一种金属块定量浇铸导流分配装置的制作方法
本技术涉及浇铸,具体地说是一种金属块定量浇铸导流分配装置。
背景技术:
1、金属块浇铸通常是人工凭经验进行控制,劳动强度大,环境恶劣,浇铸的金属块薄厚不均,废品率高。国际上较多地采用自动定量浇铸技术,既可避免繁重的体力劳动、又可获得高品质的产品,如芬兰专利,效果极佳。但引进此技术的费用昂贵,国内诸多中小型企业无法承受。因此针对传统手动控制浇注已不能满足现代铸造生产要求的实际,提供一种金属块定量浇铸导流分配装置。
技术实现思路
1、本实用新型的目的是针对现有技术存在的问题,提供一种金属块定量浇铸导流分配装置。
2、本实用新型的目的是通过以下技术方案解决的:
3、一种金属块定量浇铸导流分配装置,包括分配导流槽,其特征在于:所述分配导流槽的两端分别配置中轴线相同的两个转轴,其中一个转轴的一端采用旋转气缸驱动、通过转轴带动分配导流槽旋转,且在浇铸模具的行进方向上,设有一能够与旋转气缸联动的接近探头,接近探头探测到浇铸模具朝分配导流槽的下方行进时、传递信号给旋转气缸,旋转气缸驱动转轴带动分配导流槽旋转设定的角度,实现金属液定量浇铸。
4、所述分配导流槽的旋转角度根据需要设定为20°~25°。
5、所述的转轴分别架设在对应的支撑轴座上。
6、所述分配导流槽的一侧中上部设有多个流道,所述的流道与浇铸模具上的型腔一一对应。
7、所述的分配导流槽为敞口式结构。
8、所述的旋转气缸采用往复运动气缸。
9、本实用新型相比现有技术有如下优点:
10、本实用新型的导流分配装置采用与浇铸模具相对应的分配导流槽,接近探头检测到浇铸模具靠近时发出动作信号、旋转气缸联动驱动分配导流槽旋转至设定角度,对浇铸模具的型腔进行定量浇铸,浇铸产品重量标准,浇铸成品率大大提高;分配导流槽采用敞口式结构,结构简单、便于清理和维护,能够降低生产成本。
技术特征:
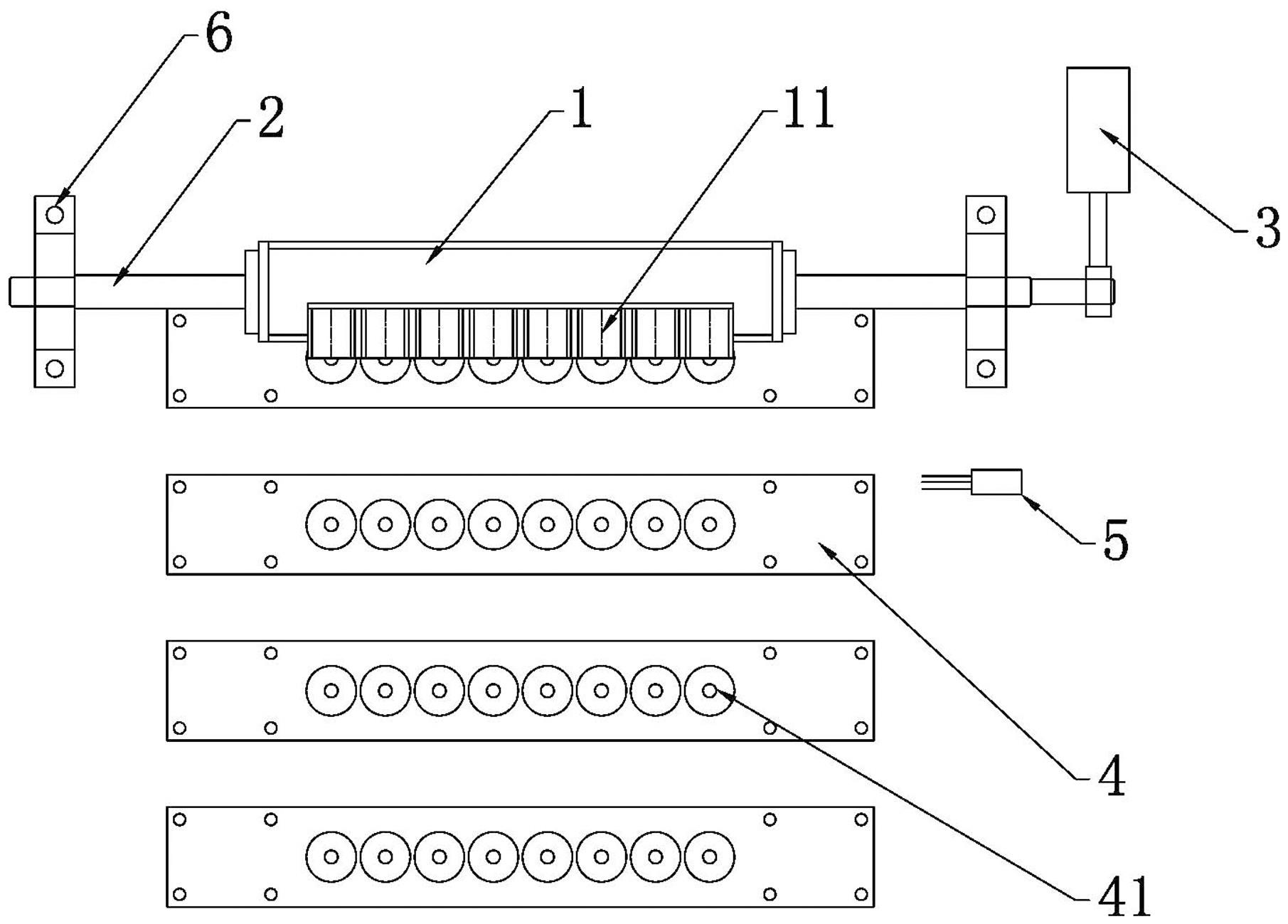
1.一种金属块定量浇铸导流分配装置,包括分配导流槽(1),其特征在于:所述分配导流槽(1)的两端分别配置中轴线相同的两个转轴(2),其中一个转轴(2)的一端采用旋转气缸(3)驱动、通过转轴(2)带动分配导流槽(1)旋转,且在浇铸模具(4)的行进方向上,设有一能够与旋转气缸(3)联动的接近探头(5),接近探头(5)探测到浇铸模具(4)朝分配导流槽(1)的下方行进时、传递信号给旋转气缸(3),旋转气缸(3)驱动转轴(2)带动分配导流槽(1)旋转设定的角度,实现金属液定量浇铸。
2.根据权利要求1所述的金属块定量浇铸导流分配装置,其特征在于:所述分配导流槽(1)的旋转角度根据需要设定为20°~25°。
3.根据权利要求1所述的金属块定量浇铸导流分配装置,其特征在于:所述的转轴(2)分别架设在对应的支撑轴座(6)上。
4.根据权利要求1所述的金属块定量浇铸导流分配装置,其特征在于:所述分配导流槽(1)的一侧中上部设有多个流道(11),所述的流道(11)与浇铸模具(4)上的型腔(41)一一对应。
5.根据权利要求1所述的金属块定量浇铸导流分配装置,其特征在于:所述的分配导流槽(1)为敞口式结构。
6.根据权利要求1所述的金属块定量浇铸导流分配装置,其特征在于:所述的旋转气缸(3)采用往复运动气缸。
技术总结
本技术公开了一种金属块定量浇铸导流分配装置,包括分配导流槽(1),其特征在于:所述分配导流槽(1)的两端分别配置中轴线相同的两个转轴(2),其中一个转轴(2)的一端采用旋转气缸(3)驱动、通过转轴(2)带动分配导流槽(1)旋转,且在浇铸模具(4)的行进方向上,设有一能够与旋转气缸(3)联动的接近探头(5),接近探头(5)探测到浇铸模具(4)朝分配导流槽(1)的下方行进时、传递信号给旋转气缸(3),旋转气缸(3)驱动转轴(2)带动分配导流槽(1)旋转设定的角度,实现金属液定量浇铸。本技术的导流分配装置能够对浇铸模具的型腔进行定量浇铸,浇铸产品重量标准,浇铸成品率大大提高。
技术研发人员:夏宏梁,刘仲华,孟伟峰
受保护的技术使用者:江苏江南铁合金有限公司
技术研发日:20221213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!