一种钢轧辊成型模具的制作方法
本技术涉及钢轧辊,具体是一种钢轧辊成型模具。
背景技术:
1、目前,传统的铸钢轧辊采用砂型铸造,由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。但是由于冷型模具高度高,内径大,烘干时冷型模具的外部金属层与型砂的热膨胀系数不一致,导致外部金属层与型砂很容易分层,浇注轧辊时型砂进入钢水形成夹砂造成轧辊报废;
2、为此申请号为cn201220469674.2的专利中提出了一种刚轧辊冷型模具,在模具使用过程中,冷型本体1和型砂层2的热膨胀系数不一致,冷型本体1上的环形勾砂槽4能够将热膨胀系数不一致形成的膨胀量差均匀的分成若干份,使得型砂层2的膨胀量差在型砂层2的承受范围内,从而避免了型砂层2的开裂和脱落;但是环形勾砂槽不能够完全解决问题。
技术实现思路
1、本实用新型的目的在于提供一种钢轧辊成型模具,以解决现有技术中环形勾砂槽不能够完全解决热膨胀系数不一致导致外部金属层与型砂很容易分层的问题。
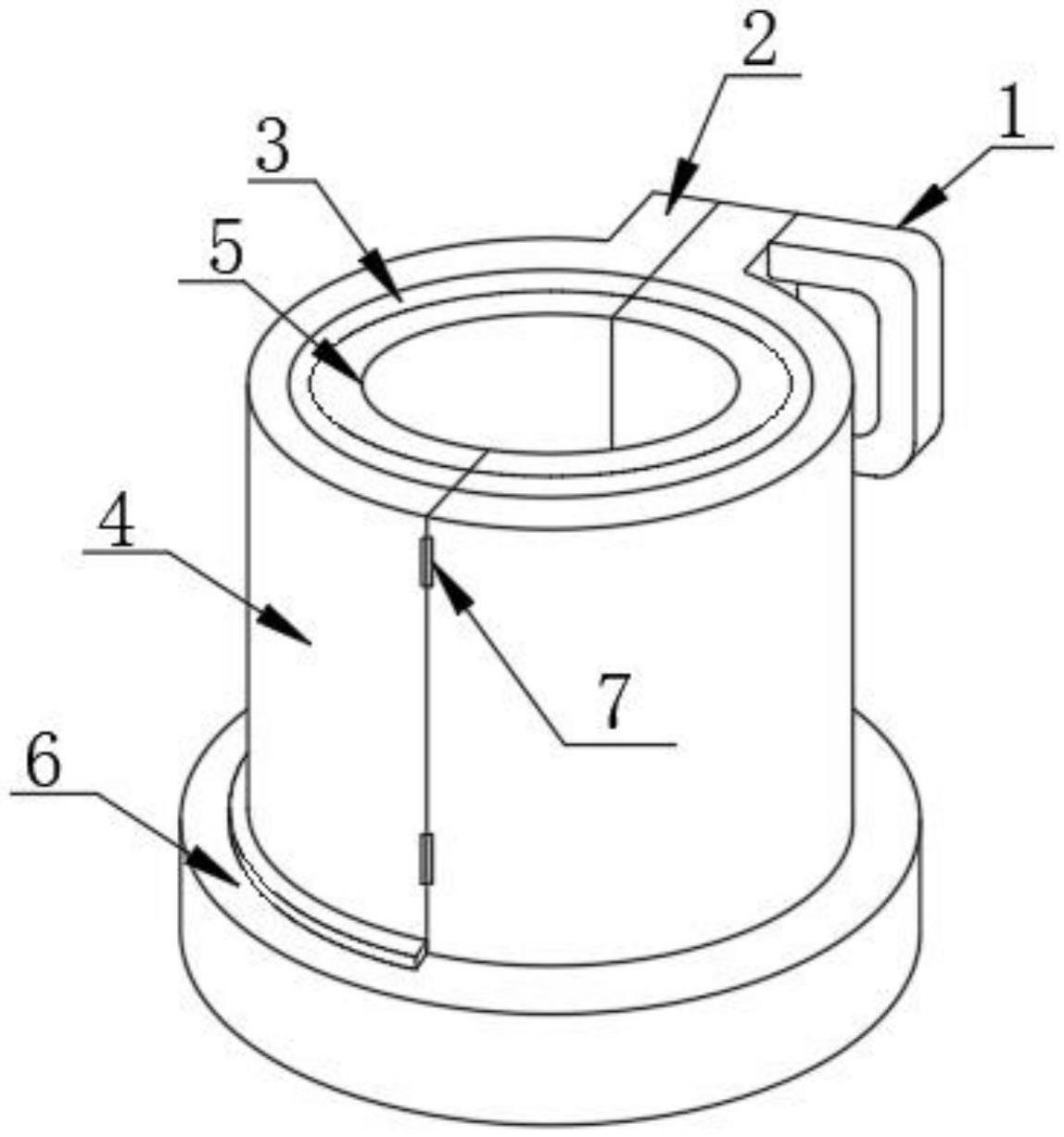
2、为实现上述目的,本实用新型提供如下技术方案:一种钢轧辊成型模具,包括金属层,所述金属层的内壁固接有补偿层,所述补偿层的内壁固接有型砂层,所述金属层的内壁设为上下多个第一斜切坡,相邻的上下两个所述第一斜切坡形成锐角,所述型砂层的外表面设为上下多个第二斜切坡,相邻的上下两个所述第二斜切坡形成第二斜切坡,所述补偿层的内外壁分别与第二斜切坡和第一斜切坡配合。
3、优选的,所述补偿层、金属层与型砂层均分为两个半圆弧,且两个半圆弧的一侧之间通过铰链转动连接。
4、优选的,所述两金属层远离铰链的一侧设有一体的凸起,其中一个所述凸起上安装有把手。
5、优选的,还包括把手,其中一个所述金属层的半圆弧下端固接在底座的上表面。
6、优选的,所述补偿层的内外壁分别与第二斜切坡和第一斜切坡配合。
7、与现有技术相比,本实用新型的有益效果是:
8、1、在使用本装置时,在产生热膨胀时,补偿层可补偿金属层与型砂层不同的膨胀量,避免金属层与型砂层裂开;
9、2、本实用新型由于斜切坡的设置,型砂层膨胀产生的横向应力可通过斜切坡传导,横向应力可被斜切坡分成分力,进而进一步较好的分散膨胀力。
技术特征:
1.一种钢轧辊成型模具,包括金属层(4),其特征在于:所述金属层(4)的内壁固接有补偿层(3),所述补偿层(3)的内壁固接有型砂层(5),所述金属层(4)的内壁设为上下多个第一斜切坡(41),相邻的上下两个所述第一斜切坡(41)形成锐角,所述型砂层(5)的外表面设为上下多个第二斜切坡(51),相邻的上下两个所述第二斜切坡(51)形成第二斜切坡(51),所述补偿层(3)的内外壁分别与第二斜切坡(51)和第一斜切坡(41)配合。
2.根据权利要求1所述的一种钢轧辊成型模具,其特征在于:所述补偿层(3)、金属层(4)与型砂层(5)均分为两个半圆弧,且两个半圆弧的一侧之间通过铰链(7)转动连接。
3.根据权利要求2所述的一种钢轧辊成型模具,其特征在于:所述两金属层(4)远离铰链(7)的一侧设有一体的凸起(2),其中一个所述凸起(2)上安装有把手(1)。
4.根据权利要求3所述的一种钢轧辊成型模具,其特征在于:还包括把手(1),其中一个所述金属层(4)的半圆弧下端固接在底座(6)的上表面。
5.根据权利要求1所述的一种钢轧辊成型模具,其特征在于:所述补偿层(3)的内外壁分别与第二斜切坡(51)和第一斜切坡(41)配合。
技术总结
本技术公开了一种钢轧辊成型模具,包括金属层,所述金属层的内壁固接有补偿层,所述补偿层的内壁固接有型砂层,所述金属层的内壁设为上下多个第一斜切坡,相邻的上下两个所述第一斜切坡形成锐角,所述型砂层的外表面设为上下多个第二斜切坡,相邻的上下两个所述第二斜切坡形成第二斜切坡,所述补偿层的内外壁分别与第二斜切坡和第一斜切坡配合。在使用本装置时,在产生热膨胀时,补偿层可补偿金属层与型砂层不同的膨胀量,避免金属层与型砂层裂开,本技术由于斜切坡的设置,型砂层膨胀产生的横向应力可通过斜切坡传导,横向应力可被斜切坡分成分力,进而进一步较好的分散膨胀力。
技术研发人员:顾建飞,顾涛涛
受保护的技术使用者:上海能韧冶金机械有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!