一种水切割转轮式量化砂罐的制作方法
本技术涉及后混式加砂水切割,尤其涉及一种水切割转轮式量化砂罐。
背景技术:
1、超高压水射流切割技术,将水加压到超过200mpa,通过极小的水喷嘴(0.3mm-0.5mm)喷出,具有极高的切割能力。在切割金属、石材、陶瓷等硬度较高的材料时,需要在水射流内混磨料,俗称“水刀砂”,一般是采用60-120目石榴砂或者金刚砂。
2、传统水切割机设计中,后端配置一个大容量的储砂罐存放磨料,在水刀切割刀头附近配置一个小容量的供砂罐。储砂罐通过气压将磨料源源不断输送到小的供砂罐内进行缓存,小的供砂罐下端通过软管接到水射流喷嘴附近的融合腔处,随着水射流喷射而出产生的负压,将磨料从供砂罐吸出,混入水射流中,行程加砂的效果。供砂罐下端有一个负压腔,通过调整该处一个气孔大小来调整水射流产生的负压的大小。出气孔大,负压效果小,磨料混入的量就少;出气孔小,负压效果强,磨料混入的量就大。这里,也有其他的方式进行调节,类似调节供砂罐和负压腔之间磨料通过的通道的大小来进行磨料量的调节。
3、以上的调节磨料供给量的方式都比较模糊,无法量化控制,而且缺乏数据反馈。客户在实际使用时,通常都会将出气孔调小,磨料量较大。而且在切割不同材质、不同厚度的工件时,也不会去及时的调整磨料混入量。水切割的磨料使用是有一个最优的砂水配比概念。满足切割时间和切割面要求的配比情况下,再增加磨料的比例不会对切割效果产生积极的影响,只会造成浪费。而磨料的成本,一般在水切割成本中占比约为50%-70%。
4、另外,在数据反馈方面,传统的供砂系统都没有数据反馈。客户对磨料的消耗量没有一个相对准确的概念,只有在采购时能评估出一段时间内大概的消耗量。这样模糊的数据和粗放的管理,也造成了整个行业磨料的无用浪费。
技术实现思路
1、为解决现有技术的缺点和不足,提供一种水切割转轮式量化砂罐,可以通过金属转轮上的容纳槽与输砂管的配合,实现每次微量给料,相比于现有技术可以精确地调整磨料的混入量。
2、为实现本实用新型目的而提供的一种水切割转轮式量化砂罐,包括有容纳罐以及设置在容纳罐下端的基座,所述容纳罐上端通过气压管与储砂罐连通,所述基座上半部分呈漏斗型,并且在其中部设置有输砂管,所述基座的中部设置有空腔,所述空腔内嵌旋转设置有金属转轮,所述金属转轮由伺服电机驱动,所述金属转轮的上1/3部分与空腔内侧贴合,所述金属转轮上周向均布设置有多个容纳槽,所述输砂管的上端与容纳罐内部连通,下端与所述空腔连通,所述输砂管与容纳槽对应设置,所述基座的下半部分通过气管与高压水喷头连通,所述气管上端与所述空腔连通。
3、本实用新型的有益效果是:
4、与现有技术相比,本实用新型提供的一种水切割转轮式量化砂罐,可以通过金属转轮上的容纳槽与输砂管的配合,实现每次微量给料,相比于现有技术可以精确地调整磨料的混入量,对生产过程中的磨料消耗量做到准确的控制,避免浪费。
技术特征:
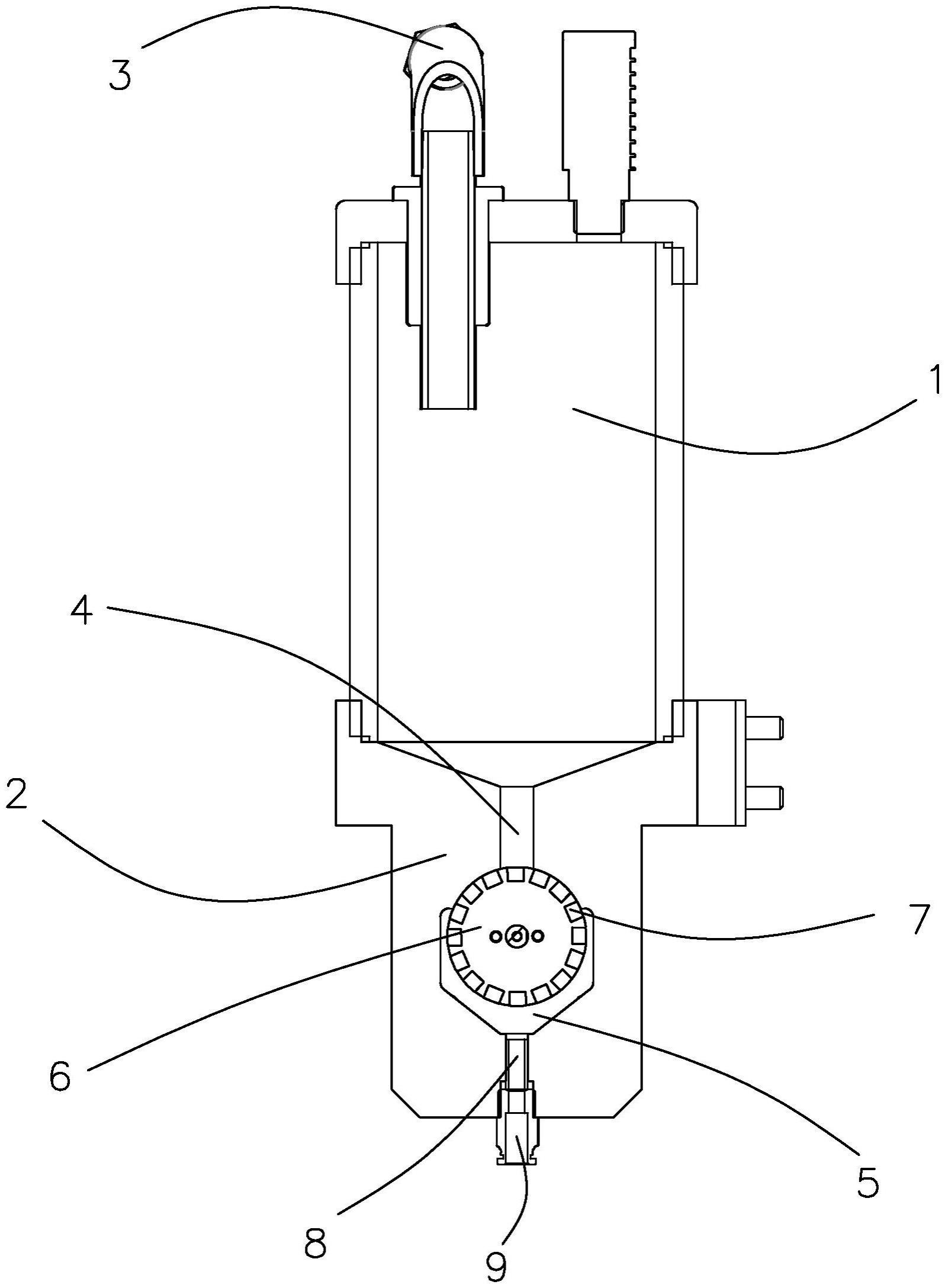
1.一种水切割转轮式量化砂罐,其特征在于:包括有容纳罐(1)以及设置在容纳罐(1)下端的基座(2),所述容纳罐(1)上端通过气压管(3)与储砂罐连通,所述基座(2)上半部分呈漏斗型,并且在其中部设置有输砂管(4),所述基座(2)的中部设置有空腔(5),所述空腔(5)内嵌旋转设置有金属转轮(6),所述金属转轮(6)由伺服电机驱动,所述金属转轮(6)的上1/3部分与空腔(5)内侧贴合,所述金属转轮(6)上周向均布设置有多个容纳槽(7),所述输砂管(4)的上端与容纳罐(1)内部连通,下端与所述空腔(5)连通,所述输砂管(4)与容纳槽(7)对应设置,所述基座(2)的下半部分通过气管(8)与高压水喷头(9)连通,所述气管(8)上端与所述空腔(5)连通。
技术总结
本技术公开了一种水切割转轮式量化砂罐,包括有容纳罐以及设置在容纳罐下端的基座,容纳罐上端通过气压管与储砂罐连通,基座上半部分呈漏斗型,并且在其中部设置有输砂管,基座的中部设置有空腔,空腔内嵌旋转设置有金属转轮,金属转轮由伺服电机驱动,金属转轮的上1/3部分与空腔内侧贴合,金属转轮上周向均布设置有多个容纳槽,输砂管的上端与容纳罐内部连通,下端与空腔连通,输砂管与容纳槽对应设置,基座的下半部分通过气管与高压水喷头连通,气管上端与空腔连通。本技术可以通过金属转轮上的容纳槽与输砂管的配合,实现每次微量给料,相比于现有技术可以精确地调整磨料的混入量。
技术研发人员:曹迪,于爽,高建
受保护的技术使用者:大博优水刀有限公司
技术研发日:20221115
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!