一种新能源汽车底盘生产用压铸模具的制作方法
本技术涉及压铸模具设备,具体是一种新能源汽车底盘生产用压铸模具。
背景技术:
1、压铸是指将金属融化至液体,再将其通过压力推进装置推入事先准备好的模具当中,经过冷却后成型,而由压铸成型的部件通常都是外形复杂,无法进行车削的一些部件,比如汽车底盘等而压铸过程也是一次成型,具有精度高、可避免二次机械加工以及所需工序少等特点,而金属液体在模具内成型后,一般都需要较长时间的金属冷却过程,影响成型效率,此外,压铸过程一般都是金属液体灌满模具内部,当模具内部存在气体时,金属液体在冷却成型后可能会有凹面存在,导致压铸失败等情况发生,为此,我们提供了一种新能源汽车底盘生产用压铸模具解决以上问题。
技术实现思路
1、解决的技术问题
2、本实用新型的目的就是为了弥补现有技术的不足,提供了一种新能源汽车底盘生产用压铸模具,包括压铸机,所述压铸机的底部固定连接有冷却池,所述压铸机的顶部固定连接有排气机构,所述压铸机的内部设置有驱动机构,所述压铸机和冷却池的相对侧设置有上模具,所述上模具的底部设置有下模具,所述下模具底部的四个拐角处固定连接有电动伸缩杆,所述上模具和下模具的相对侧设置有压铸枪。
3、为实现上述目的,本实用新型提供如下技术方案:
4、上述的,所述驱动机构包括电机、传动杆、两组主齿、两组副齿、两组啮合齿和四组滑动齿杆,所述传动杆的一侧通过连轴器与电机的输出轴固定连接,所述主齿分别固定连接于传动杆的左右两端,所述副齿通过齿状皮带与主齿活动连接。
5、上述的,所述啮合齿固定连接于传动杆的左右两端,且啮合齿与滑动齿杆的表面相互啮合,所述滑动齿杆固定连接于上模具顶面的四个拐角处,所述传动杆的表面通过轴套与压铸机之间转动连接。
6、上述的,所述下模具与上模具之间相互对齐,所述电动伸缩杆与冷却池的内表面底部固定连接,所述上模具和下模具靠近压铸枪的位置开设有配合口。
7、上述的,所述排气机构包括气缸、活塞、气筒、抽气管口、气压管口和插口,所述气缸固定连接于压铸机的顶部,所述活塞的顶部通过连杆与气缸的输出端固定连接,所述活塞滑动连接于气筒的内部,所述抽气管口和气压管口固定连接于气筒的一侧,且抽气管口和气压管口与气筒贯通。
8、上述的,所述插口的顶部固定连接于气筒的底部,所述上模具通过通孔与插口插接,所述抽气管口远离气筒的一侧通过气管外接真空机。
9、有益效果:
10、与现有技术相比,该一种新能源汽车底盘生产用压铸模具具备如下有益效果:
11、一、本实用新型通过设置的驱动机构、上模具和下模具,利用电机带动传动杆在压铸机内部转动,带动两组主齿以及啮合齿转动,在齿状皮带的传动下,副齿能稳定的带动第二组传动杆转动,这样传动杆上面的啮合齿能与滑动齿杆之间发生传动,带动滑动齿杆推动底部的上模具向下运动,同时带动下模具向冷却池内部移动,实现水冷降温的效果,快速实现模具内部金属液体的冷却成型,提高生产效率,而冷却完成后可通过电动伸缩杆带动下模具重新复位,实现自动化生产效果。
12、二、本实用新型通过设置的排气机构,当驱动机构和电动伸缩杆带动上模具以及下模具重新复位闭合后,上模具通过顶面的通孔与排气机构当中的插口相互插接,随后压铸枪插入两组模具的前端,此时抽气管口外接的真空机运作,与气筒连通的抽气管口能抽离模具之间的空气,使其达到一定真空的效果,随后气缸运作带动活塞运动在气筒内部,直至活塞前端与插口之间闭合,这样两组模具内部的空气能排干净,压铸枪向内部灌注的金属液体能有效覆盖到每个角落,且灌注速度在气压的作用下能得到有效提升,保证成品质量,而在气压管口连通气管的作用下,活塞前端与插口之间受到模具内部气压的影响能较好的闭合插口,使得实用性更强。
13、本实用新型的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本实用新型的实践中得到教导。
技术特征:
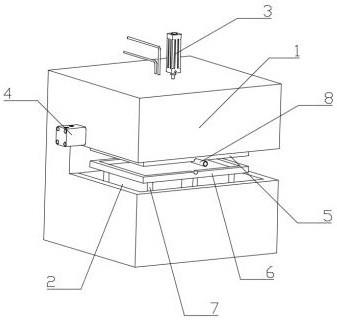
1.一种新能源汽车底盘生产用压铸模具,包括压铸机(1),其特征在于:所述压铸机(1)的底部固定连接有冷却池(2),所述压铸机(1)的顶部固定连接有排气机构(3),所述压铸机(1)的内部设置有驱动机构(4),所述压铸机(1)和冷却池(2)的相对侧设置有上模具(5),所述上模具(5)的底部设置有下模具(6),所述下模具(6)底部的四个拐角处固定连接有电动伸缩杆(7),所述上模具(5)和下模具(6)的相对侧设置有压铸枪(8)。
2.根据权利要求1所述的一种新能源汽车底盘生产用压铸模具,其特征在于:所述驱动机构(4)包括电机(401)、传动杆(402)、两组主齿(403)、两组副齿(404)、两组啮合齿(405)和四组滑动齿杆(406),所述传动杆(402)的一侧通过连轴器与电机(401)的输出轴固定连接,所述主齿(403)分别固定连接于传动杆(402)的左右两端,所述副齿(404)通过齿状皮带与主齿(403)活动连接。
3.根据权利要求2所述的一种新能源汽车底盘生产用压铸模具,其特征在于:所述啮合齿(405)固定连接于传动杆(402)的左右两端,且啮合齿(405)与滑动齿杆(406)的表面相互啮合,所述滑动齿杆(406)固定连接于上模具(5)顶面的四个拐角处,所述传动杆(402)的表面通过轴套与压铸机(1)之间转动连接。
4.根据权利要求1所述的一种新能源汽车底盘生产用压铸模具,其特征在于:所述下模具(6)与上模具(5)之间相互对齐,所述电动伸缩杆(7)与冷却池(2)的内表面底部固定连接,所述上模具(5)和下模具(6)靠近压铸枪(8)的位置开设有配合口。
5.根据权利要求1所述的一种新能源汽车底盘生产用压铸模具,其特征在于:所述排气机构(3)包括气缸(301)、活塞(302)、气筒(303)、抽气管口(304)、气压管口(305)和插口(306),所述气缸(301)固定连接于压铸机(1)的顶部,所述活塞(302)的顶部通过连杆与气缸(301)的输出端固定连接,所述活塞(302)滑动连接于气筒(303)的内部,所述抽气管口(304)和气压管口(305)固定连接于气筒(303)的一侧,且抽气管口(304)和气压管口(305)与气筒(303)贯通。
6.根据权利要求5所述的一种新能源汽车底盘生产用压铸模具,其特征在于:所述插口(306)的顶部固定连接于气筒(303)的底部,所述上模具(5)通过通孔与插口(306)插接,所述抽气管口(304)远离气筒(303)的一侧通过气管外接真空机。
技术总结
本技术公开了一种新能源汽车底盘生产用压铸模具,涉及压铸摸具设备技术领域,包括压铸机,压铸机的底部固定连接有冷却池,压铸机的顶部固定连接有排气机构,压铸机的内部设置有驱动机构,压铸机和冷却池的相对侧设置有上模具,上模具的底部设置有下模具,下模具底部的四个拐角处固定连接有电动伸缩杆,上模具和下模具的相对侧设置有压铸枪,本技术能够通过设置的驱动机构带动上模具和下模具进入到冷却池内部进行水冷,大大提高了金属冷却效率,此外通过排气机构能有效排干模具内部的空气,提升了压铸成品质量的同时提升了金属灌注速度,防止有压铸死角的出现。
技术研发人员:黄鹏,饶银龙
受保护的技术使用者:东莞海雅特汽车科技有限公司
技术研发日:20221229
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!