一种毛细管内腔酸洗-钝化装置的制作方法
本技术属于表面处理,具体涉及一种毛细管内腔酸洗-钝化装置。
背景技术:
1、紫铜制作的毛细管一直采用浸没在酸洗-钝化溶液中进行酸洗-钝化的操作方式,但因毛细管内腔的“毛细”现象,导致在酸洗-钝化过程中酸洗-钝化液无法充分进入毛细管内腔,致使毛细管内壁不能生成完整的钝化膜,最终引起毛细管内壁腐蚀,影响产品质量。
技术实现思路
1、本实用新型的目的是:提供一种毛细管内腔酸洗-钝化装置,实现毛细管内壁生成完整的钝化膜,防止内壁腐蚀,保证产品质量。
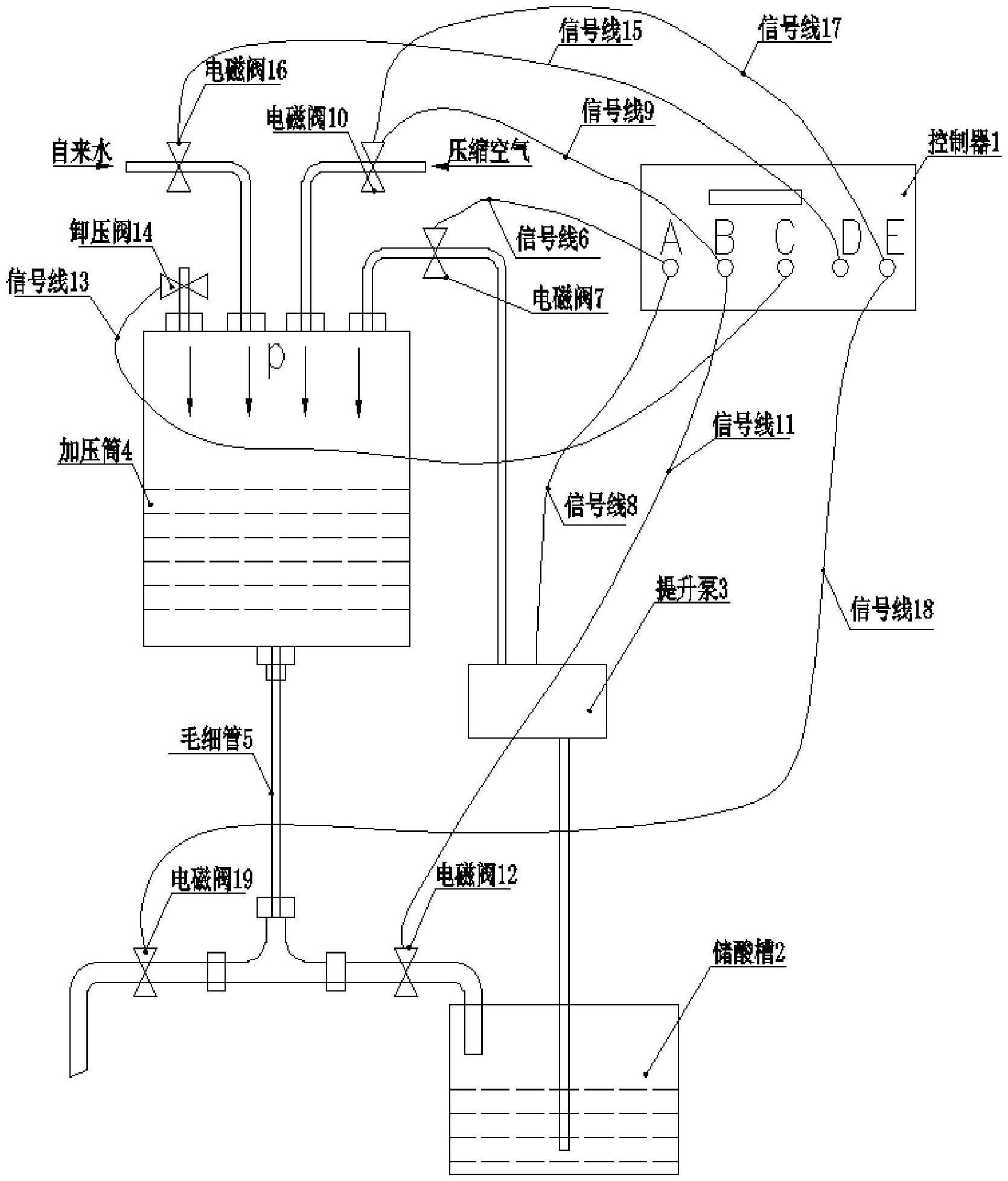
2、本实用新型的技术方案:提供一种毛细管内腔酸洗-钝化装置,包括:控制器1、储酸槽2、提升泵3、加压筒4、进酸电磁阀7、空气电磁阀10、卸酸电磁阀12、卸压阀14、进水电磁阀16、排水电磁阀19;
3、所述加压筒4上端分别设置有酸液进口、压缩空气进口、自来水进口、卸压口;所述加压筒4下端设置有处理液出口,待加工毛细管5一端与处理液出口相连,另一端通过三通口接头分别与酸液回收管路、排水管路相连,所述酸液回收管路上设置有所述卸酸电磁阀12,所述排水管路上设置有所述排水电磁阀19;酸液回收管路与所述储酸槽2相连通;
4、所述提升泵3下端通过管路与所述储酸槽2相连,其上端通过管路与所述酸液进口相连,管路上设置有所述进酸电磁阀7;
5、与压缩空气进口相连的管路上设置有所述空气电磁阀10,与自来水进口相连的管路上设置有所述进水电磁阀16,与卸压口相连的管路上设置有所述卸压阀14;
6、所述控制器1分别通过信号线与所述提升泵3、进酸电磁阀7、空气电磁阀10、卸酸电磁阀12、卸压阀14、进水电磁阀16、排水电磁阀19通信控制连接。
7、在一个可能的实施例中,所述提升泵3的额定电压为dc24v,额定功率为50w。
8、在一个可能的实施例中,所述进酸电磁阀7、空气电磁阀10、卸酸电磁阀12、进水电磁阀16、排水电磁阀19的工作压力为:0~1mpa;工作温度为:0~110℃。
9、在一个可能的实施例中,所述卸压阀14工作压力为:0~1mpa;工作温度为:0~110℃。
10、在一个可能的实施例中,所述加压筒4的耐受压力为:≥5mpa。
11、在一个可能的实施例中,所述储酸槽2的材料为聚氯乙烯塑料板,壁厚≥12mm。
12、本实用新型的优点是:本实用新型利用加压方式实施毛细管内腔的酸洗-钝化,克服了“毛细”现象,实现了毛细管内壁能够生成完整的钝化膜,保证了产品质量;利用智能化生产模式,提升了产品质量一致性和生产效率。
技术特征:
1.一种毛细管内腔酸洗-钝化装置,其特征在于,包括:控制器(1)、储酸槽(2)、提升泵(3)、加压筒(4)、进酸电磁阀(7)、空气电磁阀(10)、卸酸电磁阀(12)、卸压阀(14)、进水电磁阀(16)、排水电磁阀(19);
2.根据权利要求1所述的一种毛细管内腔酸洗-钝化装置,其特征在于,所述提升泵(3)的额定电压为dc24v,额定功率为50w。
3.根据权利要求1所述的一种毛细管内腔酸洗-钝化装置,其特征在于,所述进酸电磁阀(7)、空气电磁阀(10)、卸酸电磁阀(12)、进水电磁阀(16)、排水电磁阀(19)的工作压力为:0~1mpa;工作温度为:0~110℃。
4.根据权利要求1所述的一种毛细管内腔酸洗-钝化装置,其特征在于,所述卸压阀(14)工作压力为:0~1mpa;工作温度为:0~110℃。
5.根据权利要求1所述的一种毛细管内腔酸洗-钝化装置,其特征在于,所述加压筒(4)的耐受压力为:≥5mpa。
6.根据权利要求1所述的一种毛细管内腔酸洗-钝化装置,其特征在于,所述储酸槽(2)的材料为聚氯乙烯塑料板,壁厚≥12mm。
技术总结
本技术属于表面处理技术领域,具体涉及一种毛细管内腔酸洗-钝化装置及方法。一种毛细管内腔酸洗-钝化装置,包括:控制器(1)、储酸槽(2)、提升泵(3)、加压筒(4)、进酸电磁阀(7)、空气电磁阀(10)、卸酸电磁阀(12)、卸压阀(14)、进水电磁阀(16)、排水电磁阀(19);本技术利用加压方式实施毛细管内腔的酸洗-钝化,克服了“毛细”现象,实现了毛细管内壁能够生成完整的钝化膜,保证了产品质量;利用智能化生产模式,提升了产品质量一致性和生产效率。
技术研发人员:张春凤,王云智,尤玉良
受保护的技术使用者:合肥江航飞机装备股份有限公司
技术研发日:20221020
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!