一种无余量叶片精密定位装置的制作方法
本技术涉及航空发动机叶片机械加工中工装设计应用领域,具体应用于无余量叶片,包括细长、薄零件的定位加工或在加工零件采用低熔点合金浇注方式时所使用的精密定位研究。
背景技术:
1、在叶片加工过程中,有的叶片比较长,而叶身薄,在装夹和加工过程中易变形,叶身与某些面为无余量,极难保证加工尺寸精度要求,对此,研究采用两种方式增加加工零件刚性,第一种,叶片六点精密定位增加方盒加强刚性强度;第二种,叶片六点精密定位浇注低熔点合金。在这两种方式过程中,有的定位点可能包容在盒体或低熔点合金内,操作者不能观察判断定位情况,或者工件在装夹或浇注时的情况变化,无法精准的进行六点定位。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种无余量叶片精密定位装置,解决现有的叶片加工方式在工件在装夹或浇注时的无法观察情况变化、也无法精准的进行六点定位的问题。
2、本实用新型解决上述技术问题的技术方案如下:一种无余量叶片精密定位装置,其特征在于,包括装置的基座和定位件,定位件包括导体、绝缘体、外壳、导线和接触件,导体与导线固定连接,导线外部包裹连接绝缘体,绝缘体外包裹连接外壳,导体固定安装在外壳上,接触件固定安装在导体上,接触件用于接触加工件,导线的另一端连接控制电路,控制电路上设置有发光件。
3、本实用新型的有益效果是:将接触件接触到加工件上,同时通过导线连接于是控制电路上,控制电路上安装有发光件,发光件发光可以用于指示接触件是否与加工件的固定位置接触,从而可以确定加工件是否安装到要求得位置上,电路控制非常灵敏,并且灯光显示方便操作人员的观察。解决现有的叶片加工方式在工件在装夹或浇注时的无法观察情况变化、也无法精准的进行六点定位的问题。
4、在上述技术方案的基础上,本实用新型还可以做如下改进。
5、进一步地,安装盒用于安装发光件,方便操作人员观察,基座上设置用于安装发光件的安装盒,安装盒内连接有电源,发光件的数量与接触件的数量一致。
6、进一步地,为了设置加工件的加工空间,包括基座上设置的加工件固定部分,加工件固定部分包括定模和动模,定模固定连接在基座上,动模滑动连接在基座上,定模和动模均设置有凹腔,且定模和动模压紧后两个凹腔形成用于放置加工件的加工腔,且加工腔远离基座的一侧具有浇铸口。
7、进一步地,为了调节动模,基座上设置有固定板,固定板上连接调节杆,调节杆一端固定连接动模,另一端螺纹穿接与固定板且端部连接有把手;固定板上还设置有两根导杆,导杆固定连接于固定板且滑动穿接于动模。
8、进一步地,为了保证加工冷却,动模上远离基座的一端设置有冷却水进口,动模上靠近基座的一端设置有冷却水出口。
9、进一步地,为了方便取出加工件,动模上设置有顶模机构,顶模机构包括推杆和手柄,推杆上设置有螺纹穿接于定模远离动模的一侧,手柄连接在推杆上远离定模的一端。
10、进一步地,为了封住加工腔,动模和定模上设置有侧封板,定模与动模压紧后两者的侧封板可相互压紧。
11、进一步地,为了方便微调加工件的位置,动模和定模上的侧封板滑动设置在所在平面。
12、进一步地,控制电路包括连接有变压器的电源和导线,电源正极通过导线与导体连接,导体上设置有接触件接触到加工件一侧上进行连通,加工件另一侧再通过导线连接发光件,发光件通过导线连回电源负极形成完整回路。
13、进一步地,电源正极还连接有电阻,发光件设置为发光二极管。
14、采用上述进一步方案的有益效果是:为此把六点精密定位转化为电信号亮灯方式,六个灯亮表明定位可靠良好,某个灯不亮,则对应定位点未定位或定位欠佳,方便了操作者操作和判断,提高工装使用可靠性;零件浇注以后,所以采用循环水冷却系统,缩短等待时间,提高效率。
技术特征:
1.一种无余量叶片精密定位装置,其特征在于,包括基座(1)和定位件(2),所述定位件(2)可拆卸装配在基座(1)的加工面上;定位件(2)包括导体(201)、绝缘体(202)、外壳(203)、导线(204)和接触件(205),所述导体(201)与所述导线(204)固定连接且导通,所述导线(204)外部包裹连接绝缘体(202),所述绝缘体(202)外包裹连接外壳(203),所述导体(201)固定安装在外壳(203)上,所述接触件(205)固定安装在所述导体(201)上,接触件(205)用于接触加工件(15),所述导线(204)的另一端连接控制电路,控制电路上设置有发光件(14)。
2.根据权利要求1所述的一种无余量叶片精密定位装置,其特征在于,所述基座(1)上设置用于安装发光件(14)的安装盒(3),所述安装盒(3)内连接有电源,所述发光件(14)通过导线(204)与接触件(205)一一对应且电连接。
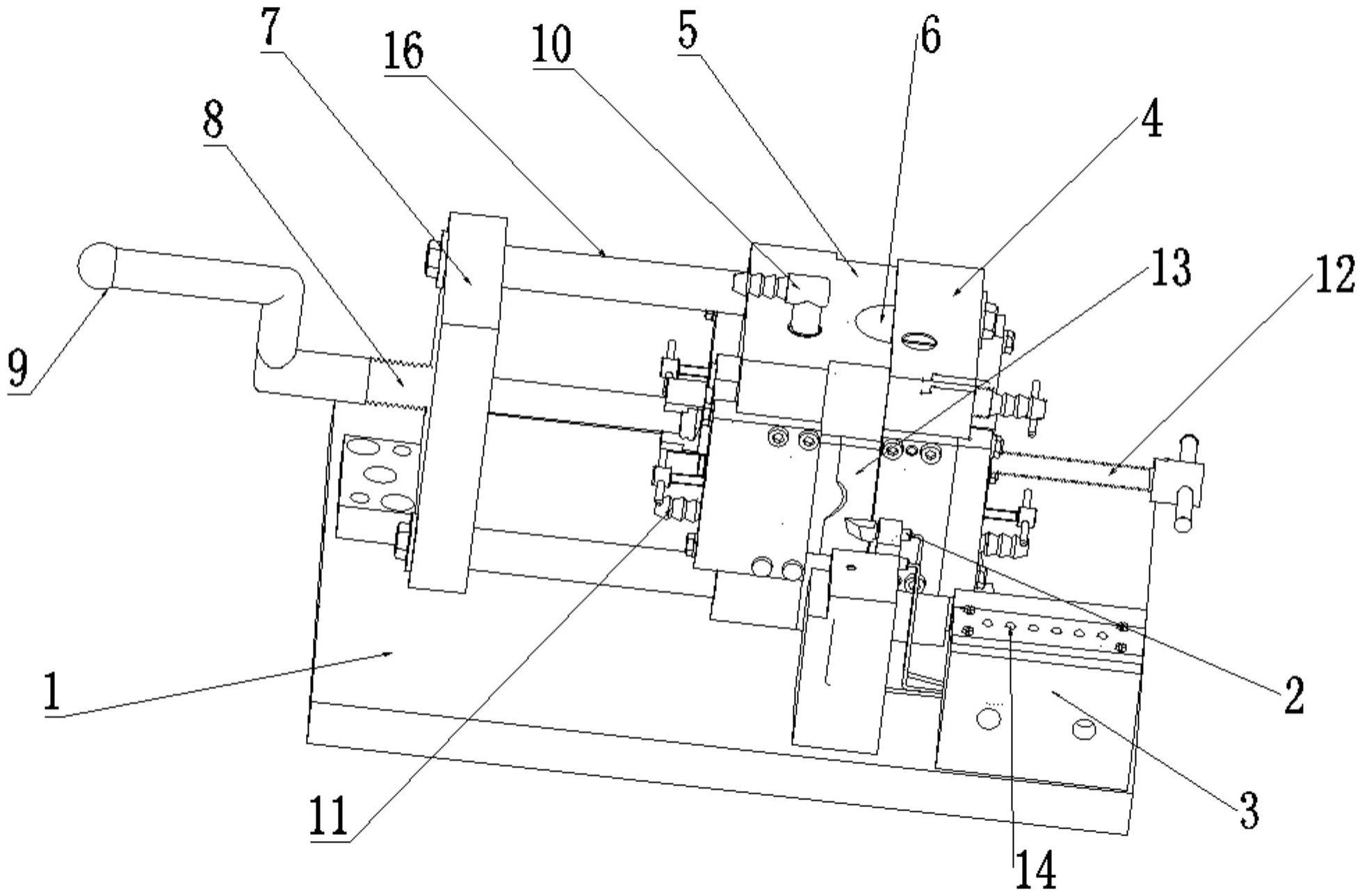
3.根据权利要求1所述的一种无余量叶片精密定位装置,其特征在于,所述基座(1)上还设置有加工件(15)固定部分,所述加工件(15)固定部分包括定模(4)和动模(5),所述定模(4)固定连接在基座(1)上,所述动模(5)滑动连接在基座(1)上,所述定模(4)和动模(5)均设置有凹腔,且所述定模(4)和动模(5)压紧后两个凹腔形成用于放置加工件(15)的加工腔,且加工腔远离基座(1)的一侧具有浇铸口(6);所述定位件(2)设置在所述加工腔的一侧并用于抵接所述加工件(15)。
4.根据权利要求3所述的一种无余量叶片精密定位装置,其特征在于,所述基座(1)上设置有固定板(7),所述固定板(7)上连接调节杆(8),所述调节杆(8)一端固定连接所述动模(5),另一端螺纹穿接与固定板(7)且端部连接有把手(9);
5.根据权利要求3所述的一种无余量叶片精密定位装置,其特征在于,所述动模(5)上远离基座(1)的一端设置有冷却水进口(10),所述动模(5)上靠近基座(1)的一端设置有冷却水出口(11)。
6.根据权利要求3所述的一种无余量叶片精密定位装置,其特征在于,所述动模(5)上设置有顶模机构(12),所述顶模机构(12)包括推杆(1201)和手柄(1202),所述推杆(1201)上设置有螺纹穿接于所述定模(4)远离所述动模(5)的一侧,所述手柄(1202)连接在推杆(1201)上远离定模(4)的一端。
7.根据权利要求3所述的一种无余量叶片精密定位装置,其特征在于,所述动模(5)和定模(4)上设置有侧封板(13),所述定模(4)与动模(5)压紧后两者的侧封板(13)可相互压紧。
8.根据权利要求7所述的一种无余量叶片精密定位装置,其特征在于,所述动模(5)和定模(4)上的侧封板(13)滑动设置在所在面。
9.根据权利要求1所述的一种无余量叶片精密定位装置,其特征在于,所述控制电路包括连接有变压器的电源和导线(204),电源正极通过导线(204)与导体(201)连接,导体(201)上设置的接触件(205)接触到加工件(15)一侧上进行连通,加工件(15)另一侧再通过导线(204)连接发光件(14),所述发光件(14)通过导线连回电源负极形成完整回路。
10.根据权利要求9所述的一种无余量叶片精密定位装置,其特征在于,所述电源正极还连接有电阻,所述发光件(14)设置为发光二极管。
技术总结
本技术涉及一种无余量叶片精密定位装置,包括装置的基座和定位件,定位件包括导体、绝缘体、外壳、导线和接触件,将接触件接触到加工件上,同时通过导线连接于是控制电路上,控制电路上安装有发光件,发光件发光可以用于指示接触件是否与加工件的固定位置接触,从而可以确定加工件是否安装到要求得位置上,电路控制非常灵敏,并且灯光显示方便操作人员的观察。解决现有的叶片加工方式在工件在装夹或浇注时的无法观察情况变化、也无法精准的进行六点定位的问题。
技术研发人员:赵玖强,郑兴林,施林峰,胡乐,陈璐,罗前菊,汪立,周继平,靳玉光,杨震
受保护的技术使用者:贵阳航发精密铸造有限公司
技术研发日:20221205
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!