一种金属外观结构件的制作方法
1.本实用新型涉及一种金属外观结构件。
背景技术:
2.随着电子产品的快速发展,智能终端如智能穿戴设备、平板电脑、智能家居越来越普及,人们对智能终端的外观要求也越来越高。现有技术中较为成熟的技术主要有两种,其中最常用的是将表层金属件与复杂的内部结构件通过注塑模具注射组装在一起,这种方式对于复杂的内部结构件成型容易,但注射成型的塑胶内部结构件强度差,并且在金属和塑料的结合处,由于塑胶内部结构件冷却收缩,存在难以消除的内应力,从而导致该结构变形;此外,由于塑胶的强度问题,注塑所形成的塑胶内部结构件强度已不能满足当今智能终端外观结构件的纤薄化、精致化要求。
3.为了满足智能终端外观结构件的纤薄化、精致化要求,表层外观件和内部结构件可以均采用金属材料制作,可以是同种材质,也可以是异材结合。若使用同种金属制作外层金属外观件与内层金属结构件,一般采用整体锻造或分开锻造后采用焊接的方式将外层金属外观件和内层金属结构件连接在一起,对于这种方式制作的外观结构件会存在以下两个问题,第一,外观件作为最外层,一般需要采用高硬度材料如不锈钢、钛合金等制作,以防止表面磨伤和擦伤;若内层结构件也采用不锈钢等材料制作,由于这些材料的密度较高,整个外观结构件产品的重量较重,无法达到轻薄化要求。另外,不锈钢和钛合金等硬度较高的材料加工较为困难,对内部结构件很难做到精密加工。
4.现有技术通常使用铝合金或镁合金等轻金属材料制作内层结构件,并采用焊接、螺丝连接或铆接等方式将外层金属外观件和内层金属结构件结合在一起,以减轻整个外观结构件的重量并降低产品成本。然而,对于这种结构来说,一方面,在外观件与结构件的结合处,为了使二者能够更紧密的结合,通常需要对相关部件进行精密加工,加工过程较为繁琐,从而可能导致产品成本的增加;另一方面,外观件的制作通常由金属冲压、锻压或机械加工成形而成,而内层结构件通常采用金属压铸成形而成,通过焊接等工艺将二者连接时,内外层结合处存在较大的内应力,从而导致产品翘曲变形,甚至出现平面度过大等问题;另一方面,随着时间的推移,由于金属受热膨胀或冷却收缩,内外层结合处会产生裂痕或裂缝等缺陷,从而影响外观结构件甚至相关产品的使用。
技术实现要素:
5.本实用新型的目的在于提供一种金属外观结构件,旨在使外观结构件轻薄化的同时,解决现有技术中存在的产品加工困难、产品易变形以及因收缩产生裂痕等缺陷的问题。
6.为实现上述目的,本实用新型所采用的技术方案是提供一种金属外观结构件,包括外层金属外观件和内层金属结构件,其特征在于,所述外层金属外观件的金属熔点高于所述内层金属结构件的金属熔点,所述内层金属结构件通过压力铸造、半固态成型或重力铸造的方式与所述外层金属外观件结合。外层金属外观件通常是采用硬度较高的金属制
成,如不锈钢、钛合金等,制作方法包括但不限于冲压、锻压、挤压、压铸成型等,为了制作更精细的结构,往往还需要使用一些机械加工方法,如车削、铣削、磨削、数控加工等。而内层金属结构件往往需要使用熔点较低且密度较小的金属,如铝合金、镁合金、锌合金、镁铝合金或镁铝合金等,制作时先将外层金属外观件置于模具内,将结构件的金属材料熔融后充填至放置有外层金属外观件的模具内,通过半固态成型、压力铸造或重力铸造等方法制作成型,使其与外层金属外观件相连。
7.进一步优选的技术方案为,所述外层金属外观件包括外边框和设置在外边框内侧的第一连接件,所述第一连接件沿外边框向内设置有延伸边。从外观结构件的实际应用产品上来看,外观结构件的外边框可以是圆形框、含有弧形和异形框或多边形框,外边框的厚度根据产品的实际需要确定。为了使外观件能够与结构件更紧密的连接在一起,外边框的内侧还设置有第一连接件,第一连接件沿外边框向内设置有延伸边。在制作内层金属结构件时,第一连接件和延伸边的设置对外边框起到加固的作用,有助于防止外边框发生形变,同时使得外观件与结构件能更好的结合。
8.进一步优选的技术方案为,所述外边框为多边形边框,所述多边形边框的每条边上均设置有所述第一连接件。第一连接件的设置方式可以是多种多样,可以在外边框的局部设置第一连接件,第一连接件也可沿整个外边框的内侧设置。对于多边形外边框来说,优选的技术方案为,在多边形边框的每条边上均设置第一连接件。
9.进一步优选的技术方案为,所述外边框为多边形边框,所述多边形边框的至少一条边上设置有第二连接件,所述第二连接件沿外边框向内设置有第二延伸边,所述第二延伸边的宽度大于所述第一延伸边的宽度。为了更有效的防止外观件发生变形,并增强与结构件的结合,更加优选的技术方案为,在多边形边框的至少一条边上设置第二连接件,且第二连接件上设置的第二延伸边的宽度大于所述第一延伸边的宽度。
10.进一步优选的技术方案为,所述第一连接件或第二连接件上设置有限位孔。在制作内层金属结构件时,将熔融金属充填至模具内后,熔融液会填充进限位孔内,可以防止结构件成型后在受热后冷却时发生较大幅度的收缩,从而导致结构件或外观件发生变形,或在结合处产生裂纹或裂缝等缺陷。为了更好的防止这些缺陷的产生,限位孔的数量可设置为多个,包括但不限于简易圆孔和鸠尾形孔,这些圆孔随机分布在第一连接件或第二连接件上,更优选为,分布在第一延伸边或第二延伸边上。
11.进一步优选的技术方案为,所述第一连接件或第二连接件与所述外边框一体成型,且所用材质相同。
12.进一步优选的技术方案为,所述第二连接件通过焊接或铆接的方式与所述外边框连接。第一连接件或第二连接件与所述外边框的连接方式可以是焊接、螺丝连接或铆接,也可以通过一体成型的方式在外边框的内侧制作第一连接件或第二连接件。同理,第一连接件或第二连接件与所述外边框的材质可以相同,也可以不同。优选的技术方案包括采用一体成型的方式在外边框的内侧制作第一连接件且第一连接件和外边框为同种材质,或在外边框的内侧通过焊接或铆接的方式连接第二连接件。
13.进一步优选的技术方案为,所述内层金属结构件上设置有若干凹槽。为了进一步减轻外观结构件的重量,进而降低外观结构件的制作成本,优选的技术方案为,在内层金属结构件上设置若干凹槽。在实际制作时,可以在相应的模具上制作若干凸起,以使得结构件
成型时可在结构件的表面形成若干凹槽,凹槽的制作可以减少金属材料的用量,从而使整个结构件的重量减轻,在将外观结构件与线路板连接时,凹槽处可以被填充,不会影响外观结构件的使用。
14.进一步优选的技术方案为,所述外层金属外观件上还设置有接地极,所述接地极通过焊接的方式与所述第一连接件连接。接地极通过焊接的方式直接连接在第一连接件上,以方便外观结构件在与线路板连接后起到接地的作用。
15.本实用新型的优点和有益效果在于:
16.1、将结构件所用金属熔融后充填至放置有外观件的模具内,通过压力铸造、重力铸造或半固态成型的方式将其与外观件结合,外观件所用金属为硬度较大的金属,而结构件所用金属为密度较低的金属,该结构不仅可以保证外观件的耐磨性,也有效降低了外观结构件的重量,有利于外观结构件往轻薄化的方向发展。
17.2、第一连接件、第二连接件以及第一延伸边、第二延伸边和限位孔的设置不仅有助于减少外观件的形变,也可有效减少内层金属结构件因受热膨胀或冷却收缩导致结合处产生的裂纹和裂缝,提高了外观结构件的质量。
18.3、通过在模具上设置若干凸起,在制作结构件时,可在结构件的背面形成若干凹槽,凹槽的存在不仅可以减少结构件金属的用量,也有助于进一步减轻整个外观结构件的重量。
附图说明
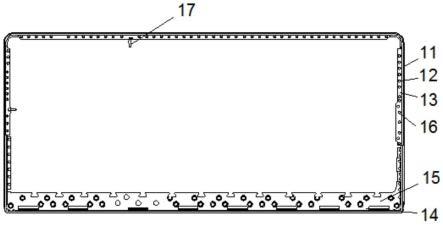
19.图1是实施例中外观结构件的正视图;
20.图2是实施例中外层金属外观件的正视图;
21.图3是实施例中外观结构件的侧视图;
22.图4是图3中a部分经放大后的结构示意图;
23.图5是实施例中外观结构件的后视图;
24.图中:1、外层金属外观件;11、外边框;12、第一连接件;13、第一延伸边;14、第二连接件;15、第二延伸边;16、限位孔;17、接地极;2、内层金属结构件;21、凹槽。
具体实施方式
25.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
26.实施例
27.如图1-5所示,本实用新型提供的一种金属外观结构件,包括外层金属外观件1和内层金属结构件2,外层金属外观件1的金属熔点高于内层金属结构件2的金属熔点,内层金属结构件2通过压力铸造、半固态成型或重力铸造的方式与外层金属外观件1结合。外层金属外观件1包括外边框11和设置在外边框11内侧的第一连接件12,第一连接件12沿外边框向内设置有第一延伸边13。第一连接件12与外边框11为同种材质,并与外边框11一体成型制成,外边框11为矩形,矩形外边框11的一条长边和两条短边上均设置有第一连接件12。矩形外边框11的另一条长边上设置有第二连接件14,第二连接件14沿外边框向内设置有第二
延伸边15,第二连接件14通过焊接的方式与外边框11连接。第二延伸边15的宽度大于第一延伸边13的宽度,第一连接件13和第二连接件15上均设置有限位孔16。外层金属外观件1上还设置有接地极17,接地极17通过焊接的方式与第一连接件13连接。内层金属结构件2的背面设置有若干凹槽21。
28.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1