一种工具钳智能高频淬火控制装置的制作方法
本申请涉及工件淬火领域,特别涉及一种工具钳智能高频淬火控制装置。
背景技术:
1、高频加热的深度为0.5-2.5mm,一般用于中小型零件的加热,如小模数齿轮及中小轴类零件等,高频淬火多数用于工业金属零件表面淬火,是使工件表面产生一定的感应电流,迅速加热零件表面,然后迅速淬火的一种金属热处理方法。感应加热设备,即对工件进行感应加热,以进行表面淬火的设备。
2、但是目前对于工具钳的淬火,仍然是人工操作,采用目视淬火部位的方法,但是这种人工操作,控制的淬火时间不能够进行精确的控制,对工人的经验以及技术都有较高的要求,普通工人难以操作,会导致淬火的质量不能保证。
3、因此,我们需要一种工具钳智能高频淬火控制装置,来解决工具钳在淬火时间控制不准确的问题,可以准确控制工具钳的淬火时间。
技术实现思路
1、本申请的目的是解决工具钳淬火时间控制不准确的问题,为解决上述问题,本申请提供一种工具钳智能高频淬火控制装置,可以对工具钳的淬火时间进行准确的控制。
2、为实现上述目的,本申请实施例采用以下技术方案:
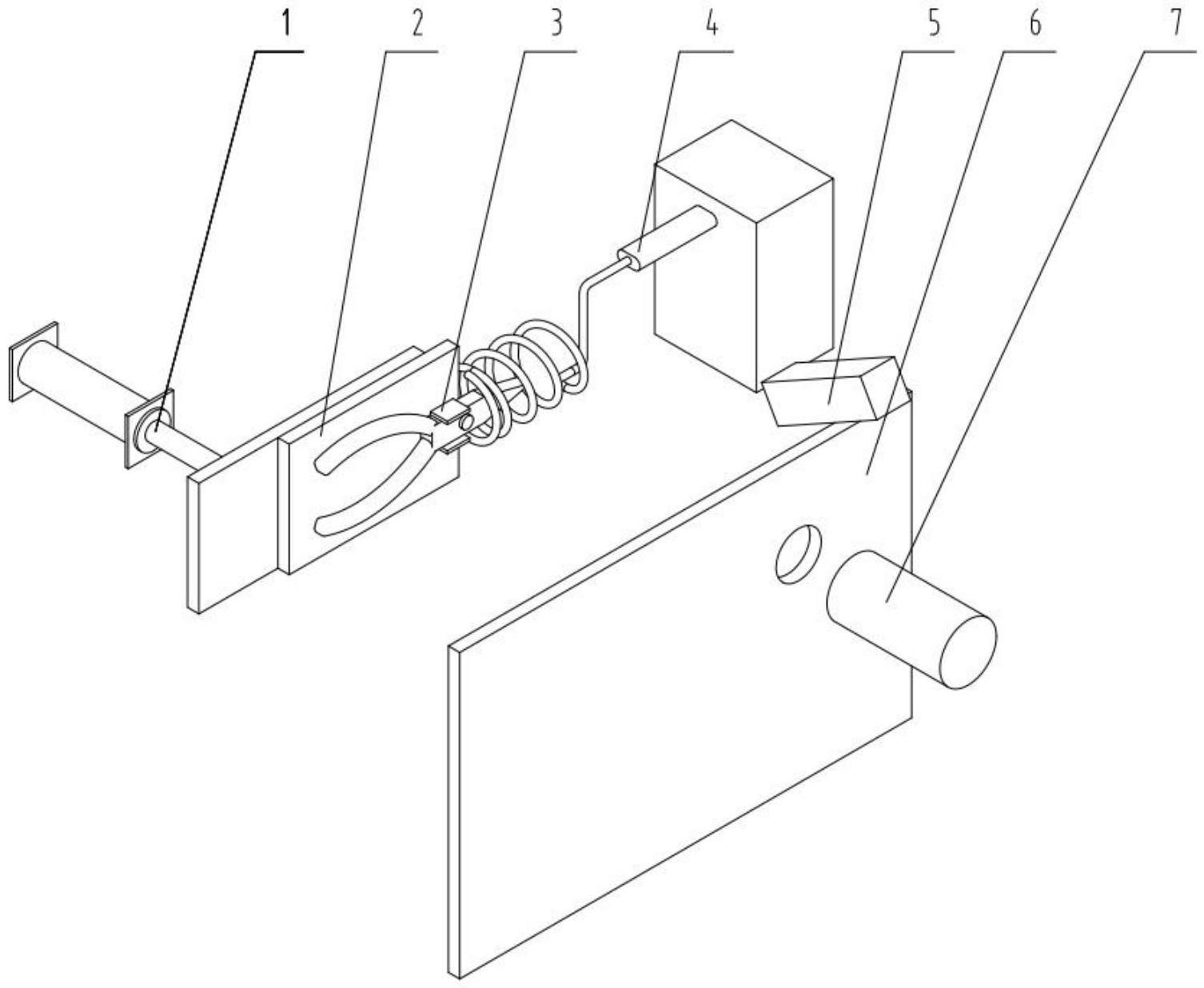
3、一种工具钳智能高频淬火控制装置,其特征在于,包括:固定板,固定板设置于平面上,固定板上设置有固定支架,固定支架用于固定工具钳;移动装置,移动装置设置在固定板的后面,移动装置用于移动工具钳;淬火装置,淬火装置设置在固定板的右边,淬火装置用于对工具钳进行高频淬火;传感器,传感器设置于固定板的前面,传感器用于发出信息一,信息一为工具钳到达指定位置的信息;阻隔板,阻隔板设置于固定板和传感器的中间,用于保护传感器;摄像装置,摄像装置用于获取照片信息一,并发送照片信息一,照片信息一为工具钳淬火状态的照片;
4、控制系统,控制系统包括:控制器,控制器和各个装置相连接;接收模块,接收模块用于接收信息一和照片信息一;对比模块,对比模块用于将接收模块接收的照片信息一和照片信息二进行对比,照片信息二为预先设置好的,当照片信息一和照片信息二对比结果一致时,发送信息二;执行模块一,执行模块一用于通过接收模块接收的信息一来发送执行命令一,执行命令一用于启动淬火装置来进行对工具钳的淬火;执行模块二,执行模块二用于通过对比模块发出的信息二来发送执行命令二,执行模块二用于关闭淬火装置来停止对工具钳的淬火。
5、进一步地,根据本申请实施例,其中,移动装置包括:
6、气缸,气缸设置在固定板的后面,气缸用于对工具钳进行推动;
7、推动板,推动板和所述气缸相连接,推动板和固定板接触贴合,推动板用于辅助气缸完成对工具钳的移动。
8、进一步地,根据本申请实施例,其中,淬火装置包括:
9、高频炉,高频炉设置于固定板的右边,高频炉用于输出高频电流;
10、感应线圈,感应线圈和高频炉相连接,感应线圈用于对工具钳进行淬火。
11、进一步地,根据本申请实施例,其中,感应线圈将会接收高频炉输出的高频电流产生电磁感应,在感应线圈的加热端产生900度左右的高温来对工具钳进行淬火。
12、进一步地,根据本申请实施例,其中,阻隔板中间有一个透明的区域,用于传感器对工具钳的位置进行检测,传感器、工具钳淬火时的位置和阻隔板的透明区域在同一条线上。
13、进一步地,根据本申请实施例,其中,传感器会发出激光,激光会穿过阻隔板的透明的区域照射到指定位置,当工具钳到达指定位置挡住激光时,传感器才会发出信号一。
14、本申请实施例还公开了一种工具钳智能高频淬火控制装置的模组,其特征在于,包括:
15、发送模块,当工具钳到达指定位置时传感器发出信息一,摄像装置获取并发送照片信息一;
16、接收模块,接收模块用于接收信息一和照片信息一;
17、对比模块,对比模块用于将接收模块接收的照片信息一和照片信息二进行对比,照片信息二为预先设置好的,当照片信息一和照片信息二对比结果一致时,发送信息二;
18、执行模块一,执行模块一用于通过接收模块接收的信息一来发送执行命令一,执行命令一用于启动淬火装置来进行对工具钳的淬火;
19、执行模块二,执行模块二用于通过对比模块发出的信息二来发送执行命令二,执行模块二用于关闭淬火装置来停止对工具钳的淬火。
20、本申请实施例还公开了一种工具钳智能高频淬火控制装置的存储器,其特征在于,包括:
21、发送模块,当工具钳到达指定位置时传感器发出信息一,摄像装置获取并发送照片信息一;
22、接收模块,接收模块用于接收信息一和照片信息一;
23、对比模块,对比模块用于将接收模块接收的照片信息一和照片信息二进行对比,照片信息二为预先设置好的,当照片信息一和照片信息二对比结果一致时,发送信息二;
24、执行模块一,执行模块一用于通过接收模块接收的信息一来发送执行命令一,执行命令一用于启动淬火装置来进行对工具钳的淬火;
25、执行模块二,执行模块二用于通过对比模块发出的信息二来发送执行命令二,执行模块二用于关闭淬火装置来停止对工具钳的淬火。
26、本申请实施例还公开了一种工具钳智能高频淬火控制装置的处理器,其特征在于,包括:
27、发送模块,当工具钳到达指定位置时传感器发出信息一,摄像装置获取并发送照片信息一;
28、接收模块,接收模块用于接收信息一和照片信息一;
29、对比模块,对比模块用于将接收模块接收的照片信息一和照片信息二进行对比,照片信息二为预先设置好的,当照片信息一和照片信息二对比结果一致时,发送信息二;
30、执行模块一,执行模块一用于通过接收模块接收的信息一来发送执行命令一,执行命令一用于启动淬火装置来进行对工具钳的淬火;
31、执行模块二,执行模块二用于通过对比模块发出的信息二来发送执行命令二,执行模块二用于关闭淬火装置来停止对工具钳的淬火。
32、与现有技术相比,本申请通过摄像装置进行拍摄工具钳淬火时的照片,控制系统进行对比并控制工具钳的淬火,解决了工具钳在淬火时间控制不准确的问题,可以准确控制工具钳的淬火时间。
技术特征:
1.一种工具钳智能高频淬火控制装置,其特征在于,包括:
2.根据权利要求1所述的一种工具钳智能高频淬火控制装置,其特征在于,所述感应线圈将会接收所述高频炉输出的高频电流产生电磁感应,在所述感应线圈的加热端产生900度左右的高温来对工具钳进行淬火。
3.根据权利要求1所述的一种工具钳智能高频淬火控制装置,其特征在于,所述阻隔板中间有一个透明的区域,用于所述传感器对工具钳的位置进行检测,所述传感器、工具钳淬火时的位置和所述阻隔板的透明区域在同一条线上。
4.根据权利要求3所述的一种工具钳智能高频淬火控制装置,其特征在于,所述传感器会发出激光,所述激光会穿过所述阻隔板的透明的区域照射到指定位置,当工具钳到达指定位置挡住所述激光时,所述传感器才会发出所述信息一。
技术总结
本申请公开了一种工具钳智能高频淬火控制装置,涉及工件淬火领域,用于解决现有技术中对于工具钳的淬火时间控制不准确的问题。包括:固定板,移动装置,淬火装置,传感器,阻隔板,摄像装置。还公布了一种工具钳智能高频淬火控制装置的使用方法,包括:放置工具钳,将工具钳移动到淬火的指定位置,开始对工具钳进行淬火,通过摄像装置进行拍摄,并根据拍摄照片来控制工具钳的淬火时间,解决了工具钳淬火时间控制不准确的问题,达到了可以准确控制工具钳淬火时间的效果。
技术研发人员:朱剑峰,邓卫兵,李林,孙祥健
受保护的技术使用者:江苏宏宝工具有限公司
技术研发日:20221205
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!