贯穿铁芯铸造镁合金阳极生产模具的制作方法
本技术涉及一种贯穿铁芯铸造镁合金阳极生产模具,属于镁合金阳极生产。
背景技术:
1、镁合金牺牲阳极主要用于防腐保护,广泛应用于各类钢铁构造设施和电器等的防腐,原理是牺牲阳极保护阴极。
2、现有铸造镁合金防腐阳极只能进行阳极内部非贯穿铁芯产品的生产,大规模快速生产铸造镁合金贯穿铁芯产品还没有实现,而小批量铸造生产贯穿铁芯阳极过程中存在浇口体积占比大,生产过程损耗高的缺点。另外,现有铸造生产过程多使用阳极侧面进料的方式,存在产品出现浇不足、冷隔等缺陷,严重影响成品率。铸造完成后侧面浇口不易去除,去除过程需要使用专用的数控设备,造成后续加工成本高。
3、现有大批量生产的贯穿铁芯阳极只能进行挤压工序生产,过程需要重熔镁合金锭后浇铸适合长度、直径的坯料,再将坯料加工成精坯后再加热到420-500摄氏度后使用挤压机生产,增加了能耗与设备成本。
技术实现思路
1、根据以上现有技术中的不足,本实用新型要解决的技术问题是:提供一种贯穿铁芯铸造镁合金阳极生产模具,绕开挤压方式使用铸造方式生产贯穿铁芯的防腐阳极,并解决现有铸造镁合金防腐阳极中存在的问题。
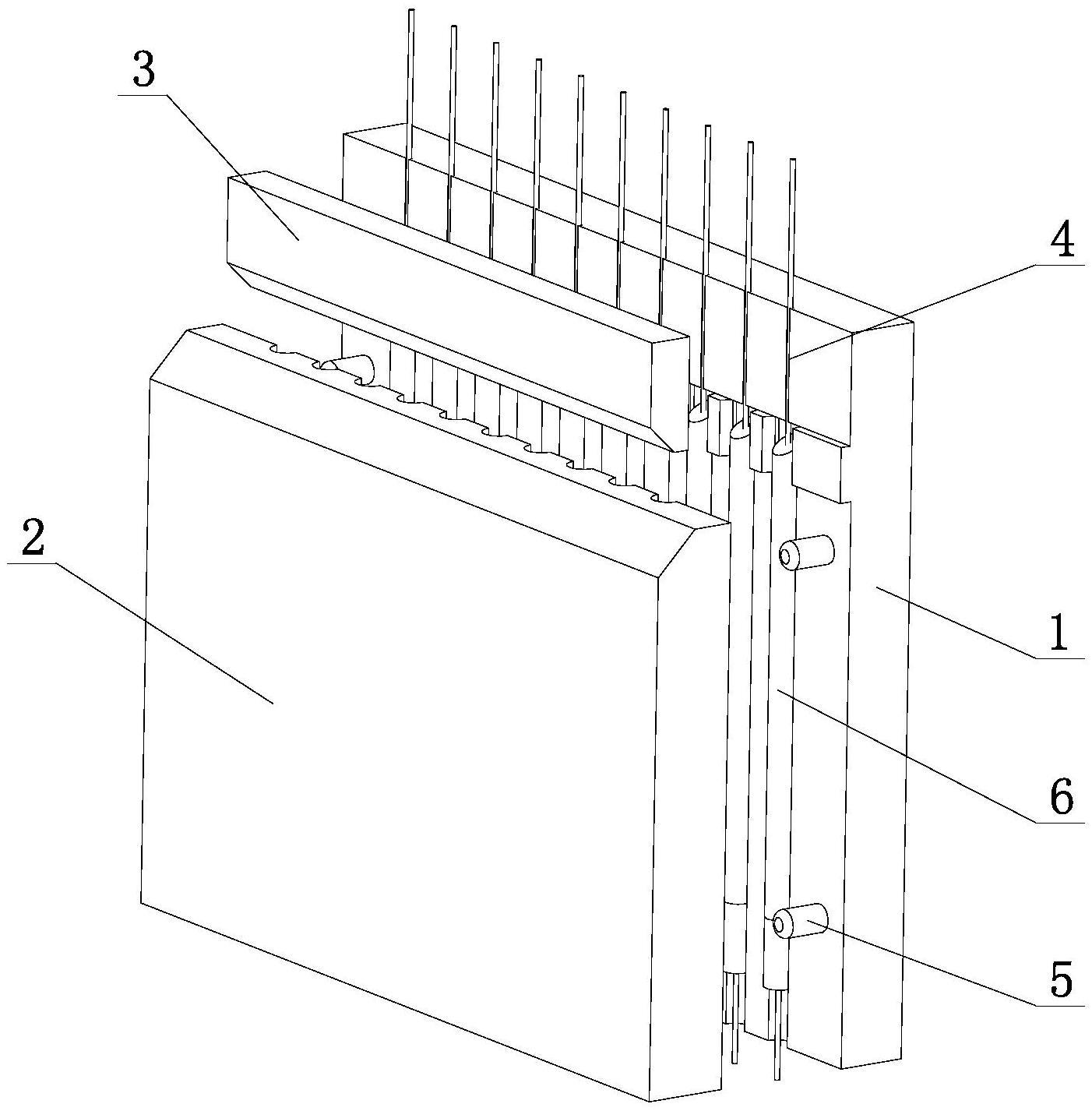
2、本实用新型所述的贯穿铁芯铸造镁合金阳极生产模具,包括定模和动模,定模和动模内均设有若干相对应的截面呈半圆形的槽道,定模上的槽道一端设有铁芯定位槽,模具还包括可压在铁芯定位槽上的铁芯压块。
3、进一步的,所述的定模上设有定位销,动模上设有与所述定位销相适配的定位孔。
4、优选的,所述的定位销顶部呈半球形。
5、优选的,所述定模和动模内的槽道均匀分布且相互平行。
6、本实用新型与现有技术相比所具有的有益效果是:
7、本实用新型所述的贯穿铁芯铸造镁合金阳极生产模具,绕开挤压方式使用铸造方式生产贯穿铁芯的防腐阳极;贯穿铁芯阳极铸造生产过程中能将后续装配的连接件一同铸造在阳极内部,且能将不规则形状的阳极铁芯铸造在阳极内部;铸造浇口放置在阳极一端,铸造完成切除浇口后就能得到成品,不影响阳极的外观质量;使用成型铸造板材加工铸造模具,实现一模多出,提高了生产效率;模具的结构简单,易于加工。
技术特征:
1.一种贯穿铁芯铸造镁合金阳极生产模具,包括定模(1)和动模(2),其特征在于,定模(1)和动模(2)内均设有若干相对应的截面呈半圆形的槽道(7),定模(1)上的槽道(7)一端设有铁芯定位槽(4),模具还包括可压在铁芯定位槽(4)上的铁芯压块(3)。
2.根据权利要求1所述的贯穿铁芯铸造镁合金阳极生产模具,其特征在于,所述的定模(1)上设有定位销(5),动模(2)上设有与所述定位销(5)相适配的定位孔(8)。
3.根据权利要求2所述的贯穿铁芯铸造镁合金阳极生产模具,其特征在于,所述的定位销(5)顶部呈半球形。
4.根据权利要求1所述的贯穿铁芯铸造镁合金阳极生产模具,其特征在于,所述定模(1)和动模(2)内的槽道(7)均匀分布且相互平行。
技术总结
本技术属于镁合金阳极生产技术领域,具体涉及一种贯穿铁芯铸造镁合金阳极生产模具,包括定模和动模,定模和动模内均设有若干相对应的截面呈半圆形的槽道,定模上的槽道一端设有铁芯定位槽,模具还包括可压在铁芯定位槽上的铁芯压块。优势为绕开挤压方式使用铸造方式生产贯穿铁芯的防腐阳极;贯穿铁芯阳极铸造生产过程中能将后续装配的连接件一同铸造在阳极内部,且能将不规则形状的阳极铁芯铸造在阳极内部;铸造浇口放置在阳极一端,铸造完成切除浇口后就能得到成品,不影响阳极的外观质量;使用成型铸造板材加工铸造模具,实现一模多出,提高了生产效率;模具的结构简单,易于加工。
技术研发人员:李云峰,张玉坤,吕丽丽,周文涛,候兆春
受保护的技术使用者:山东宏泰科技有限公司
技术研发日:20221130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!