用于铸造无人驾驶工程车零部件的砂型铸造模具的制作方法
本技术涉及砂型铸造模具制造,特别是涉及一种用于铸造无人驾驶工程车零部件的砂型铸造模具。
背景技术:
1、砂型铸造是指在砂型中生产铸件的铸造方法。在制造砂型铸造模具时,需要根据产品的结构形状进行模具设计,而模具的浇冒结构与位置及排气结构与位置等设置都直接决定铸造件的质量,故而一旦选择不当,铸造件容易出现浇不足、气孔、缩孔以及夹渣等缺陷,故而不同的产品有其不同的铸造难度。
2、如图1所示为一种无人驾驶工程车零部件20,包括第一支撑柱21、第二支撑柱22、第一加强筋23、第二加强筋以及连接板24,第一支撑柱21及第二支撑柱22分别相错开设置于连接板24的两角区域,第一加强筋23分别与第一支撑柱21及连接板24连接,第二加强筋分别与第二支撑柱22及连接板24连接。由于第一支撑柱21及第一加强筋23,与第二支撑柱22及第二加强筋相互错开,故而无法直接出模,在制造模具时,需要将阻碍出模的区域填充金属液,再进行后期加工处理,但是这样会大大加厚铸造件的厚度,且第一支撑柱21及第二支撑柱22处壁厚最大,容易出现浇不足、缩孔及缩松等缺陷,且由于铸造件较厚,容易因排气问题出现气孔等缺陷,极大降低了铸造件的质量。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种能够解决铸造件缩孔、缩松以及气孔等缺陷,从而提高铸造件质量的用于铸造无人驾驶工程车零部件的砂型铸造模具。
2、本实用新型的目的是通过以下技术方案来实现的:
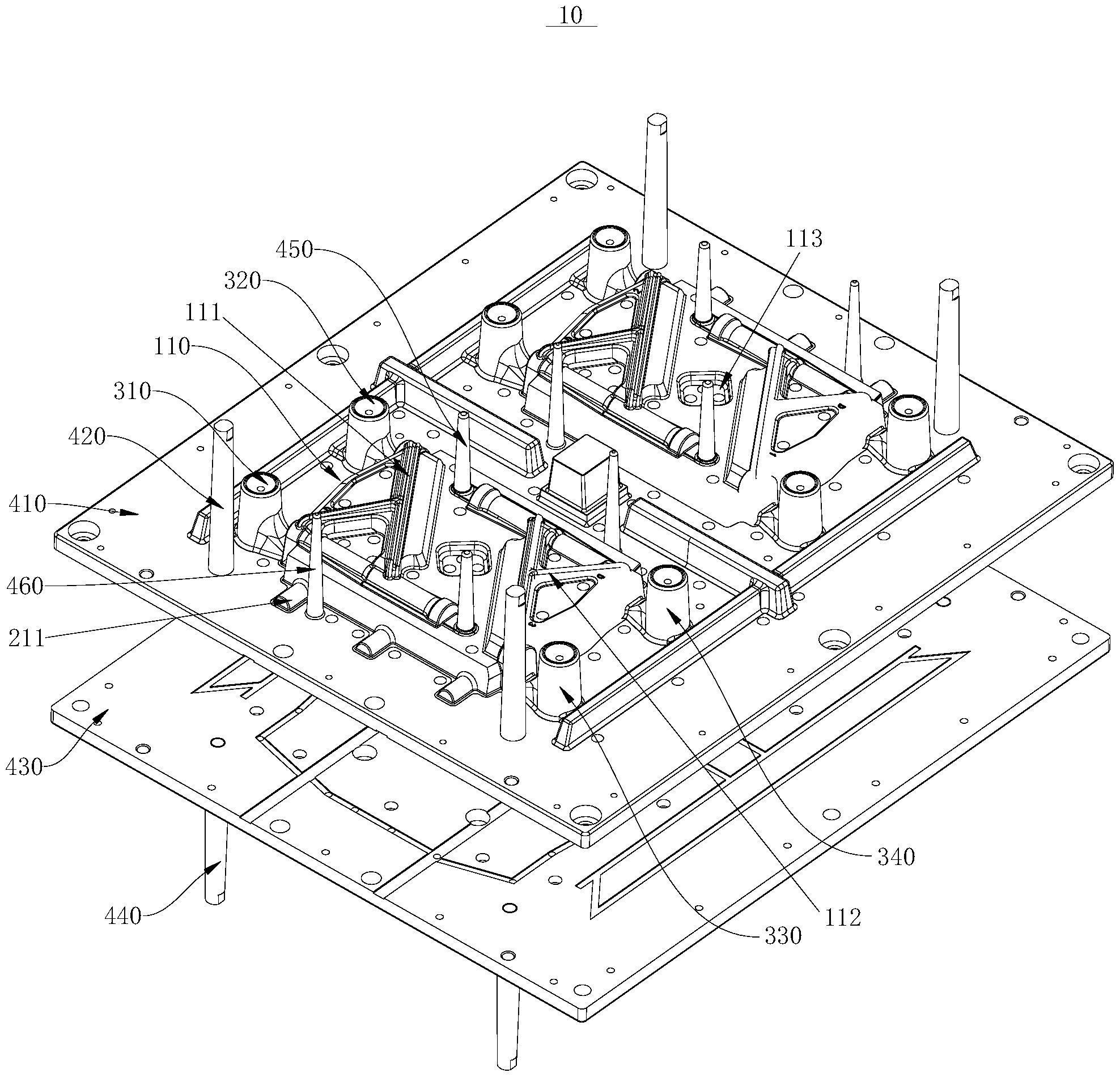
3、一种用于铸造无人驾驶工程车零部件的砂型铸造模具,包括:成型组件、排气组件及浇冒组件,所述成型组件包括上模成型件及下模成型件,所述上模成型件的外表面与所述下模成型件的外表面共同构成成型腔,所述成型腔用于成型无人驾驶工程车零部件的毛坯件,所述上模成型件上设置有第一上模成型凸台,所述下模成型件上设置有第一下模成型凸台;所述排气组件包括侧排气柱及第一排气道,所述侧排气柱分别与所述上模成型件及所述下模成型件连接,所述第一排气道与所述第一下模成型凸台连接;所述浇冒组件包括第一冒口及第二冒口,所述第一冒口分别与所述上模成型件及所述下模成型件连接,所述第二冒口分别与所述上模成型件及下模成型件连接,且所述第一冒口及所述第二冒口设置于靠近所述第一上模成型凸台的一侧。
4、在其中一个实施例中,所述下模成型件上还设置有第二下模成型凸台。
5、在其中一个实施例中,所述排气组件还包括第二排气道,所述第二排气道与所述第二下模成型凸台连接。
6、在其中一个实施例中,所述浇冒组件还包括第三冒口及第四冒口,所述第三冒口分别与上模成型件及下模成型件连接,所述第四冒口分别与所述上模成型件及下模成型件连接,且所述第三冒口及第四冒口设置于靠近所述第二下模成型凸台的一侧,所述第一冒口与所述第三冒口相对设置,所述第二冒口与所述第四冒口相对设置。
7、在其中一个实施例中,所述用于铸造无人驾驶工程车零部件的砂型铸造模具还包括定位组件,所述定位组件包括上模固定板及上模定位柱,所述上模定位柱设置于所述上模固定板上,所述上模固定板上开设有上模定位槽,所述上模成型件设置于所述上模定位槽上。
8、在其中一个实施例中,所述定位组件还包括下模固定板及下模定位柱,所述下模定位柱设置于所述下模固定板上,所述下模固定板上还开设有下模定位槽,所述下模成型件设置于所述下模定位槽上。
9、在其中一个实施例中,所述定位组件还包括第一挡护柱,所述第一挡护柱设置于所述上模成型件上。
10、在其中一个实施例中,所述定位组件还包括第二挡护柱,所述第二挡护柱设置于所述上模固定板靠近所述上模成型件的一侧上。
11、在其中一个实施例中,所述上模成型件上还开设有上模避让槽。
12、在其中一个实施例中,所述上模成型件上还开设有多个安装孔。
13、与现有技术相比,本实用新型至少具有以下优点:
14、本实用新型的用于铸造无人驾驶工程车零部件的砂型铸造模具通过设置成型组件、排气组件及浇冒组件,从而能够通过成型组件形成无人驾驶工程车零部件的成型腔,通过侧排气柱进行排气,通过第一排气道及第二排气道提高排气速度,从而能够避免铸造件出现气孔等制造缺陷,还能够通过将第一冒口、第二冒口、第三冒口及第四冒口分别设置在厚壁区,实现多位置同时填充,从而能够保证金属液填充的饱和度,避免出现浇不足缺陷,同时避免厚壁区出现缩孔缩松等缺陷,此外,还能够通过第一冒口、第二冒口、第三冒口及第四冒口实现集砂挡渣的作用,避免出现夹渣等缺陷。
技术特征:
1.一种用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,包括:
2.根据权利要求1所述的用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,所述下模成型件上还设置有第二下模成型凸台。
3.根据权利要求2所述的用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,所述排气组件还包括第二排气道,所述第二排气道与所述第二下模成型凸台连接。
4.根据权利要求3所述的用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,所述浇冒组件还包括第三冒口及第四冒口,所述第三冒口分别与上模成型件及下模成型件连接,所述第四冒口分别与所述上模成型件及下模成型件连接,且所述第三冒口及第四冒口设置于靠近所述第二下模成型凸台的一侧,所述第一冒口与所述第三冒口相对设置,所述第二冒口与所述第四冒口相对设置。
5.根据权利要求1所述的用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,还包括定位组件,所述定位组件包括上模固定板及上模定位柱,所述上模定位柱设置于所述上模固定板上,所述上模固定板上开设有上模定位槽,所述上模成型件设置于所述上模定位槽上。
6.根据权利要求5所述的用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,所述定位组件还包括下模固定板及下模定位柱,所述下模定位柱设置于所述下模固定板上,所述下模固定板上还开设有下模定位槽,所述下模成型件设置于所述下模定位槽上。
7.根据权利要求6所述的用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,所述定位组件还包括第一挡护柱,所述第一挡护柱设置于所述上模成型件上。
8.根据权利要求7所述的用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,所述定位组件还包括第二挡护柱,所述第二挡护柱设置于所述上模固定板靠近所述上模成型件的一侧上。
9.根据权利要求1所述的用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,所述上模成型件上还开设有上模避让槽。
10.根据权利要求9所述的用于铸造无人驾驶工程车零部件的砂型铸造模具,其特征在于,所述上模成型件上还开设有多个安装孔。
技术总结
本技术公开了一种用于铸造无人驾驶工程车零部件的砂型铸造模具,包括成型组件、排气组件及浇冒组件,成型组件包括上模成型件及下模成型件;排气组件包括侧排气柱及第一排气道,侧排气柱与成型组件连接,第一排气道与第一下模成型凸台连接;浇冒组件包括第一冒口及第二冒口。本技术能够通过侧排气柱进行排气,通过第一排气道提高排气速度,从而能够避免铸造件出现气孔等制造缺陷,还能够通过将第一冒口及第二冒口分别设置在厚壁区,实现多位置同时填充,从而能够保证金属液填充的饱和度,避免出现浇不足缺陷,此外,还能够通过第一冒口及第二冒口实现集砂挡渣以及补缩的作用,避免出现夹渣以及缩孔缩松等缺陷。
技术研发人员:万飞
受保护的技术使用者:惠州典展五金制品有限公司
技术研发日:20221114
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!