一种压铸机用挤压机构的制作方法
1.本实用新型涉及一种压铸机用挤压机构,涉及压铸机设备技术领域,尤其涉及一种用于卧式冷室压铸机用的挤压机构。
背景技术:
2.压铸机就是用于压力铸造的机器,包括热压室及冷压室两种,后都又分为直式和卧式两种类型,压铸机在压力作用下把熔融金属液压射到模具中冷却成型,开模后可以得到固体金属铸件。
3.现有的压铸机尤其是卧式冷室压铸机在进行压射过程中,压射冲头按预定的速度和一定的压力推送金属液,使之通过模具的浇道,从内浇口填充进入模具型腔,填充完毕,冲头保持一定的压力,直至金属液完全凝固成为压铸件为止,但是,冲头在静态保持压力时,动力系统仅提供维持静态的动力支撑,且在长时间保持一定驱动力时,电机的震动会传导至冲头,且液压机构在仅保持一定压力的情况下其压力传输会与电机的震动不同步,出现顿挫情况,使得冲头所获得的压力不稳定,使金属在压力下结晶凝固时会产生一定的缩孔缩松,导致铸件的气密性不足。
技术实现要素:
4.本实用新型的目的在于针对现有技术中的缺陷或者不足,提供一种压铸机用挤压机构,通过设置插装阀组与油缸相配合,提供稳定的压力控制,再通过电机与油泵提供稳定的动力输出,使得整个挤压机构能够在金属铸造过程中对模具提供持续的机械静压力,使金属在本装置压力下结晶凝固并强制消除因凝固收缩形成的缩孔缩松,提高铸件的气密性,提高铸件的抗拉伸强度等物理性能。
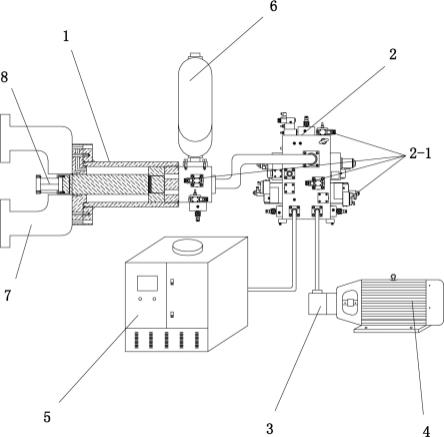
5.为实现上述目的,本实用新型采用以下技术方案是:它包含油缸1、插装阀块组2、油泵3、电机4,油缸1顶部通过管路与插装阀块组2相连接,油泵3与电机4相连接,油泵3通过管路与插装阀块组2相连接;所述的插装阀块组2上设置有若干液压控制阀2-1,液压控制阀2-1与连接油缸1、油泵3的管路相连接,所述油缸1上也设置有液压控制阀2-1与管路相连接。
6.所述的油缸1顶部一侧设置有储能器6,油缸1尾部连接有紧固座7,紧固座7与压射机构相连接。
7.所述的插装阀块组2通过管路连接有冷却装置5。
8.所述的油缸1前端设置有冲头连接座8,冲头连接座8设置于油缸1的液压杆前端。
9.所述的储能器6内存储高压液压油。
10.采用上述技术方案后,本实用新型有益效果为:通过设置插装阀组与油缸相配合,提供稳定的压力控制,再通过电机与油泵提供稳定的动力输出,使得整个挤压机构能够在金属铸造过程中对模具提供持续的机械静压力,使金属在本装置压力下结晶凝固并强制消除因凝固收缩形成的缩孔缩松,提高铸件的气密性,提高铸件的抗拉伸强度等物理性能。
附图说明
11.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
12.图1是本实用新型的结构示意图。
13.附图标记说明:油缸1、插装阀块组2、油泵3、电机4、冷却装置5、储能器6、紧固座7、冲头连接座8、液压控制阀2-1。
具体实施方式
14.参看图1所示,本具体实施方式采用的技术方案是:它包含油缸1、插装阀块组2、油泵3、电机4,油缸1顶部通过管路与插装阀块组2相连接,油泵3与电机4相连接,油泵3通过管路与插装阀块组2相连接;所述的插装阀块组2上设置有若干液压控制阀2-1,液压控制阀2-1与连接油缸1、油泵3的管路相连接,所述油缸1上也设置有液压控制阀2-1与管路相连接。作为更具体的说明,本实施中所用设备主要与卧式冷室压铸机匹配工作,传统的卧式冷室压铸机其压射冲头在完成压射作业并对铸件提供持续压力时所获得的压力不够稳定,造成铸件出现缩孔缩松,导致气密性不足,本实施方式中,通过油缸1、插装阀块组2、油泵3、电机4的配合,油缸1与压射机构相连接,插装阀块组2作为压力控制系统,在其上设置若干液压控制阀2-1,在插装阀块组2内,油缸1通过管路会与油泵3相连接,油泵3与外部油管相连接,电机4为油泵3提供动力,在为油缸1提供动力时,液压控制阀2-1会控制其内流量,从而起到稳定输出的目的,使得油缸1能稳定的对压射机构提供相对平稳的压力,使金属在压力下结晶凝固并强制消除因凝固收缩形成的缩孔缩松,以获得无铸造缺陷的制件,且铸件在本装置压力作用下,发生塑性变形,提高铸件的抗拉伸强度等物理性能。
15.进一步的,所述的油缸1顶部一侧设置有储能器6,油缸1尾部连接有紧固座7,紧固座7与压射机构相连接,储能器6内存储高压液压油,在高频率工作过程中,油缸1发生频繁的往返挤压动作时,蓄能器6对油缸1起到补油作用,确保油缸1能快速动作,尤其是在金属液填充到型腔,即将终止时,合金液开始凝固,这时冲头前进阻力增大,经电脑程序控制,使储能器控制阀打开,液压油快速进入腔,从而推动增压活塞及活塞杆向左快移,当活塞杆和浮动活塞内外锥面接合时,截断,使形成封闭腔,增压活塞、活塞杆、浮动活塞的推动压力共同使活塞获得一个增压效果。
16.进一步的,所述的插装阀块组2通过管路连接有冷却装置5,所述的冷却装置5为电热置换冷却器,能够在需要时为插装阀块组2提供冷却,尤其是在长时间工作后,插装阀块组2温度过高时,确保插装阀块组2正常运转。
17.进一步的,所述的油缸1前端设置有冲头连接座8,冲头连接座8设置于油缸1的液压杆前端。冲头连接座8便于与压射冲头的连接,提供了一定的缓冲作用,延长冲头与液压杆的使用寿命。
18.本实用新型的工作原理:本实施中所用设备主要与卧式冷室压铸机匹配工作,油缸1前端设置有冲头连接座8,连接座8与压铸机的压射冲头相连接,紧固座7与压射机构相连接,完成油缸1与压铸机的连接,在中控系统中根据铸件要求设定所需压力值,插装阀块
组2上的液压控制阀2-1会对其内的流体进行开关控制,当压射作业完成时,油缸1的液压杆持续对压射冲头施加压力,由于在成形过程中,尚未凝固的金属液自始至终在等静压的作用下结晶凝固、流动成形;已凝固的金属层在压力下发生塑性变形,具有热变形组织,晶粒细小,组织均匀,同时压力使制件外侧紧贴模具内壁,使工件形状尺寸准确;由于先结晶凝固层产生塑性变形,要消耗一部分能量,因此金属液经受的等静压不是定值,而是随着凝固层的增厚而下降;固液区在压力作用下,发生强制性的补缩,从而能消除制件内部缩孔疏松等缺陷,提高了制件力学性能,因此,多组阀门的配合控制可以对油缸1的控制更为精准,使得油缸1可以保持相对稳定的静态压力,从而达到利用金属铸造凝固成形时易流动和锻造技术使已凝固的硬壳产生塑性变形,使金属在压力下结晶凝固并强制消除因凝固收缩形成的缩孔缩松,以获得无铸造缺陷的制件。
19.以上所述,仅用以说明本实用新型的技术方案而非限制,本领域普通技术人员对本实用新型的技术方案所做的其它修改或者等同替换,只要不脱离本实用新型技术方案的精神和范围,均应涵盖在本实用新型的权利要求范围当中。
技术特征:
1.一种压铸机用挤压机构,其特征在于:它包含油缸(1)、插装阀块组(2)、油泵(3)、电机(4),油缸(1)顶部通过管路与插装阀块组(2)相连接,油泵(3)与电机(4)相连接,油泵(3)通过管路与插装阀块组(2)相连接;所述的插装阀块组(2)上设置有若干液压控制阀(2-1),液压控制阀(2-1)与连接油缸(1)、油泵(3)的管路相连接,所述油缸(1)上也设置有液压控制阀(2-1)与管路相连接。2.根据权利要求1所述的一种压铸机用挤压机构,其特征在于:所述的油缸(1)顶部一侧设置有储能器(6),油缸(1)尾部连接有紧固座(7),紧固座(7)与压射机构相连接。3.根据权利要求1所述的一种压铸机用挤压机构,其特征在于:所述的插装阀块组(2)通过管路连接有冷却装置(5)。4.根据权利要求1所述的一种压铸机用挤压机构,其特征在于:所述的油缸(1)前端设置有冲头连接座(8),冲头连接座(8)设置于油缸(1)的液压杆前端。5.根据权利要求2所述的一种压铸机用挤压机构,其特征在于:所述的储能器(6)内存储高压液压油。
技术总结
一种压铸机用挤压机构,涉及压铸机设备技术领域,尤其涉及一种用于卧式冷室压铸机用的挤压机构。油缸顶部通过管路与插装阀块组相连接,油泵与电机相连接,油泵通过管路与插装阀块组相连接;所述的插装阀块组上设置有若干液压控制阀,液压控制阀与连接油缸、油泵的管路相连接,所述油缸上也设置有液压控制阀与管路相连接。通过设置插装阀组与油缸相配合,提供稳定的压力控制,再通过电机与油泵提供稳定的动力输出,使得整个挤压机构能够在金属铸造过程中对模具提供持续的机械静压力,使金属在本装置压力下结晶凝固并强制消除因凝固收缩形成的缩孔缩松,提高铸件的气密性,提高铸件的抗拉伸强度等物理性能。抗拉伸强度等物理性能。抗拉伸强度等物理性能。
技术研发人员:何贵明
受保护的技术使用者:何贵明
技术研发日:2022.09.09
技术公布日:2023/3/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1