一种镁合金半固态成型机注射加压装置的制作方法
本技术涉及镁合金加工,特别涉及一种镁合金半固态成型机注射加压装置。
背景技术:
1、镁合金产品主要采用压铸机、镁合金半固态成型机等配合模具生产。镁合金半固态成型机可以生产半固态镁合金产品,通常在镁合金半固态注射成型结束的瞬间,需要向模具内迅速施加一个额外的压力,以起到镁合金金属凝固补缩的作用,这样生产出来的产品内部组织致密、强度高,完全可满足汽车及通讯等领域的要求。同时,因镁合金半固态浆料制作的要求,螺杆及注射活塞需要旋转搅拌。
2、经检索,授权公告号cn 213794131 u的现有专利公开了一种镁合金半固态成型机注射加压装置,能够使生产的镁合金产品内部致密、强度高、表面精度高,而且其稳定性更好,可靠性更高,但是经研究发现,上述现有专利中,在进行加压时需要设置加压控制阀、加压储能器、加压油缸和加压活塞配合才能进行,同时其加料口未设置防反溢的措施,在进行注射加压时其加料口位置容易出现物料的反溢现象,因此,本实用新型提出了一种镁合金半固态成型机注射加压装置用以解决上述问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术的缺点,而提出的一种镁合金半固态成型机注射加压装置。
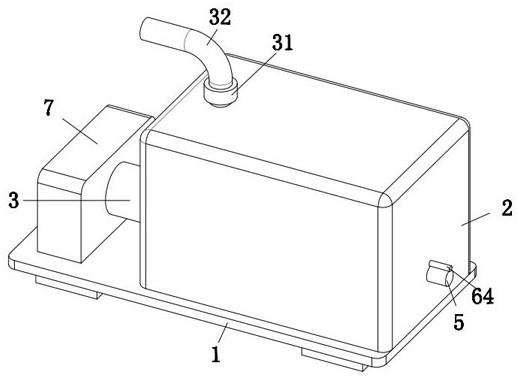
2、本实用新型的上述技术目的是通过以下技术方案得以实现的:一种镁合金半固态成型机注射加压装置,包括底座、箱体、输送筒、加热组件、活塞板、模具和驱动电机;
3、所述箱体和模具均固定安装在底座的顶侧,所述输送筒固定安装在箱体内,所述输送筒的一端与模具相连通,所述箱体上固定安装有加料管,且加料管与输送筒相连通,所述加热组件设置在箱体内,且加热组件与加料管相连接;
4、所述驱动电机固定安装在箱体的一侧,所述输送筒内转动安装有驱动轴,所述驱动轴上固定套设有螺旋输送辊,且驱动轴的一端与驱动电机的输出轴轴向固定连接;
5、所述活塞板密封滑动安装在输送筒内,且活塞板与驱动轴的外侧活动密封接触,所述输送筒内设置有导向件,且导向件与活塞板相连接,所述箱体和输送筒上固定安装有同一个气缸,且气缸的工作端与活塞板固定连接。
6、优选的,所述加热组件包括电热器和电热管,所述箱体的一侧内壁顶部固定安装有电热器,电热器上安装有电热管,且电热管呈螺旋状固定安装在加料管的外侧。
7、优选的,所述导向件包括导向杆和滑套,活塞板上固定安装有滑套,输送筒的一侧内壁上固定安装有导向杆,滑套密封滑动安装在导向杆的外侧。
8、优选的,所述输送筒的内壁上固定安装有半环,导向杆与半环固定连接,半环与驱动轴转动连接。
9、优选的,所述输送筒上固定安装有换气管,且换气管位于活塞板的右侧。
10、优选的,所述加料管上固定安装有控制阀。
11、本实用新型的有益效果是:本实用新型中,通过加料管向输送筒内加注经过处理至半固态状的镁合金物料,同时在驱动电机、驱动轴和螺旋输送辊的作用下对其进行搅拌和输送,从而能够将其注入模具内,然后通过控制阀对加料管进行封闭,再通过气缸控制活塞板进行加压,从而能够有效的提高模具内的镁合金制品的密实性,同时在控制阀的配合下能够避免在进行注射加压过程中加料管内的物料反向溢出,在加热组件的作用下能够保证注射加压间隙内加料管内的半固态镁合金不会出现冷却凝固的现象。
技术特征:
1.一种镁合金半固态成型机注射加压装置,其特征在于,包括底座(1)、箱体(2)、输送筒(3)、加热组件、活塞板(6)、模具(7)和驱动电机(5);
2.根据权利要求1所述的一种镁合金半固态成型机注射加压装置,其特征在于:所述加热组件包括电热器(4)和电热管(41),所述箱体(2)的一侧内壁顶部固定安装有电热器(4),电热器(4)上安装有电热管(41),且电热管(41)呈螺旋状固定安装在加料管(31)的外侧。
3.根据权利要求1所述的一种镁合金半固态成型机注射加压装置,其特征在于:所述导向件包括导向杆和滑套(62),活塞板(6)上固定安装有滑套(62),输送筒(3)的一侧内壁上固定安装有导向杆,滑套(62)密封滑动安装在导向杆的外侧。
4.根据权利要求1所述的一种镁合金半固态成型机注射加压装置,其特征在于:所述输送筒(3)的内壁上固定安装有半环(63),导向杆与半环(63)固定连接,半环(63)与驱动轴(51)转动连接。
5.根据权利要求1所述的一种镁合金半固态成型机注射加压装置,其特征在于:所述输送筒(3)上固定安装有换气管(33),且换气管(33)位于活塞板(6)的右侧。
6.根据权利要求1所述的一种镁合金半固态成型机注射加压装置,其特征在于:所述加料管(31)上固定安装有控制阀(32)。
技术总结
本技术属于镁合金加工技术领域,尤其为一种镁合金半固态成型机注射加压装置,包括底座、箱体、输送筒、加热组件、活塞板、模具和驱动电机,所述箱体和模具均固定安装在底座的顶侧,所述输送筒固定安装在箱体内,所述输送筒的一端与模具相连通,所述箱体上固定安装有加料管,且加料管与输送筒相连通,所述加热组件设置在箱体内,且加热组件与加料管相连接,所述驱动电机固定安装在箱体的一侧。本技术设计合理,结构简单,能够对进入输送筒内的物料进行搅拌和输送,同时能够向模具内的镁合金制品进行直射加压操作,从而能够提高其密实性,且能够避免加料管内的物料出现反向溢出和冷却凝固的情况。
技术研发人员:汪阳
受保护的技术使用者:苏州镁瑞电子科技有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!