的弹性结构(主要由基座筒、顶杆和介于二者之间的弹性件组成,弹性件通常为螺旋弹簧),虽然,辅助销钉采用弹性结构能对陶瓷型芯安装在模具内进行位置补充,使陶瓷型芯安装至合适状态,但是,在填充蜡料后,存在辅助销钉与陶瓷型芯外部的蜡层脱离后会留下缺陷孔洞的问题,导致后期需要融化蜡料填补缺陷孔洞的情况,而在融化蜡料填补缺陷孔洞时陶瓷型芯周围处的蜡层又会出现损坏的情况。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种压制蜡模件的陶瓷型芯结构。
5.本实用新型通过以下技术方案得以实现。
6.本实用新型提供的一种压制蜡模件的陶瓷型芯结构,包括:
7.陶瓷型芯本体,陶瓷型芯本体构成刚性受力制成的基础;
8.定位蜡片,定位蜡片为蜡料制成,定位蜡片固定安装在陶瓷型芯本体安装时与模具接触的外侧面。
9.所述定位蜡片粘接固定安装在陶瓷型芯本体前后纵向的端部外侧面上。
10.前后纵向端部的所述陶瓷型芯本体分别间隔安装四个定位蜡片。
11.所述陶瓷型芯本体内部设有成型通孔。
12.位于成型通孔上下两侧的所述陶瓷型芯本体上一体固定连接有成孔柱体。
13.还包括定位芯头a。
14.所述定位芯头a与陶瓷型芯本体横向一侧面固定连接。
15.还包括定位芯头b。
16.所述定位芯头b固定连接位于相对定位芯头a另一侧的陶瓷型芯本体横向侧面上。
17.本实用新型的有益效果在于:蜡料制成的定位蜡片在陶瓷型芯本体安装到模具内的过程中能发生柔软变形,达到陶瓷型芯本体与模具安装位置的调整效果,避免陶瓷型芯本体安装时发生断裂,当在陶瓷型芯本体外部至模具空间充入蜡料后,蜡料制成的定位蜡片与充入的蜡料一同固化在陶瓷型芯本体外部,模具完成压制成型出蜡模件后,定位蜡片与蜡模件融为一体表面平齐而不会有缺陷孔洞,解决了存在辅助销钉与陶瓷型芯外部的蜡层脱离后会留下缺陷孔洞的问题,由于打磨修平去除定位蜡片温度低避免了会对陶瓷型芯
周围处的蜡层出现损坏的情况。
附图说明
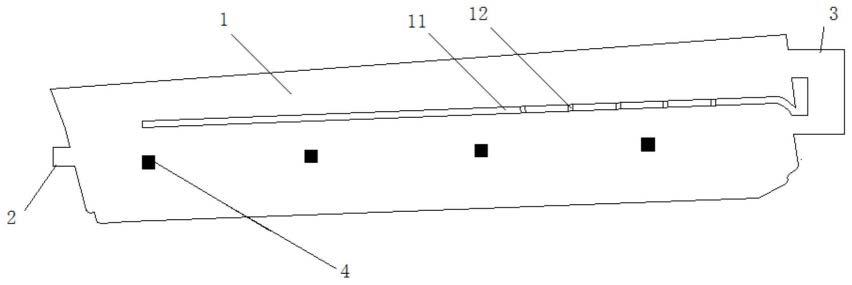
18.图1是本实用新型的横向断面结构示意图;
19.图中:1-型芯本体;11-成型通孔;12-成孔柱体;2-定位芯头a;3-定位芯头b;4-定位蜡片。
具体实施方式
20.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
21.如图1所示。
22.本申请的一种压制蜡模件的陶瓷型芯结构,包括:
23.根据狭长内腔的薄壁支板类钛合金铸件采用陶瓷材料制成的陶瓷型芯本体1,陶瓷型芯本体1构成刚性受力制成的基础;所述陶瓷型芯本体1内部设有成型通孔11,成型通孔11贯穿图1所示前后方向,位于成型通孔11上下两侧的所述陶瓷型芯本体1上一体固定连接有成孔柱体12,熔融液体进入支成型通孔11内成型出钛合金铸件的薄壁支板时,由于成孔柱体12的存在,薄壁支板会形成通孔。
24.还包括定位芯头a2,定位芯头a2与陶瓷型芯本体1横向一侧面一体固定连接。
25.还包括定位芯头b3,定位芯头b3一体固定连接位于相对定位芯头a2另一侧的陶瓷型芯本体1横向侧面上。钛合金铸件在以陶瓷型芯本体1外部蜡层成型时,定位芯头a2和定位芯头b3能使的钛合金铸件两端形成开口。
26.还包括定位蜡片4,定位蜡片4为蜡料制成,定位蜡片4粘接固定安装在陶瓷型芯本体1安装时与模具接触的外侧面;所述定位蜡片4粘接固定安装在陶瓷型芯本体1前后纵向的端部外侧面上,前后纵向端部的所述陶瓷型芯本体1分别间隔安装四个定位蜡片4。
27.陶瓷型芯本体1通过定位蜡片4定位安装在模具内,蜡料制成的定位蜡片4在陶瓷型芯本体1安装到模具内的过程中能发生柔软变形,达到陶瓷型芯本体1与模具安装位置的调整效果,避免陶瓷型芯本体1安装时发生断裂,当在陶瓷型芯本体1外部至模具空间充入蜡料后,蜡料制成的定位蜡片4与充入的蜡料一同固化在陶瓷型芯本体1外部,模具完成压制成型出蜡模件后,定位蜡片4与蜡模件融为一体表面平齐而不会有缺陷孔洞,解决了存在辅助销钉与陶瓷型芯外部的蜡层脱离后会留下缺陷孔洞的问题,由于打磨修平去除定位蜡片4温度低避免了会对陶瓷型芯周围处的蜡层出现损坏的情况。
技术特征:
1.一种压制蜡模件的陶瓷型芯结构,其特征在于,包括:陶瓷型芯本体(1),陶瓷型芯本体(1)构成刚性受力制成的基础;定位蜡片(4),定位蜡片(4)为蜡料制成,定位蜡片(4)固定安装在陶瓷型芯本体(1)安装时与模具接触的外侧面。2.如权利要求1所述的压制蜡模件的陶瓷型芯结构,其特征在于:所述定位蜡片(4)粘接固定安装在陶瓷型芯本体(1)前后纵向的端部外侧面上。3.如权利要求2所述的压制蜡模件的陶瓷型芯结构,其特征在于:前后纵向端部的所述陶瓷型芯本体(1)分别间隔安装四个定位蜡片(4)。4.如权利要求1所述的压制蜡模件的陶瓷型芯结构,其特征在于:所述陶瓷型芯本体(1)内部设有成型通孔(11)。5.如权利要求4所述的压制蜡模件的陶瓷型芯结构,其特征在于:位于成型通孔(11)上下两侧的所述陶瓷型芯本体(1)上一体固定连接有成孔柱体(12)。6.如权利要求1所述的压制蜡模件的陶瓷型芯结构,其特征在于:还包括定位芯头a(2)。7.如权利要求6所述的压制蜡模件的陶瓷型芯结构,其特征在于:所述定位芯头a(2)与陶瓷型芯本体(1)横向一侧面固定连接。8.如权利要求1或6所述的压制蜡模件的陶瓷型芯结构,其特征在于:还包括定位芯头b(3)。9.如权利要求8所述的压制蜡模件的陶瓷型芯结构,其特征在于:所述定位芯头b(3)固定连接位于相对定位芯头a(2)另一侧的陶瓷型芯本体(1)横向侧面上。
技术总结
本实用新型公开了一种压制蜡模件的陶瓷型芯结构,蜡料制成的定位蜡片在陶瓷型芯本体安装到模具内的过程中能发生柔软变形,达到陶瓷型芯本体与模具安装位置的调整效果,避免陶瓷型芯本体安装时发生断裂,当在陶瓷型芯本体外部至模具空间充入蜡料后,蜡料制成的定位蜡片与充入的蜡料一同固化在陶瓷型芯本体外部,模具完成压制成型出蜡模件后,定位蜡片与蜡模件融为一体表面平齐而不会有缺陷孔洞,解决了存在辅助销钉与陶瓷型芯外部的蜡层脱离后会留下缺陷孔洞的问题,由于打磨修平去除定位蜡片温度低避免了会对陶瓷型芯周围处的蜡层出现损坏的情况。现损坏的情况。现损坏的情况。
技术研发人员:宋明静
受保护的技术使用者:贵州安吉航空精密铸造有限责任公司
技术研发日:2022.07.28
技术公布日:2022/12/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1