大型铸件砂芯的防上浮装置的制作方法
本技术涉及大型铸件铸造,特别是涉及一种大型铸件砂芯的防上浮装置。
背景技术:
1、对于外形尺寸较大的腔体类铸件,以船用柴油机气缸体为例,一个砂芯重量可以达到5~7吨。在浇注之后,砂芯受到金属液的浮力比较大,容易造成砂芯的上浮,从而造成铸件上平面壁厚变薄。
2、专利公开号cn108160927a公开了一种厚大铸件孔类砂芯防粘砂方法,通过改善造型制芯操作方式,来消除厚大部位的底平面深长孔粘砂隐患,提高铸件质量。专利公开号cn109175235a公开了一种坭芯的固定方法以及箱体、多腔道铸件的铸造方法,通过在坭芯对应位置置入预埋通道,在配箱时用拉杆将铸型中的埋件与坭芯连接并紧固。但仍然不能避免铸件上平面壁厚变薄的问题。
技术实现思路
1、为解决上述技术问题,本实用新型提供一种大型铸件砂芯的防上浮装置及大型腔体铸件的铸造方法。将防上浮装置预埋在砂芯和外模中,配箱时可以将砂芯与外模紧固连接在一起,防止砂芯上浮。
2、本实用新型的技术解决方案如下:
3、一种大型铸件砂芯的防上浮装置,其特点在于,包括上部和下部两部分;
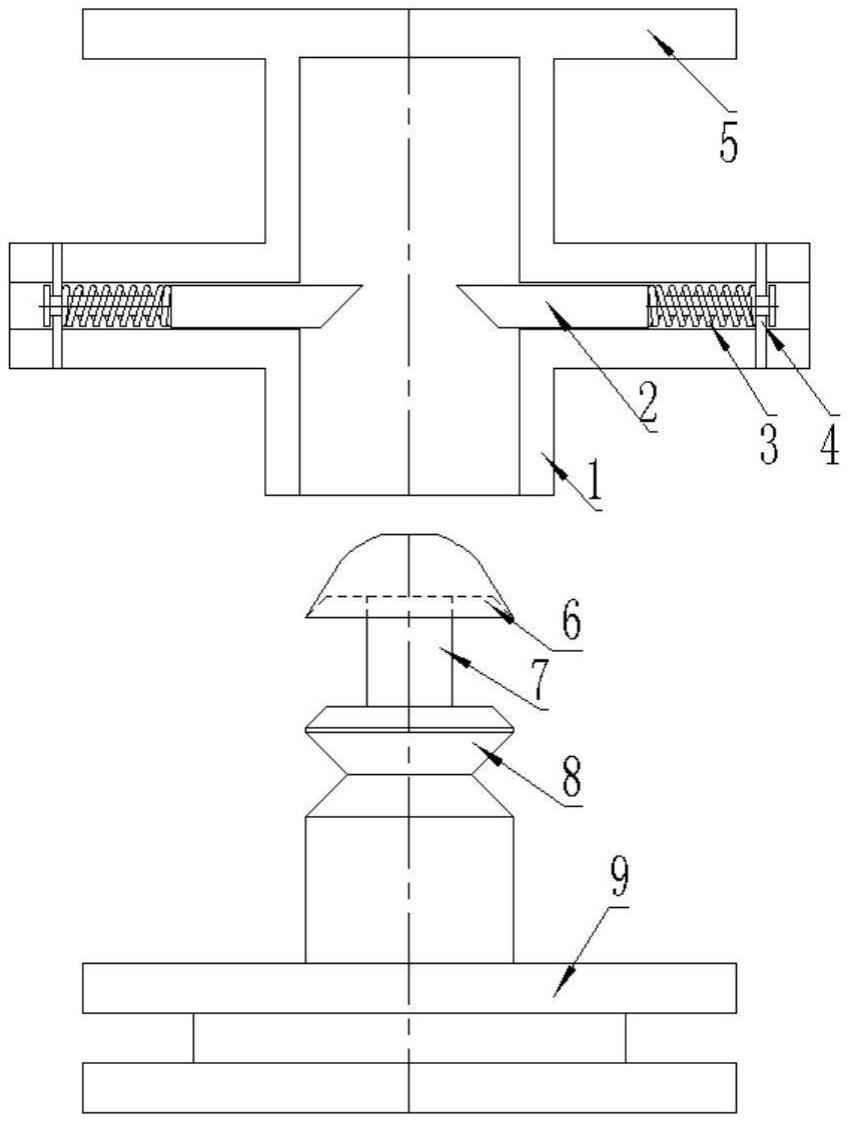
4、所述的上部,包括套筒、基座和一对定位机构,所述的套筒的一端与基座固定,所述的定位机构由依次连接的限位销、伸缩弹簧和挡板构成,两个限位销的前端由套筒的两侧分别伸入至套筒内,可以在伸缩弹簧的作用下往复运动;
5、所述的下部,包括依次连接的顶帽、立柱和底座,在所述的立柱上套设有滑块,可沿立柱上下自由滑动;
6、所述的顶帽和立柱可从所述套筒的另一端可伸入,当所述的顶帽接触到所述的限位销时,带动限位销推动伸缩弹簧,使限位销卡在顶帽和滑块之间的立柱上或滑块下方的立柱上。
7、优选的,所述的滑块的底部设有倒角。
8、一种利用上述大型铸件砂芯的防上浮装置进行铸造的方法,其特点在于,该方法包括如下步骤:
9、步骤1、制作大型铸件砂芯的防上浮装置:根据大型铸件的大小,确定防上浮装置的规格;
10、步骤2、预埋防上浮装置:把防上浮装置的上部预埋在砂芯底部,并在外模模具的对应位置作凹槽,将防上浮装置的下部预埋在外模模具的凹槽内,并确保下部突出外模模具的高度符合安装要求;
11、步骤3、配箱:将砂芯落在外模对应位置后,使立柱连带顶帽插入套筒内,并带动限位销推动伸缩弹簧,使限位销卡在顶帽和滑块之间的立柱上,进而实现防上浮装置的上、下部的锁紧,防止砂芯的上浮。
12、步骤4、开箱回收:
13、步骤4.1铸件开箱后,将防上浮装置四周型砂清理干净;
14、步骤4.2将防上浮装置的上部沿立柱7向下压到底,即通过控制装置下部露在外面的高度来限制使用过程中防上浮装置的上部下落的终止位置;
15、步骤4.3再将防上浮装置的上部向上提起,限位销2带动滑块8一起向上运动,当滑块8与顶帽6靠在一起后,限位销2在滑块8下方的倒角的作用下将被压缩,继续向上运动,直至超过6顶帽,从而实现装置上下部分的拆分。
16、进一步,所述步骤1中根据大型铸件的大小,确定防上浮装置的规格,是根据砂芯所受浮力大小及型砂强度计算出基础和底座的截面积大小,确保该装置不会由于受力过大而被从底箱外模拔出。
17、本实用新型的工作原理是:通过钢板、圆钢等材料焊接及加工而成,使用时需根据砂芯的实际大小,选择合适规格的该装置,操作人员分别将该装置上、下两部分预埋在砂芯和外模中,配箱时下芯时该装置上下两部分将自动锁紧,从而防止浇注之后砂芯的上浮。
18、与现有技术相比,本实用新型的有益效果是:
19、可有效防止砂芯的上浮,结构简单,操作方便。
20、可应用于砂芯尺寸较大的铸件,安装、拆卸、回收操作方便,有利于减少铸型砂芯上浮的风险。
技术特征:
1.一种大型铸件砂芯的防上浮装置,其特征在于,包括上部和下部两部分;
2.根据权利要求1所述的大型铸件砂芯的防上浮装置,其特征在于,所述的滑块的底部设有倒角。
技术总结
一种大型铸件砂芯的防上浮装置,装置包括上部和下部两部分;所述的上部,包括套筒、基座和一对定位机构,所述的套筒的一端与基座固定,所述的定位机构由依次连接的限位销、伸缩弹簧和挡板构成,两个限位销的前端由套筒的两侧分别伸入至套筒内,可以在伸缩弹簧的作用下往复运动;所述的下部,包括依次连接的顶帽、立柱和底座,在所述的立柱上套设有滑块,可沿立柱上下自由滑动。本技术在铸件配箱时对砂芯进行固定,可防止浇注后的砂芯上浮从而导致铸件上平面壁厚偏薄。该种防止砂芯上浮的装置需要与模具相配合,造型时将该装置分别预埋与外模和砂芯中。可同时适用于多种不同铸件的使用。可根据生产情况及铸件尺寸自订该装置的大小规格。
技术研发人员:滕明皓,毛林鑫,韩佳伟
受保护的技术使用者:中船海洋动力部件有限公司
技术研发日:20220923
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!