一种上内冲移动成形的导向套的制作方法
本技术涉及导向套,具体涉及一种上内冲移动成形的导向套。
背景技术:
1、目前生产该类型的导向套时,现有加工方法都是通过粉末冶金压制工艺生成第一套体和第二套体部分,再采用铣加工的方式铣出d形孔,用铣加工的方式加工d形孔,不仅工艺复杂,生产效率较低,同时对产品的质量难以把控,加工精度低,次品率高,产品质量难以形成形成统一标准。
技术实现思路
1、本实用新型的目的是针对现有技术存在的不足,提供一种上内冲移动成形的导向套,通过改变压制模具,无需进行铣加工,通过压制直接形成d形孔,提升了产品质量,提高了生产效率。
2、为实现上述目的,本实用新型采用的技术方案是:
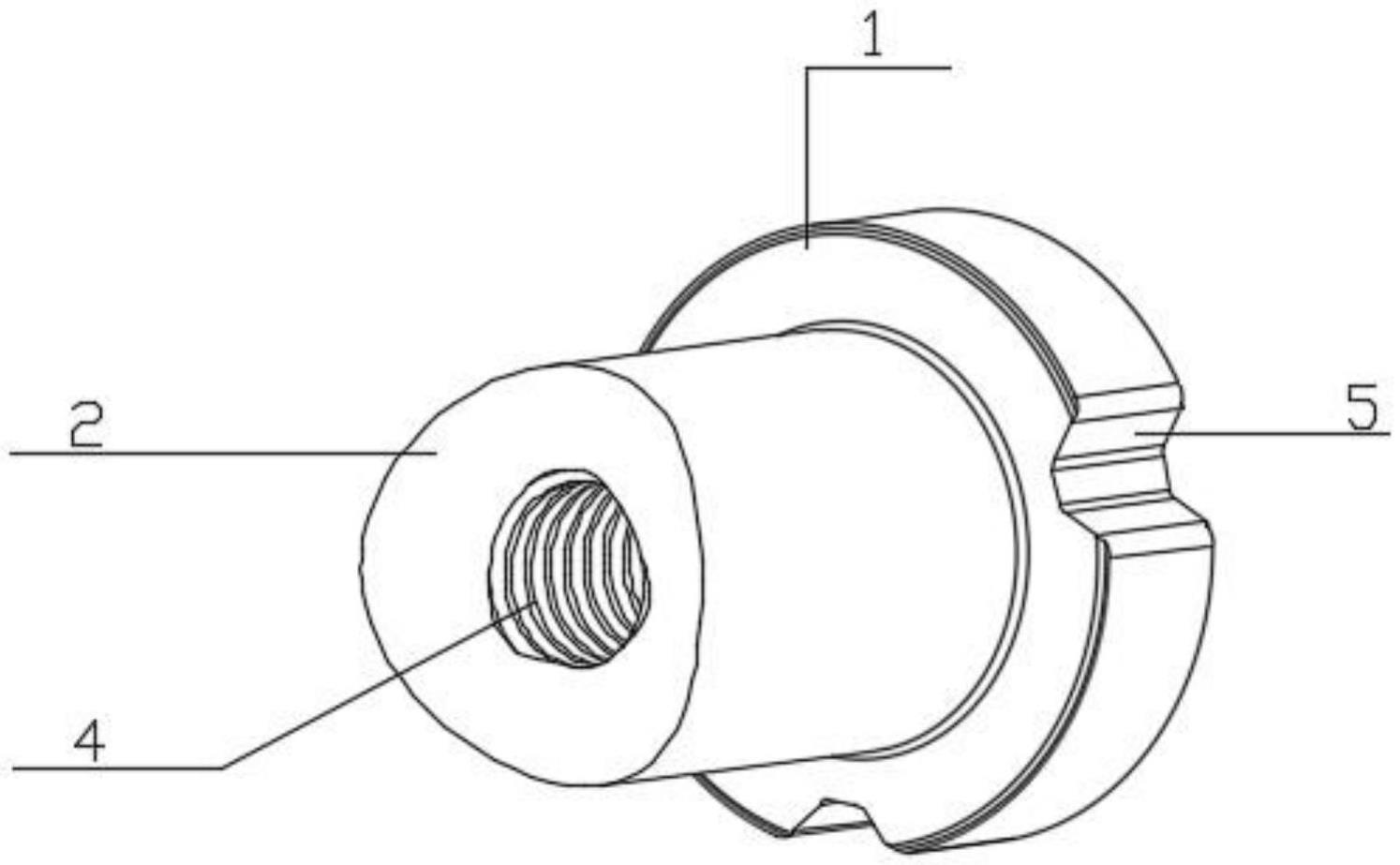
3、一种上内冲移动成形的导向套,所述导向套包括第一套体和第二套体,所述第一套体内壁开设有d形孔,所述第二套体内壁开设有螺孔,所述d形孔与螺孔之间形成内台阶,所述第一套体的外周面纵向开设有若干凹槽,所述第二套体端面设置为内凹的弧面。在第一套体的外周面纵向开设凹槽和将第二套体端面设置为内凹的弧面,都是为了更好的与对手件配合使用。
4、优选的,所述d形孔的深度为10mm。
5、优选的,所述凹槽的数量为2个。
6、优选的,所述凹槽的开口宽度大于底边宽度。
7、优选的,所述第一套体端面直径大于第二套体端面直径。
8、本实用新型与现有技术相比,具有以下优点:
9、无需通过铣加工开设d形孔,通过模具一次压制成型,减少了制作工序,降低了制作成本低,统一了产品精度,提高了生产效率。
技术特征:
1.一种上内冲移动成形的导向套,其特征在于:所述导向套包括第一套体和第二套体,所述第一套体内壁开设有d形孔,所述第二套体内壁开设有螺孔,所述d形孔与螺孔之间形成内台阶,所述第一套体的外周面纵向开设有若干凹槽,所述第二套体端面设置为内凹的弧面。
2.根据权利要求1所述的一种上内冲移动成形的导向套,其特征在于:所述d形孔的深度为10mm。
3.根据权利要求1所述的一种上内冲移动成形的导向套,其特征在于:所述凹槽的数量为2个。
4.根据权利要求1所述的一种上内冲移动成形的导向套,其特征在于:所述凹槽的开口宽度大于底边宽度。
5.根据权利要求1所述的一种上内冲移动成形的导向套,其特征在于:所述第一套体端面直径大于第二套体端面直径。
技术总结
本技术提供了一种上内冲移动成形的导向套,所述导向套包括第一套体和第二套体,所述第一套体内壁开设有D形孔,所述第二套体内壁开设有螺孔,所述D形孔与螺孔之间形成内台阶,所述第一套体的外周面纵向开设有若干凹槽,所述第二套体端面设置为内凹的弧面。采用粉末冶金技术,将第一套体、第二套体以及第一套体内部的D形孔通过模具一体成型压制而成,无需通过铣加工开设D形孔,减少了制作工序,降低了制作成本低,统一了产品精度,提高了生产效率。
技术研发人员:徐继平,黄雁宇,郭益山,游进明,张斌,吴昊天
受保护的技术使用者:江苏扬州海荣粉末冶金有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!