高强度铝合金挤压材及其制造方法与流程
本发明涉及高强度铝合金挤压材及其制造方法。
背景技术:
1、在高强度的7000系铝合金中,在腐蚀环境下持续施加拉伸应力之处会出现的裂纹、即scc(应力腐蚀开裂)成为问题。一旦发生裂缝,则scc进展迅速,短时间内即可导致断裂,因此要极力避免scc。scc一般越是高强度材料越容易发生。scc的问题也可能成为瓶颈,延迟7000系铝合金的采用。
2、因此,一直以来提高耐scc性的努力都在进行。
3、在专利文献1中公开有一种7000系铝合金挤压材,其中,将以质量%表示的zn含量设为[zn],同样将mg含量设为[mg]时,满足5≤[zn]≤7,[zn]+4.7[mg]≤14,相对于mgzn2的化学计量比mg含量过剩。此铝合金挤压材,除了所述范围的zn、mg之外,还含有cu:0.1~0.6质量%、ti:0.005~0.05质量%,此外还含有mn:0.1~0.3质量%、cr:0.05~0.2质量%、zr:0.05~0.2质量%的一种以上。此铝合金挤压材,通过空冷的模压淬火(使用模具,在线强制冷却挤压之后的挤压材。也称为加压淬火)制造,在时效处理后显示出高强度和优异的耐scc性,适合用作车门防撞梁和保险杠加强件等汽车用构件用原材。
4、在专利文献2中记述有一种7000系铝合金挤压材,其中,含有zn:5.5~9.0质量%、mg:1.0~2.0质量%、cu:0.1~1.0质量%、ti:0.005~0.2质量%,并含有0.1~0.5质量%的zr、cr、mn等的一种以上。该铝合金挤压材,晶界析出物(mgzn2)的平均长度为5μm以下,长度超过5μm的晶界析出物的个数每100μm长度的晶界中限制在3个以下。该铝合金挤压材通过水冷的模压淬火制造,时效处理后具有高强度和优异的能量吸收特性,能够适合用作车门防撞梁和保险杠加强件等汽车用构件用原材。另外,在专利文献2中记述了zr、cr、mn等使7000系铝合金挤压材的晶体组织为纤维状组织,具有提高耐scc性的作用。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2011-144396号公报
8、专利文献2:日本特开2015-221924号公报
技术实现思路
1、发明所要解决的问题
2、铝合金挤压材要求的耐scc性近年来更加严格。因此,引用文献1和2所述的7000系铝合金挤压材也存在不能应对耐scc性要求的情况,需要具有更高耐scc性的高强度7000系铝合金挤压材。
3、本发明正是为了响应这样的要求,其目的在于,提供一种具有高强度和高耐scc性的7000系铝合金挤压材及其制造方法。
4、解决问题的手段
5、本发明的方式1,是一种铝合金挤压材,其含有:
6、zn:7.5~9.2质量%,
7、mg:1.3~2.0质量%,
8、cu:0.1~0.7质量%,
9、从mn:0.30质量%以下、cr:0.25质量%以下和zr:0.25质量%以下所构成的群中选择的一种或两种以上:合计0.1~0.5质量%,
10、ti:0.005~0.20质量%,
11、余量由al和不可避免的杂质构成,
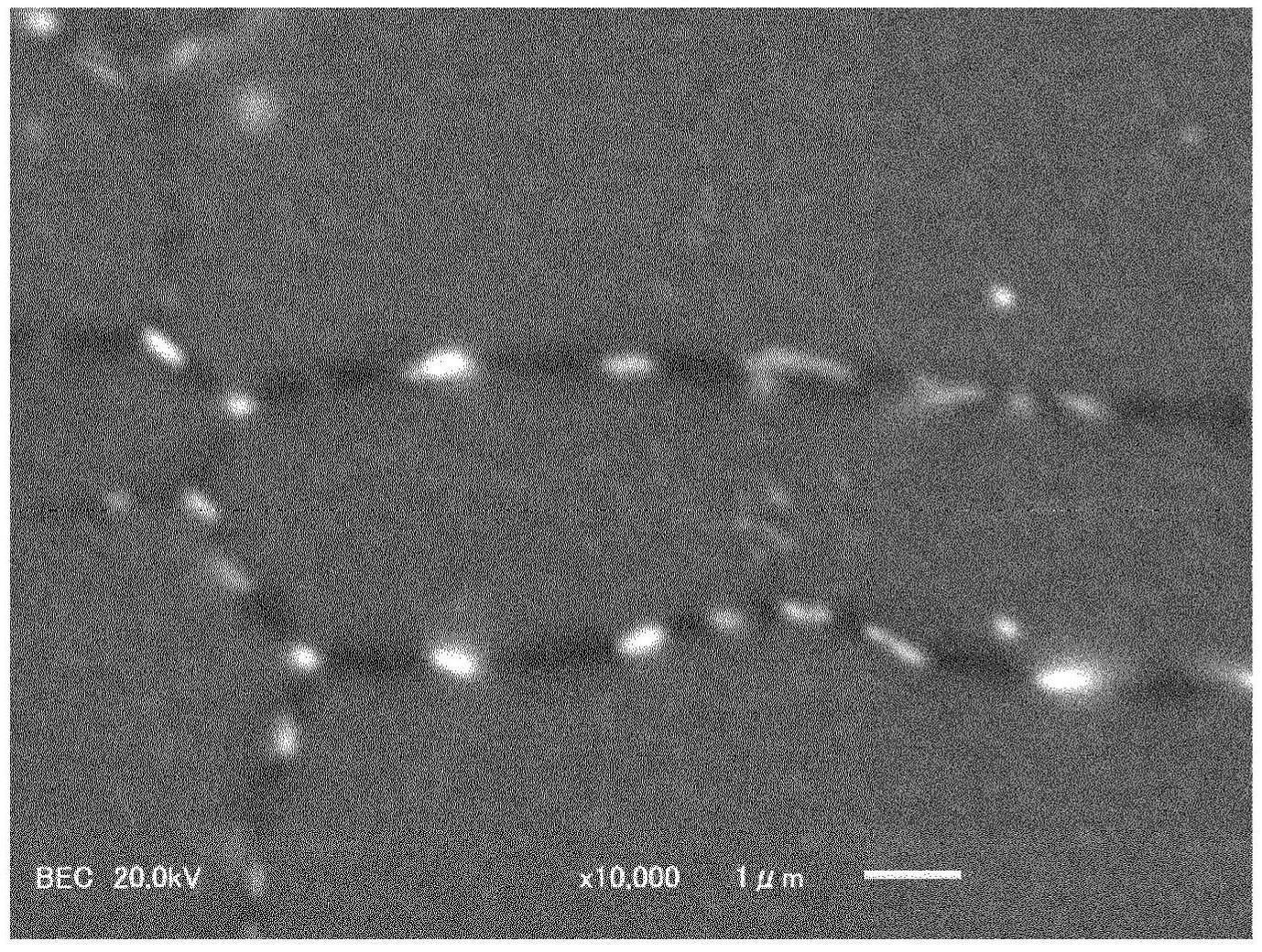
12、晶界析出物的平均间隔是0.8~1.4μm,
13、晶界析出物的平均粒子长度为0.3~0.5μm,
14、具有440n/mm2以上的屈服强度。
15、本发明的方式2,根据方式1所述的铝合金挤压材,其中,晶界析出物的所述平均间隔为1.2μm以下。
16、本发明的方式3是一种铝合金挤压材的制造方法,其中,包括如下工序:
17、对于铝合金进行均热处理的工序,该铝合金含有:
18、zn:7.5~9.2质量%,
19、mg:1.3~2.0质量%,
20、cu:0.1~0.7质量%,
21、从mn:0.30质量%以下、cr:0.25质量%以下、zr:0.25质量%以下所构成的群中选择的一种或两种以上:合计0.1~0.5质量%,
22、ti:0.005~0.20质量%,
23、余量是al和不可避免的杂质;
24、在进行所述均热处理之后,进行热挤压加工的工序;
25、在所述挤压加工后的冷却时,对400℃至300℃之间,以100℃/分钟以上且600℃/分钟以下的平均冷却速度进行冷却的工序;
26、在所述冷却后,进行人工时效处理的工序。
27、本发明的方式4,根据权利要求3所述的铝合金挤压材的制造方法,其中,通过模压淬火,进行所述挤压加工后的冷却。
28、发明的效果
29、在本发明的一个实施方式中,能够提供具有高强度和高耐scc性的7000系铝合金挤压材及其制造方法。
技术特征:
1.一种铝合金挤压材,其含有
2.根据权利要求1所述的铝合金挤压材,其中,晶界析出物的所述平均间隔为1.2μm以下。
3.一种铝合金挤压材的制造方法,其中,包括:
4.根据权利要求3所述的铝合金挤压材的制造方法,其中,通过模压淬火进行所述挤压加工后的冷却。
技术总结
一种铝合金挤压材,其含有Zn:7.5~9.2质量%、Mg:1.3~2.0质量%、Cu:0.1~0.7质量%、从Mn:0.30质量%以下、Cr:0.25质量%以下和Zr:0.25质量%以下所构成的群中选择的一种或两种以上合计0.1~0.5质量%、Ti:0.005~0.20质量%,余量由Al和不可避免的杂质构成,晶界析出物的平均间隔为0.8~1.4μm,晶界析出物的平均粒子长度为0.3~0.5μm,具有440N/mm<supgt;2</supgt;以上的屈服强度。
技术研发人员:圆井美铃,志镰隆广,吉原伸二
受保护的技术使用者:株式会社神户制钢所
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!