一种镜片磨边机的边形扫描结构的制作方法
1.本实用新型涉及磨边机技术领域,尤其涉及一种镜片磨边机的边形扫描结构。
背景技术:
2.磨边机是玻璃深加工设备中产生最早且用量最大的机械设备之一。主要作用是玻璃的磨平,以及制作一些特殊形状。经常会被用作在眼镜镜片的磨边工作中。
3.现有镜片磨边机的边形扫描装置有如下缺点:
4.1.在遇到特殊情况,如镜片原片过镜片需要磨削外形光心偏移值太大时扫描头会滑出镜片边缘,此时继续扫描动作后由于镜片边缘的碰撞,损坏扫描装置的风险很大,同时由于用户的眼镜换框需求,大量的客户会选择用现有镜片磨削成需要换的镜框形状,此时磨削前后镜片的尺寸差距很小,扫描时也容易出现描头滑出镜片边缘的情况,从而导致扫描装置损坏;
5.2.传统的扫描装置大多使用光耦定位零位为主要的确定零位手段,光耦的零位精准度普遍不高,导致镜片尖边及开槽精准度不高。
技术实现要素:
6.本实用新型的目的是为了克服现有技术存在的不足,提供一种镜片磨边机的边形扫描结构。
7.本实用新型的目的是通过以下技术方案实现的:一种镜片磨边机的边形扫描结构,包括测量头系统、直线导向系统、复位系统、测量头位置记录系统、加工舱、控制系统、镜片装夹位移装置、待测镜片,所述测量头系统、镜片装夹位移装置、待测镜片均设置于所述加工舱内;所述直线导向系统包括直线导轨以及设置在直线导轨上的滑块;所述测量头系统包括与滑块固定连接的测量轴,所述测量轴末端固定有测量头安装座,所述测量头安装座上装有测量头底座,所述测量头底座通过转轴安装有测量头,所述测量头底座与测量头之间设有拉簧;所述复位系统包括底座,所述底座上设有直线导轨,所述滑块上安装有复位定位柱,所述底座上通过轴承装有第一复位定位板和第二复位定位板,所述第一复位定位板和第二复位定位板之间设有复位跟随拉簧,所述第一复位定位板和第二复位定位板之间的底座上还固定有零位定位板,所述零位定位板靠近复位定位柱的一端固定有零位定位柱。
8.进一步地,所述测量轴与加工舱的连接处设有防尘挡圈。
9.进一步地,所述控制系统分别与测量头位置记录系统和镜片装夹位移装置通讯连接。
10.进一步地,所述测量头位置记录系统实时记录测量头的轴向位置。
11.进一步地,所述镜片装夹位移装置夹持待测镜片沿着待磨外形扫过测量头。
12.本实用新型对比现有技术有如下的有益效果:
13.1.本实用新型通过测量头底座与测量头的转动连接,并且在其之间设置拉簧,当
测量头受碰撞时,测量头可以转动避让,并在解除外力后回到原位,以避免意外碰撞或外力改变测量头位置,影响扫描精度。
14.2.本实用新型通过在复位定位板之间设置复位跟随拉簧,其使用机械回复零位的方式,零位定位较传统的光耦回复零位更加精准。
附图说明
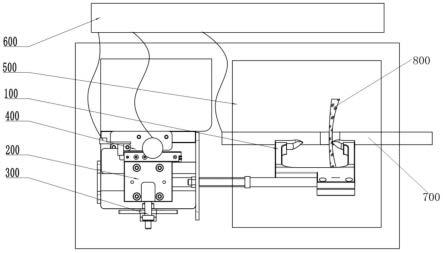
15.图1为本实用新型各系统的位置示意图;
16.图2为本实用新型测量头系统的结构示意图;
17.图3为本实用新型复位系统的结构示意图;
18.图4为本实用新型镜片装夹位移装置的位置示意图;
19.图5为本实用新型测量头受到外力碰撞时的转动避让示意图;
20.图6为本实用新型复位系统的复位示意图。
具体实施方式
21.下面结合附图和实施例对本实用新型作进一步的描述。
22.如图1-6所示,一种镜片磨边机的边形扫描结构,包括测量头系统100、直线导向系统200、复位系统300、测量头位置记录系统400、加工舱500、控制系统 600、镜片装夹位移装置700、待测镜片800,所述测量头系统100、镜片装夹位移装置700、待测镜片800均设置于所述加工舱500内;所述直线导向系统200包括直线导轨202以及设置在直线导轨202上的滑块201;所述测量头系统包括与滑块 201固定连接的测量轴101,所述测量轴101末端固定有测量头安装座103,所述测量头安装座103上装有测量头底座104,所述测量头底座104通过转轴安装有测量头105,所述测量头底座104与测量头105之间设有拉簧106。
23.需要说明的是,测量头底座104与测量头105转动连接,拉簧106平时为拉紧状态,当测量头105受碰撞时测量头105可以转动避让,并在解除外力后,拉簧 106提供拉力将测量头105回到原位,以避免意外碰撞或外力改变测量头105位置影响扫描精度。
24.所述复位系统包括底座301,所述底座301上设有直线导轨202,所述滑块201 上安装有复位定位柱305,所述底座301上通过轴承装有第一复位定位板302和第二复位定位板307,所述第一复位定位板302和第二复位定位板307之间设有复位跟随拉簧306,所述第一复位定位板302和第二复位定位板307之间的底座301上还固定有零位定位板303,所述零位定位板303靠近复位定位柱305的一端固定有零位定位柱304,所述复位定位柱305远离滑块201的一端悬空,所述零位定位柱 304远离零位定位板303的一端悬空。
25.所述控制系统600分别与测量头位置记录系统400和镜片装夹位移装置700 通讯连接,所述测量头位置记录系统400实时记录测量头105的轴向位置,所述镜片装夹位移装置700夹持待测镜片800沿着待磨外形扫过测量头105。
26.需要说明的是,零位定位板303和零位定位柱304位置固定,测量轴101没有受力时,滑块201处于零位,此时复位定位柱305和零位定位柱304均位于第一复位定位板302和第二复位定位板307中心位置,且第一复位定位板302和第二复位定位板307因复位跟随拉簧306的拉力均紧贴零位定位柱304;若控制系统600控制镜片装夹位移装置700移动待测镜片800至扫描位置时,测量轴101受力轴向运动,带动滑块201移动,从而带动复位定位柱305
向靠近第二复位定位板307的方向移动,所述测量轴101不受力后,由于复位跟随拉簧306拉紧,使得第二复位定位板307和第一复位定位板302回位,紧贴零位定位柱304和复位定位柱305,从而实现所述滑块201的零位回位。
27.所述测量轴101与加工舱500的连接处设有防尘挡圈102,以防止加工舱内碎屑飘出影响测量系统精度。
28.虽然本实用新型已以较佳实施例揭示如上,然其并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型的精神和范围内,当可作些许的修改和完善,因此本实用新型的保护范围当以权利要求书所界定的为准。
技术特征:
1.一种镜片磨边机的边形扫描结构,其特征在于,包括测量头系统(100)、直线导向系统(200)、复位系统(300)、测量头位置记录系统(400)、加工舱(500)、控制系统(600)、镜片装夹位移装置(700)、待测镜片(800),所述测量头系统(100)、镜片装夹位移装置(700)、待测镜片(800)均设置于所述加工舱(500)内;所述直线导向系统包括直线导轨(202)以及设置在直线导轨(202)上的滑块(201);所述测量头系统包括与滑块(201)固定连接的测量轴(101),所述测量轴(101)末端固定有测量头安装座(103),所述测量头安装座(103)上装有测量头底座(104),所述测量头底座(104)通过转轴安装有测量头(105),所述测量头底座(104)与测量头(105)之间设有拉簧(106);所述复位系统包括底座(301),所述底座(301)上设有直线导轨(202),所述滑块(201)上安装有复位定位柱(305),所述底座(301)上通过轴承装有第一复位定位板(302)和第二复位定位板(307),所述第一复位定位板(302)和第二复位定位板(307)之间设有复位跟随拉簧(306),所述第一复位定位板(302)和第二复位定位板(307)之间的底座(301)上还固定有零位定位板(303),所述零位定位板(303)靠近复位定位柱(305)的一端固定有零位定位柱(304)。2.根据权利要求1所述的镜片磨边机的边形扫描结构,其特征在于:所述测量轴(101)与加工舱(500)的连接处设有防尘挡圈(102)。3.根据权利要求2所述的镜片磨边机的边形扫描结构,其特征在于:所述控制系统(600)分别与测量头位置记录系统(400)和镜片装夹位移装置(700)通讯连接。4.根据权利要求3所述的镜片磨边机的边形扫描结构,其特征在于:所述测量头位置记录系统(400)实时记录测量头(105)的轴向位置。5.根据权利要求4所述的镜片磨边机的边形扫描结构,其特征在于:所述镜片装夹位移装置(700)夹持待测镜片(800)沿着待磨外形扫过测量头(105)。
技术总结
本实用新型提供一种镜片磨边机的边形扫描结构,包括测量头系统、直线导向系统、复位系统、测量头位置记录系统、加工舱、控制系统、镜片装夹位移装置、待测镜片,所述测量头系统、镜片装夹位移装置、待测镜片均设置于所述加工舱内;所述直线导向系统包括直线导轨以及设置在直线导轨上的滑块;所述测量头系统包括与滑块固定连接的测量轴,所述测量轴末端固定有测量头安装座,所述测量头安装座上装有测量头底座,所述测量头底座通过转轴安装有测量头,所述测量头底座与测量头之间设有拉簧,本结构通过测量头底座与测量头的转动连接,并且在其之间设置拉簧,当测量头受碰撞时,测量头可以转动避让,并在解除外力后回到原位。并在解除外力后回到原位。并在解除外力后回到原位。
技术研发人员:张道发 徐道平
受保护的技术使用者:上海嫦娥光学仪器科技有限公司
技术研发日:2022.07.29
技术公布日:2022/11/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1