薄型钢带连续铸造多种辊径结晶辊用夹送辊设备的制作方法
本技术涉及冶金连铸铸造金属带材,具体为薄型钢带连续铸造多种辊径结晶辊用夹送辊设备。
背景技术:
1、薄型带钢连铸技术是冶金领域中短流程、低成本、低能耗、绿色环保的前沿技术,它是将传统的连铸、轧制及热处理等工艺过程进行了整合,完成短流程薄带钢连铸生产线,大大缩短整个产线的流程,整个工艺节省了大量人力成本以及能源成本,提高了成材率;占地面积小,设备简单集中,前期投资小;具有独特的亚快速凝固特性,微观组织特殊,性能优越;得到的铸带厚度接近最终产品厚度,因此本工艺具有设备投资少、能源消耗低等优点,实现了钢铁行业绿色制造。
2、在薄型钢带连续铸造机组中,钢水经过一对内部通入循环冷却水作相对旋转的结晶辊时,经过结晶辊的挤压钢水形成凝壳状的薄带钢,经过密封保温箱由纠偏夹送辊送入轧机再到卷取机卷取;现有薄型钢带连续铸造机组的夹送辊没有主动纠偏功能,带钢在穿带和运行中容易跑偏刮边造成停机故障。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了薄型钢带连续铸造多种辊径结晶辊用夹送辊设备,而解决上述问题,解决了背景技术提出的问题。
3、(二)技术方案
4、为实现上述目的,本实用新型提供如下技术方案:薄型钢带连续铸造多种辊径结晶辊用夹送辊设备,包括纠偏夹送辊与剪前夹送辊;
5、所述纠偏夹送辊的内部包括第一框架,所述第一框架的内部设置有相对旋转的第一上辊与第一下辊,所述第一框架的顶端设置有用于移动第一上辊的第一液压缸,且第一框架的内部底端设置有用于移动第一下辊的第二液压缸,所述第一下辊的下方设置有第一辊轮,且第一辊轮的下方设置有第一轨道;
6、所述第一上辊与第一下辊的非传动侧设置有进水口与出水口,所述第一框架的一侧设置有传动轴,所述传动轴的一侧设置有减速箱,且减速箱的一侧设置有电机;
7、所述剪前夹送辊的内部包括有第二框架,所述第二框架内部设置有相对旋转的第二上辊与第二下辊,所述第二框架的顶端设置有用于移动第二上辊的第三液压缸,且第二框架的颞部底端设置有用于移动第二下辊的第四液压缸,所述第二下辊的下方设置有第二辊轮,且第二辊轮的下方设置有第二轨道。
8、优选的,所述第一上辊与第一下辊的直径为300-800mm。
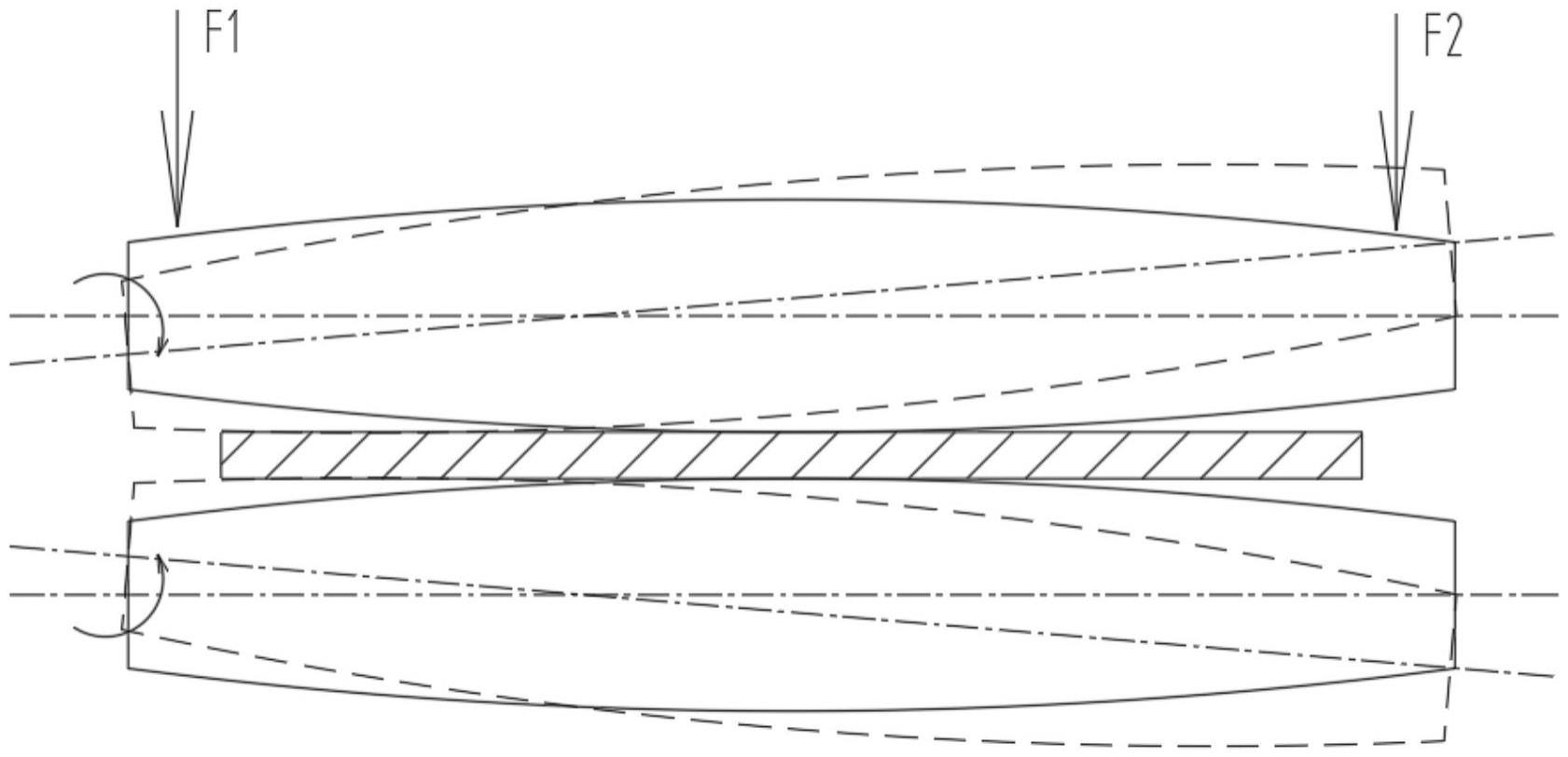
9、优选的,所述第一上辊、第一下辊、第二上辊与第二下辊的辊面呈凸度状,且第一上辊、第一下辊、第二上辊与第二下辊沿着辊子轴偏心设置,偏心距离为max.50mm。
10、优选的,所述第一液压缸上设置有位移传感器。
11、优选的,所述剪前夹送辊的出口侧设置有飞剪,且飞剪的出口侧设置有两个出口转向夹送辊,所述出口转向夹送辊的出口侧设置有卷取机,所述剪前夹送辊的入口侧设置有水雾冷却辊道,所述纠偏夹送辊的出口侧设置有多功能检测仪,且多功能检测仪的出口侧设置有轧机,所述轧机的出口侧设置有测厚仪,所述纠偏夹送辊的入口侧设置有水平保温箱,且水平保温箱的内部设置有第二弧形导板,所述水平保温箱的一侧设置有垂直保温箱,且垂直保温箱的内部有带钢,所述垂直保温箱的底端设置有密封挡板,且密封挡板的底端设置有废料箱,所述垂直保温箱的内部设置有第一弧形导板,且垂直保温箱的顶部设置有结晶辊辊车,所述结晶辊辊车上设置有结晶辊,和用于清理结晶辊的刷辊,所述结晶辊辊车上设置有冷却壁,所述两根相对旋转的结晶辊上部形成用于接收钢水的区域熔池,所述结晶辊辊车的上方设置有钢水整流器,且钢水整流器的下方设置有钢水布流器,所述钢水整流器的上方设置有中间包本体,所述中间包本体设置在中间包车上,且中间包本体带有感应加热装置,且中间包本体的底端设置有三板式滑板与中间包水口,所述中间包本体的一侧设置有溢流包,所述中间包本体的上方设置有钢包滑板,且钢包滑板的上方设置有钢包回转台,所述钢包回转台的内部放置有第一钢包与第二钢包。
12、优选的,所述轧机前的纠偏夹送辊为两对夹送辊安装在一个框架整体内,所述纠偏夹送辊辊芯内部通入循环冷却水冷却
13、(三)有益效果
14、与现有技术对比,本实用新型具备以下有益效果:
15、本实用新型中,为了保证带钢在运行中不偏离辊子中心和提高轧机前后的张力,因此在轧机前设置两对纠偏夹送辊,既能保证轧机前的张力又能保证带钢进入轧机不会跑偏,在轧机后方也设置一对纠偏夹送辊,同时保证轧机出口侧张力和解决带钢后续跑偏问题。
技术特征:
1.薄型钢带连续铸造多种辊径结晶辊用夹送辊设备,包括纠偏夹送辊(15)与剪前夹送辊(20),其特征在于:
2.根据权利要求1所述的薄型钢带连续铸造多种辊径结晶辊用夹送辊设备,其特征在于:所述第一上辊(1501)与第一下辊(1502)的直径为300-800mm。
3.根据权利要求1所述的薄型钢带连续铸造多种辊径结晶辊用夹送辊设备,其特征在于:所述第一上辊(1501)、第一下辊(1502)、第二上辊(2001)与第二下辊(2002)的辊面呈凸度状,且第一上辊(1501)、第一下辊(1502)、第二上辊(2001)与第二下辊(2002)沿着辊子轴偏心设置。
4.根据权利要求1所述的薄型钢带连续铸造多种辊径结晶辊用夹送辊设备,其特征在于:所述第一液压缸(1503)上设置有位移传感器。
5.根据权利要求1所述的薄型钢带连续铸造多种辊径结晶辊用夹送辊设备,其特征在于:所述剪前夹送辊(20)的出口侧设置有飞剪(21),且飞剪(21)的出口侧设置有两个出口转向夹送辊(22),所述出口转向夹送辊(22)的出口侧设置有卷取机(23),所述剪前夹送辊(20)的入口侧设置有水雾冷却辊道(19),所述纠偏夹送辊(15)的出口侧设置有多功能检测仪(16),且多功能检测仪(16)的出口侧设置有轧机(17),所述轧机(17)的出口侧设置有测厚仪(18),所述纠偏夹送辊(15)的入口侧设置有水平保温箱(14),且水平保温箱(14)的内部设置有第二弧形导板(12),所述水平保温箱(14)的一侧设置有垂直保温箱(9),且垂直保温箱(9)的内部有带钢(13),所述垂直保温箱(9)的底端设置有密封挡板(10),且密封挡板(10)的底端设置有废料箱(11),所述垂直保温箱(9)的内部设置有第一弧形导板(8),且垂直保温箱(9)的顶部设置有结晶辊辊车,所述结晶辊辊车上设置有结晶辊(6),和用于清理结晶辊(6)的刷辊(7),所述结晶辊辊车上设置有冷却壁(25),所述两根相对旋转的结晶辊(6)上部形成用于接收钢水的区域熔池(24),所述结晶辊辊车的上方设置有钢水整流器(5),且钢水整流器(5)的下方设置有钢水布流器(501),所述钢水整流器(5)的上方设置有中间包本体(3),所述中间包本体(3)设置在中间包车上,且中间包本体(3)带有感应加热装置,且中间包本体(3)的底端设置有三板式滑板(301)与中间包水口(302),所述中间包本体(3)的一侧设置有溢流包(4),所述中间包本体(3)的上方设置有钢包滑板(2),且钢包滑板(2)的上方设置有钢包回转台(1),所述钢包回转台(1)的内部放置有第一钢包(101)与第二钢包(102)。
6.根据权利要求5所述的薄型钢带连续铸造多种辊径结晶辊用夹送辊设备,其特征在于:所述轧机(17)前的纠偏夹送辊(15)为两对夹送辊安装在一个框架整体内,所述纠偏夹送辊(15)辊芯内部通入循环冷却水。
技术总结
本技术涉及冶金连铸铸造金属带材技术领域,且公开了薄型钢带连续铸造多种辊径结晶辊用夹送辊设备,包括纠偏夹送辊与剪前夹送辊;纠偏夹送辊的内部包括第一框架,第一框架的内部设置有相对旋转的第一上辊与第一下辊,第一框架的顶端设置有用于移动第一上辊的第一液压缸且第一框架的内部底端设置有用于移动第一下辊的第二液压缸,第一下辊的下方设置有第一辊轮。本技术中,为了保证带钢在运行中不偏离辊子中心和提高轧机前后的张力,因此在轧机前设置两对纠偏夹送辊,既能保证轧机前的张力又能保证带钢进入轧机不会跑偏,在轧机后方也设置一对纠偏夹送辊,同时保证轧机出口侧张力和解决带钢后续跑偏问题。
技术研发人员:郭留华,陆品,蒋华平,江文涛
受保护的技术使用者:上海三翊冶金材料有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!